关于数控机床电气维修技术研讨
日期:2007-3-20 23:48:01 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
作者:刘荫庭
我国从事数控机床电气设计、应用与维修技术工作的工程技术人员数以万计,然而由于此项技术的复杂性、多样性和多变性以及一些客观环境因素的制约,在数控机床电气维修技术方面还没有形成一套成熟的、完整的理论体系。当今控制理论与自动化技术的高速发展,尤其是微电子技术和计算机技术的日新月异,使得数控技术也在同步飞速发展,数控系统结构形式上的PC基、开放化和性能上的多样化、复杂化、高智能化不仅给其应用从观念到实践带来了巨大变化,也在其维修理论、技术和手段上带来了很大的变化。因此,一篇讲座形式的文章不可能把已经形成了一门专门学科的数控机床电气维修技术理论完整地表述出来,本文仅是将多年的实践探索及业内众同仁的经验总结加以适当的归纳整理,以求对该学科理论的发展及工程技术人员的实践有所裨益。
一、数控技术
谈到维修,首先必须从总体上了解我们的维修对象。
1.数控机床电气控制系统综述
一台典型的数控机床其全部的电气控制系统如图1所示。
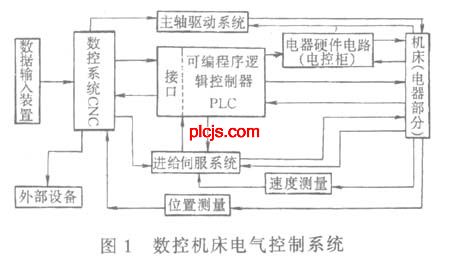
(1)数据输入装置将指令信息和各种应用数据输入数控系统的必要装置。它可以是穿孔带阅读机(已很少使用),3.5in软盘驱动器,CNC键盘(一般输入操作),数控系统配备的硬盘及驱动装置(用于大量数据的存储保护)、磁带机(较少使用)、PC计算机等等。
(2)数控系统数控机床的中枢,它将接到的全部功能指令进行解码、运算,然后有序地发出各种需要的运动指令和各种机床功能的控制指令,直至运动和功能结束。
数控系统都有很完善的自诊断能力,日常使用中更多地是要注意严格按规定操作,而日常的维护则主要是对硬件使用环境的保护和防止系统软件的破坏。
(3)可编程逻辑控制器是机床各项功能的逻辑控制中心。它将来自CNC的各种运动及功能指令进行逻辑排序,使它们能够准确地、协调有序地安全运行;同时将来自机床的各种信息及工作状态传送给CNC,使CNC能及时准确地发出进一步的控制指令,如此实现对整个机床的控制。
当代PLC 多集成于数控系统中,这主要是指控制软件的集成化,而PLC硬件则在规模较大的系统中往往采取分布式结构。PLC与CNC的集成是采取软件接口实现的,一般系统都是将二者间各种通信信息分别指定其固定的存放地址,由系统对所有地址的信息状态进行实时监控,根据各接口信号的现时状态加以分析判断,据此作出进一步的控制命令,完成对运动或功能的控制。
不同厂商的PLC有不同的PLC语言和不同的语言表达形式,因此,力求熟悉某一机床PLC程序的前提是先熟悉该机床的PLC语言。
(4)主轴驱动系统接受来自CNC的驱动指令,经速度与转矩(功率)调节输出驱动信号驱动主电动机转动,同时接受速度反馈实施速度闭环控制。它还通过PLC将主轴的各种现实工作状态通告CNC用以完成对主轴的各项功能控制。
主轴驱动系统自身有许多参数设定,这些参数直接影响主轴的转动特性,其中有些不可丢失或改变的,例如指示电动机规格的参数等,有些是可根据运行状态加以调改的,例
如零漂等。通常CNC中也设有主轴相关的机床数据,并且与主轴驱动系统的参数作用相同,因此要注意二者取一,切勿冲突。
(5)进给伺服系统接受来自CNC对每个运动坐标轴分别提供的速度指令,经速度与电流(转矩)调节输出驱动信号驱动伺服电机转动,实现机床坐标轴运动,同时接受速度反馈信号实施速度闭环控制。它也通过PLC与CNC通信,通报现时工作状态并接受CNC的控制。
进给伺服系统速度调节器的正确调节是最重要的,应该在位置开环的条件下作最佳化调节,既不过冲又要保持一定的硬特性。它受机床坐标轴机械特性的制约,一旦导轨和机械传动链
WWW_PLCJS@_COM%-PLC-技.术_网
我国从事数控机床电气设计、应用与维修技术工作的工程技术人员数以万计,然而由于此项技术的复杂性、多样性和多变性以及一些客观环境因素的制约,在数控机床电气维修技术方面还没有形成一套成熟的、完整的理论体系。当今控制理论与自动化技术的高速发展,尤其是微电子技术和计算机技术的日新月异,使得数控技术也在同步飞速发展,数控系统结构形式上的PC基、开放化和性能上的多样化、复杂化、高智能化不仅给其应用从观念到实践带来了巨大变化,也在其维修理论、技术和手段上带来了很大的变化。因此,一篇讲座形式的文章不可能把已经形成了一门专门学科的数控机床电气维修技术理论完整地表述出来,本文仅是将多年的实践探索及业内众同仁的经验总结加以适当的归纳整理,以求对该学科理论的发展及工程技术人员的实践有所裨益。
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
一、数控技术
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
谈到维修,首先必须从总体上了解我们的维修对象。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
1.数控机床电气控制系统综述
WWW_PLCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
一台典型的数控机床其全部的电气控制系统如图1所示。
WWcW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(1)数据输入装置将指令信息和各种应用数据输入数控系统的必要装置。它可以是穿孔带阅读机(已很少使用),3.5in软盘驱动器,CNC键盘(一般输入操作),数控系统配备的硬盘及驱动装置(用于大量数据的存储保护)、磁带机(较少使用)、PC计算机等等。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(2)数控系统数控机床的中枢,它将接到的全部功能指令进行解码、运算,然后有序地发出各种需要的运动指令和各种机床功能的控制指令,直至运动和功能结束。
plcjs.技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
数控系统都有很完善的自诊断能力,日常使用中更多地是要注意严格按规定操作,而日常的维护则主要是对硬件使用环境的保护和防止系统软件的破坏。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PmLC-技.术_网
(3)可编程逻辑控制器是机床各项功能的逻辑控制中心。它将来自CNC的各种运动及功能指令进行逻辑排序,使它们能够准确地、协调有序地安全运行;同时将来自机床的各种信息及工作状态传送给CNC,使CNC能及时准确地发出进一步的控制指令,如此实现对整个机床的控制。
plcjs.技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
当代PLC 多集成于数控系统中,这主要是指控制软件的集成化,而PLC硬件则在规模较大的系统中往往采取分布式结构。PLC与CNC的集成是采取软件接口实现的,一般系统都是将二者间各种通信信息分别指定其固定的存放地址,由系统对所有地址的信息状态进行实时监控,根据各接口信号的现时状态加以分析判断,据此作出进一步的控制命令,完成对运动或功能的控制。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWcW_PLCJS_COM-PLC-技.术_网
不同厂商的PLC有不同的PLC语言和不同的语言表达形式,因此,力求熟悉某一机床PLC程序的前提是先熟悉该机床的PLC语言。
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(4)主轴驱动系统接受来自CNC的驱动指令,经速度与转矩(功率)调节输出驱动信号驱动主电动机转动,同时接受速度反馈实施速度闭环控制。它还通过PLC将主轴的各种现实工作状态通告CNC用以完成对主轴的各项功能控制。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
主轴驱动系统自身有许多参数设定,这些参数直接影响主轴的转动特性,其中有些不可丢失或改变的,例如指示电动机规格的参数等,有些是可根据运行状态加以调改的,例
P.L.C.技.术.网——可编程控制器技术门户
如零漂等。通常CNC中也设有主轴相关的机床数据,并且与主轴驱动系统的参数作用相同,因此要注意二者取一,切勿冲突。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(5)进给伺服系统接受来自CNC对每个运动坐标轴分别提供的速度指令,经速度与电流(转矩)调节输出驱动信号驱动伺服电机转动,实现机床坐标轴运动,同时接受速度反馈信号实施速度闭环控制。它也通过PLC与CNC通信,通报现时工作状态并接受CNC的控制。
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
进给伺服系统速度调节器的正确调节是最重要的,应该在位置开环的条件下作最佳化调节,既不过冲又要保持一定的硬特性。它受机床坐标轴机械特性的制约,一旦导轨和机械传动链
——可——编——程——控-制-器-技——术——门——户
上一篇: 加工中心中几组常用指令的区别及编程技巧下一篇: 镗铣床W200HD数控系统的故障维护
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行