中达数控系统在数控转塔冲床上的应用
日期:2011-6-24 13:21:50 点击:
来源:本站整理
作者:
来源:本站整理
作者:
点击【 大 中 小 】放大字体.
转塔冲床介绍及分类
数控转塔冲床(NCT)集机、电、液、气于一体化,是在板材上进行冲孔加工、浅拉深成型的压力加工设备。
数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应模具,液压动力系统按程序进行冲压,自动完成工件的加工。
冲床分类:
按滑块驱动力可分为机械式与液压式两种,故冲床依其使用之驱动力不同分为:(1)机械式冲床;(2)液压式冲床。
数控转塔冲床伺服轴说明
数控冲床的运动轴
X轴:将工件沿垂直于床身长度方向移动的伺服驱动轴
Y轴:将工件沿垂直于床身长度方向移动的伺服驱动轴
A轴:旋转转塔型刀具库选择模具的旋转轴
C轴:模具自动分度的旋转轴,可以任意角度旋转模具(选配)
冲床工作原理
冲床设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型),经由这个机构将圆周运动转换成滑块的直线运动。

冲床对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由冲床机械本体所吸收。
中达数控独特的冲床控制功能
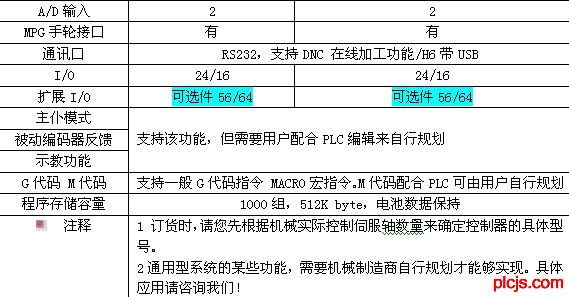
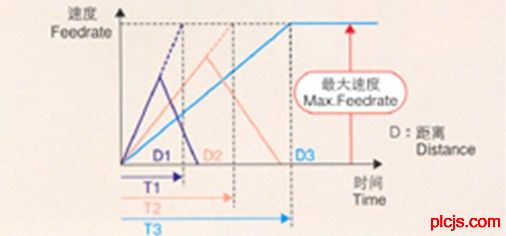
1、最佳减速控制:
可以根据定位距离,切换快速移动速度、时间常数、位置环路增益,由此而实现高速的定位和高度的命中率。
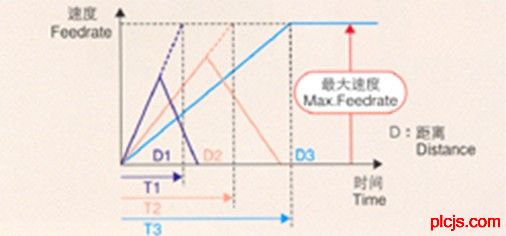
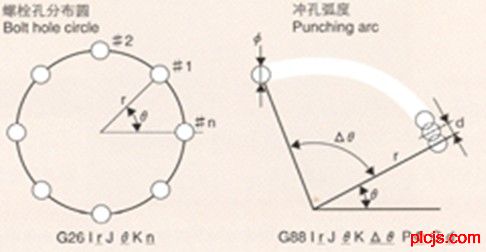
2、模式功能:
可以通过单个程序块的指令,在给定模式的多个位置进行冲孔,备有便于编程的8种模式指令。
3、最佳的冲床控制功能:
可以根据定位距离调整冲床起动信号(PF)的输出时机,实现最佳的冲床控制。
4、伺服的选型:
根据机械大小,三轴伺服配置:
送料轴X/Y:1.5KW伺服ASDA-A1521-AB
T轴:2.0KW伺服ASDA-A2023-AB
以下简单介绍伺服增益调整:
根据现场情况不同可以选择自动增益调整和手动增益调整两种方式。
自动增益调整相关参数(详细资料请参考《ASDA-AB应用技术手册》):
P2-32:增益调整方式
0:手动模式
2/4:自动模式(持续调整)
3/5:半自动模式(非持续调整)
P2-31:自动模式刚性及频宽设定
使用自动增益调整方式时将P2-32设定为2,再根据实际需要设定P2-31的大小,频宽越高伺服响应性越好。但频宽太高会引发机台共振,自动增益调整模式下所有增益相关参数都会自动设定。
使用手动增益调整方式时将P2-32设定为0,P0-02设定为14,让驱动器面板显示驱动器侦测到的负载惯量比。操作伺服电机以200rpm以上的速度让机台往复动作,往复动作行程越长越好,多次操作后驱动器面板上显示的数值趋于稳定,将此时的数值填入软件中“惯量比”的位置,填入“频宽”40,点击“计算增益”软件会计算出理论上最佳的一组增益参数,然后点击向右的箭头下载到伺服驱动器里。根据需要慢慢加大频宽,频宽和惯量比的乘积越大越容易引发共振,发生共振时参考共振抑制调整。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
转塔冲床介绍及分类
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
数控转塔冲床(NCT)集机、电、液、气于一体化,是在板材上进行冲孔加工、浅拉深成型的压力加工设备。
WWW_P※LCJS_COM-PLC-)技.术_网
数控转塔冲床(NCT)由电脑控制系统、机械或液压动力系统、伺服送料机构、模具库、模具选择系统、外围编程系统等组成。数控转塔冲床(NCT)是通过编程软件(或手工)编制的加工程序,由伺服送料机构将板料送至需加工的位置,同时由模具选择系统选择模具库中相应模具,液压动力系统按程序进行冲压,自动完成工件的加工。
P.L.C.技.术.网——可编程控制器技术门户
冲床分类:
WWW_P※LCJS_CO※M-PLC-技-.术_网
按滑块驱动力可分为机械式与液压式两种,故冲床依其使用之驱动力不同分为:(1)机械式冲床;(2)液压式冲床。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
数控转塔冲床伺服轴说明
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
数控冲床的运动轴
plcjs.技.术_网
X轴:将工件沿垂直于床身长度方向移动的伺服驱动轴
WWW_PLCJS_COM-PLC-技.术_网
Y轴:将工件沿垂直于床身长度方向移动的伺服驱动轴
WWW_PLCJS_COM-PLC-技.术_网
A轴:旋转转塔型刀具库选择模具的旋转轴
W1WW_P4LCJS_COM-PLC-技.术_网
C轴:模具自动分度的旋转轴,可以任意角度旋转模具(选配)
WW.W_PLCJS_COM-PLC-技.术_网
冲床工作原理
WWW_P※LCJS_CO※M-PLC-技-.术_网
冲床设计原理是将圆周运动转换为直线运动,由主电动机出力,带动飞轮,经离合器带动齿轮、曲轴(或偏心齿轮)、连杆等运转,来达成滑块的直线运动,从主电动机到连杆的运动为圆周运动。连杆和滑块之间需有圆周运动和直线运动的转接点,其设计上大致有两种机构,一种为球型,一种为销型(圆柱型),经由这个机构将圆周运动转换成滑块的直线运动。
WWW.PLCJS.COM——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
冲床对材料施以压力,使其塑性变形,而得到所要求的形状与精度,因此必须配合一组模具(分上模与下模),将材料置于其间,由机器施加压力,使其变形,加工时施加于材料之力所造成之反作用力,由冲床机械本体所吸收。
WWW_PLC※JS_COM-PmLC-技.术_网
中达数控独特的冲床控制功能
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1、最佳减速控制:
WWcW_PLCJS_COM-PLC-技.术_网
可以根据定位距离,切换快速移动速度、时间常数、位置环路增益,由此而实现高速的定位和高度的命中率。
W1WW_P4LCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
2、模式功能:
WWW_P※LCJS_CO※M-PLC-技-.术_网
可以通过单个程序块的指令,在给定模式的多个位置进行冲孔,备有便于编程的8种模式指令。
WWW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
3、最佳的冲床控制功能:
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
可以根据定位距离调整冲床起动信号(PF)的输出时机,实现最佳的冲床控制。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
4、伺服的选型:
WWW_PLCJS_COM-PLC-技.术_网
根据机械大小,三轴伺服配置:
WW.W_PLCJS_COM-PLC-技.术_网
送料轴X/Y:1.5KW伺服ASDA-A1521-AB
WWW_PLC※JS_COM-PmLC-技.术_网
T轴:2.0KW伺服ASDA-A2023-AB
WW.W_PLC※JS_C,OM-PL,C-技.术_网
以下简单介绍伺服增益调整:
W1WW_P4LCJS_COM-PLC-技.术_网
根据现场情况不同可以选择自动增益调整和手动增益调整两种方式。
WWW_PLCJS@_COM%-PLC-技.术_网
自动增益调整相关参数(详细资料请参考《ASDA-AB应用技术手册》):
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
P2-32:增益调整方式
WW.W_PLCJS_COM-PLC-技.术_网
0:手动模式
WW.W_PLC※JS_C,OM-PL,C-技.术_网
2/4:自动模式(持续调整)
WWcW_PLCJS_COM-PLC-技.术_网
3/5:半自动模式(非持续调整)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P2-31:自动模式刚性及频宽设定
WWW_PLCJS@_COM%-PLC-技.术_网
使用自动增益调整方式时将P2-32设定为2,再根据实际需要设定P2-31的大小,频宽越高伺服响应性越好。但频宽太高会引发机台共振,自动增益调整模式下所有增益相关参数都会自动设定。
——可——编——程——控-制-器-技——术——门——户
使用手动增益调整方式时将P2-32设定为0,P0-02设定为14,让驱动器面板显示驱动器侦测到的负载惯量比。操作伺服电机以200rpm以上的速度让机台往复动作,往复动作行程越长越好,多次操作后驱动器面板上显示的数值趋于稳定,将此时的数值填入软件中“惯量比”的位置,填入“频宽”40,点击“计算增益”软件会计算出理论上最佳的一组增益参数,然后点击向右的箭头下载到伺服驱动器里。根据需要慢慢加大频宽,频宽和惯量比的乘积越大越容易引发共振,发生共振时参考共振抑制调整。
本新闻共2页,当前在第1页1 2
WWcW_PLCJS_COM-PLC-技.术_网
上一篇: BWS伺服数控系统在铝带板材飞剪系统中的应用下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行