自动络筒机高科技技术特征及智能化电控监测系统综述(一)
日期:2008-8-15 0:44:42 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
自动络筒机自1992年开始研制迄今已有80年的历史。近几年我国从德国赐来福公司 引进的Autoconer338型、日本村田公司 No.21c process coner和意大利萨维奥公司的ORION型自动络筒机都属第四代产品,代表国际先进水平。它和第三代自动络筒机相比,在高速度、高质量、高劳动生产率、 节能、节纱和智能化、一体化等方面都有了新的发展和提高。
1 自动络筒机的技术特征
国外三种自动络筒机的技术参数和特征汇总如表l。
1.1 质量保证体系
络纱工序除了将管纱卷绕成有-定长度要求的筒纱外,另一个重要任务就是清除对后工序和最终成品质量有影响的各类有害纱疵,如大棉结、粗节、细节、竹节、双纱、股线缺股、藤捻等以改善纱线外观质量。
现代自动络筒机的质量保证体系主要有清纱、捻接、张力控制和减少毛羽增长等方面,现简述如下:
1.1.1 清纱和捻接
电子清纱器基本上都采用乌斯特(Uster)和洛菲(Loepfe)生产的最新的微机型清纱器,不仅清纱工艺性能好,而且功能强,并且可和机上电脑联接, 使清纱器的处理系统融合在微机内,做到电清工艺统一设置和控制,所以操作简单,故障率低,误切、漏切少。
新型清纱器如乌斯特"Uster Quantum"型及络菲"Yarn Master 800"型等还可检切异色纤维,但设置参数应恰当,否则检切率过高,影响效率。
捻接技术都采用捻接器(空气、机械)取代打结器,为生产无结纱创造了条件。
意大利ORION型自动络筒机,在接头前,若电子清纱器检测从筒子上退绕下来的纱线有纱疵,则上捕纱器会继续引纱,直到剔除后再接头,而下捕纱器能通过传感器控制引纱长度,即上捕纱器引纱没有结束,下捕纱器在引纱达到要求长度时不会继续引纱而处于等待状态。同时由于上、下捕纱器、捻接器都由步进电机单独传动,各自独立受控制;如果两个捕纱器中有一个没有捕捉到纱头,则继续找头,而另一个完成捕捉纱头后处于等待接头状态,而打结器等待至两个捕纱器都达正确位置后才开始启动打结。这样就减少了压缩空气的消耗及降低了回丝、降低了噪音和机件磨损。
最近开发出的集聚纱线(Compact yarn),由于毛羽减少及更加光滑整齐的外观。带来捻接方面的问题。一是纱线上接头较为明显,另一因为没有那些有助于退捻、开松及并合再加捻的外部游离纤维而使空气加捻变得困难。
意大利萨维奥公司采用的另一加捻方法--机械搓捻器是目前唯一可以保证集聚纱线及弹性包芯纱的捻接质量的捻接方式。因为机械搓捻器的工作原理是根据捻系数来控制退捻,纱线头拉伸再聚合加捻,是纱线的机械方式的再生。
德国赐来福公司338型自动络筒机的捻接器有标准型、热捻接器、喷湿捻接器以适合各类纱线的需要。
日本村田公司的捻接器为卡式空气捻接器,三段喷咀捻接器,前者适用于除毛纱以外的各种纱线,后者适用于毛纱的捻接加工。
表1 三种自动络筒机的技术参数和特征汇总表
新一代自动络筒机在清纱和捻接技术方面,基本上和原型号相类似,改进不显著,由于高性能电子清纱器和捻接器相配套,也就能生产"无疵无结"纱,这对提高高速无梭织机效率和织物质量都具有现实的重要意义。
关于验结,德国338型、意大利0RI0N型一直采用空气捻接器后电子清纱器的配置,所以验结都在纱线通路中解决。而村田公司的自动络筒机长期采用先清纱后捻接的配置顺序,为之还需要一套机构来解决此间题。这次N0.21C型自动络筒机,纠正了过去传统的不合理的配置顺序,改变为先捻接后清纱,因而也可在纱线运行通道中自然解决,简化了机构,提高了质量。
l.1.2 张力控制系统:
络纱张力是络纱工序中一个重要工艺参数。络纱张力的大小和均匀,不仅影响筒纱能否获得一定的卷绕密度和良好的成形,而且还将关系到能否有效清除纱线中的薄弱环节、提高纱线的条干均匀度,并直接影响下游工序的生产和织物质量。
(1)退绕张力的构成和变化。
简单的说,退绕张力是由气圈张力和摩擦张力组成。气圈张力也就是纱线在高速退绕时作用于气圈纱段上的纱线重力、空气阻力、惯性力以及纱线两端张力等的合成;摩擦张力应称分离点张力,即纱线静态平衡力、纱线表面之间的粘附力、纱线从静态向动态过渡的惯性力及摩擦力组成。实践证明,上述诸力中,有的数值很小,可以不计,而摩擦纱段和纱层及纱管间摩擦所生产的摩擦力是退绕张力的主要因素。
纱线退绕过程中产生的退绕张力是变化的。一是纱线从管纱上退绕一个层次(即细纱的卷绕层和包覆层)时张力就波动一次。由于纱层上部退绕半径小,退绕角和纱管的摩擦包围角大,所以上端张力最大,下端张力最小。因此当纱线自卷绕层顶端向底部退绕时,张力是渐减的。由于卷绕层圈数多,退绕时间长,波动影响的时间也长;相反,当纱线自包覆层的底部向顶端退绕时,则退绕张力是渐增的,并且波动时间也短。总之纱线每退绕一个层次,退绕张力就产生一次波动。
第二是从大纱到小纱的波动。由于管纱退绕的层次逐渐下降,气圈高度、气圈节数、纱线对管纱表面和纱管的摩擦纱段都相应逐渐增加,摩擦包围角也相应加大,因此退绕张力明显变大。尤其当接近管底时(满纱l/3左右),由于纱线的管底结构不同,纱层倾斜角迅速减少,使摩擦纱段的包围角增加,因此退绕张力加剧增长,为满纱时的3倍左右。
其他如络纱速度和纱线特数等都和退绕张力成正比,但整个过程中不会引起张力过多的波动。
总之,在整个退绕过程中,管纱自满纱退绕到空管是引起退绕张力不匀的最主要因素。
(2)张力均匀控制装置。络纱张力是由退绕张力和附加张力组成。
第三代自动络筒机(德国238型、意大利Espero型、村田No7-Ⅱ型)的络纱张力控制是随机的,即附加张力是事先设定的一个不变的张力补偿值,它不因纱线退绕张力的变化而变化,因此会造成卷绕不匀和在下游工序退绕时纱线张力的波动。
新型自动络筒机则采取了新的张力控制措施,即附加张力是变化的,它随退绕张力变化而反向变化,加以调节、补偿,使络纱张力保持恒定。这一系统由气圈破裂器、张力器、张力传感器及自控元件组成。
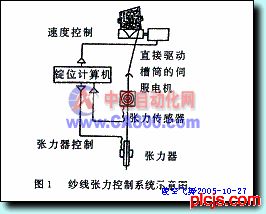
德国Autoconer338型的自动纱线控制装置(Autotense)及意大利ORION型都采用闭环控制系统。纱线张力控制系统示意图如图l。张力传感器安装在卷绕纱络的清纱器上端槽筒附近,瞬时检测纱线退绕过程中动态张力的变化值并及时通过电子计算机进行相应调节。当纱线张力变化时,传感器中的弹性元件发生变位,改变输出的电流或电压数据。此信号传输到单锭电脑中,经计算机处理后,将需调整的信号再传输给张力器,张力器中的电磁加压则根据输人数据大小使压力增减,用以调节补偿,使络纱张力趋向恒定。
日本村田No 21C型的张力程控管理系统,则采用开环控制系统。它的检测点在纱络下边管纱位置,由跟踪式气圈控制器(Bo1-Con)监测管纱的残纱量,通过电脑,对应管纱残纱位置,控制栅栏式张力器的加压张力,使络纱张力波动保持在最小范围内。采用张力程控管理系统后,纱线张力变化如图2。图中(1)为旧型(固定式)气圈破裂器时张力变化曲线;(2)为村田No.21c型使用跟综式气圈控制器时张力变化曲线;(3)为村田No.21c型使用张力管理系统即跟踪式气圈控制器和栅栏式张力器后的实际运行的络纱张力;(4)为村田No.21C型使用张力管理系统中栅栏式张力器的附加张力曲线变化。

村田张力管理系统中加压张力的设定,只需输入纱线品种,支数和生产速度,计算机就会算出合适的设定张力。
这二种方式,从理论上说,闭环控制系统有滞后性,但从实际情况对恒定络纱张力的作用没有很大的差异。在检测方法上,欧洲是采用直接测量的方法,而日本则用间接测量方法,即用数学模式根据残纱位置测算张力变化而调节加压--附加张力。二者都能达到络纱张力比较恒定的效果。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1 自动络筒机的技术特征
WWW_P※LCJS_CO※M-PLC-技-.术_网
国外三种自动络筒机的技术参数和特征汇总如表l。
WWW_P※LCJS_COM-PLC-)技.术_网
1.1 质量保证体系
P.L.C.技.术.网——可编程控制器技术门户
络纱工序除了将管纱卷绕成有-定长度要求的筒纱外,另一个重要任务就是清除对后工序和最终成品质量有影响的各类有害纱疵,如大棉结、粗节、细节、竹节、双纱、股线缺股、藤捻等以改善纱线外观质量。
WWW_P※LCJS_CO※M-PLC-技-.术_网
现代自动络筒机的质量保证体系主要有清纱、捻接、张力控制和减少毛羽增长等方面,现简述如下:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
1.1.1 清纱和捻接
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
电子清纱器基本上都采用乌斯特(Uster)和洛菲(Loepfe)生产的最新的微机型清纱器,不仅清纱工艺性能好,而且功能强,并且可和机上电脑联接, 使清纱器的处理系统融合在微机内,做到电清工艺统一设置和控制,所以操作简单,故障率低,误切、漏切少。
plcjs.技.术_网
新型清纱器如乌斯特"Uster Quantum"型及络菲"Yarn Master 800"型等还可检切异色纤维,但设置参数应恰当,否则检切率过高,影响效率。
WWW_PLCJS_COM-PLC-技.术_网
捻接技术都采用捻接器(空气、机械)取代打结器,为生产无结纱创造了条件。
WWW_PLCJS_COM-PLC-技.术_网
意大利ORION型自动络筒机,在接头前,若电子清纱器检测从筒子上退绕下来的纱线有纱疵,则上捕纱器会继续引纱,直到剔除后再接头,而下捕纱器能通过传感器控制引纱长度,即上捕纱器引纱没有结束,下捕纱器在引纱达到要求长度时不会继续引纱而处于等待状态。同时由于上、下捕纱器、捻接器都由步进电机单独传动,各自独立受控制;如果两个捕纱器中有一个没有捕捉到纱头,则继续找头,而另一个完成捕捉纱头后处于等待接头状态,而打结器等待至两个捕纱器都达正确位置后才开始启动打结。这样就减少了压缩空气的消耗及降低了回丝、降低了噪音和机件磨损。
W1WW_P4LCJS_COM-PLC-技.术_网
最近开发出的集聚纱线(Compact yarn),由于毛羽减少及更加光滑整齐的外观。带来捻接方面的问题。一是纱线上接头较为明显,另一因为没有那些有助于退捻、开松及并合再加捻的外部游离纤维而使空气加捻变得困难。
WW.W_PLCJS_COM-PLC-技.术_网
意大利萨维奥公司采用的另一加捻方法--机械搓捻器是目前唯一可以保证集聚纱线及弹性包芯纱的捻接质量的捻接方式。因为机械搓捻器的工作原理是根据捻系数来控制退捻,纱线头拉伸再聚合加捻,是纱线的机械方式的再生。
WWW_P※LCJS_CO※M-PLC-技-.术_网
德国赐来福公司338型自动络筒机的捻接器有标准型、热捻接器、喷湿捻接器以适合各类纱线的需要。
WWW.PLCJS.COM——可编程控制器技术门户
日本村田公司的捻接器为卡式空气捻接器,三段喷咀捻接器,前者适用于除毛纱以外的各种纱线,后者适用于毛纱的捻接加工。
WWcW_PLCJS_COM-PLC-技.术_网
表1 三种自动络筒机的技术参数和特征汇总表
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
新一代自动络筒机在清纱和捻接技术方面,基本上和原型号相类似,改进不显著,由于高性能电子清纱器和捻接器相配套,也就能生产"无疵无结"纱,这对提高高速无梭织机效率和织物质量都具有现实的重要意义。
WWW_PLC※JS_COM-PmLC-技.术_网
关于验结,德国338型、意大利0RI0N型一直采用空气捻接器后电子清纱器的配置,所以验结都在纱线通路中解决。而村田公司的自动络筒机长期采用先清纱后捻接的配置顺序,为之还需要一套机构来解决此间题。这次N0.21C型自动络筒机,纠正了过去传统的不合理的配置顺序,改变为先捻接后清纱,因而也可在纱线运行通道中自然解决,简化了机构,提高了质量。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
l.1.2 张力控制系统:
WWcW_PLCJS_COM-PLC-技.术_网
络纱张力是络纱工序中一个重要工艺参数。络纱张力的大小和均匀,不仅影响筒纱能否获得一定的卷绕密度和良好的成形,而且还将关系到能否有效清除纱线中的薄弱环节、提高纱线的条干均匀度,并直接影响下游工序的生产和织物质量。
W1WW_P4LCJS_COM-PLC-技.术_网
(1)退绕张力的构成和变化。
P.L.C.技.术.网——可编程控制器技术门户
简单的说,退绕张力是由气圈张力和摩擦张力组成。气圈张力也就是纱线在高速退绕时作用于气圈纱段上的纱线重力、空气阻力、惯性力以及纱线两端张力等的合成;摩擦张力应称分离点张力,即纱线静态平衡力、纱线表面之间的粘附力、纱线从静态向动态过渡的惯性力及摩擦力组成。实践证明,上述诸力中,有的数值很小,可以不计,而摩擦纱段和纱层及纱管间摩擦所生产的摩擦力是退绕张力的主要因素。
WWW_P※LCJS_CO※M-PLC-技-.术_网
纱线退绕过程中产生的退绕张力是变化的。一是纱线从管纱上退绕一个层次(即细纱的卷绕层和包覆层)时张力就波动一次。由于纱层上部退绕半径小,退绕角和纱管的摩擦包围角大,所以上端张力最大,下端张力最小。因此当纱线自卷绕层顶端向底部退绕时,张力是渐减的。由于卷绕层圈数多,退绕时间长,波动影响的时间也长;相反,当纱线自包覆层的底部向顶端退绕时,则退绕张力是渐增的,并且波动时间也短。总之纱线每退绕一个层次,退绕张力就产生一次波动。
WWW_PLCJS_COM-PLC-技.术_网
第二是从大纱到小纱的波动。由于管纱退绕的层次逐渐下降,气圈高度、气圈节数、纱线对管纱表面和纱管的摩擦纱段都相应逐渐增加,摩擦包围角也相应加大,因此退绕张力明显变大。尤其当接近管底时(满纱l/3左右),由于纱线的管底结构不同,纱层倾斜角迅速减少,使摩擦纱段的包围角增加,因此退绕张力加剧增长,为满纱时的3倍左右。
WWW_P※LCJS_COM-PLC-)技.术_网
其他如络纱速度和纱线特数等都和退绕张力成正比,但整个过程中不会引起张力过多的波动。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
总之,在整个退绕过程中,管纱自满纱退绕到空管是引起退绕张力不匀的最主要因素。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(2)张力均匀控制装置。络纱张力是由退绕张力和附加张力组成。
WWW_PLC※JS_COM-PmLC-技.术_网
第三代自动络筒机(德国238型、意大利Espero型、村田No7-Ⅱ型)的络纱张力控制是随机的,即附加张力是事先设定的一个不变的张力补偿值,它不因纱线退绕张力的变化而变化,因此会造成卷绕不匀和在下游工序退绕时纱线张力的波动。
WWW_PLCJS_COM-PLC-技.术_网
新型自动络筒机则采取了新的张力控制措施,即附加张力是变化的,它随退绕张力变化而反向变化,加以调节、补偿,使络纱张力保持恒定。这一系统由气圈破裂器、张力器、张力传感器及自控元件组成。
WW.W_PLCJS_COM-PLC-技.术_网
德国Autoconer338型的自动纱线控制装置(Autotense)及意大利ORION型都采用闭环控制系统。纱线张力控制系统示意图如图l。张力传感器安装在卷绕纱络的清纱器上端槽筒附近,瞬时检测纱线退绕过程中动态张力的变化值并及时通过电子计算机进行相应调节。当纱线张力变化时,传感器中的弹性元件发生变位,改变输出的电流或电压数据。此信号传输到单锭电脑中,经计算机处理后,将需调整的信号再传输给张力器,张力器中的电磁加压则根据输人数据大小使压力增减,用以调节补偿,使络纱张力趋向恒定。
WWW_PLC※JS_COM-PmLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
日本村田No 21C型的张力程控管理系统,则采用开环控制系统。它的检测点在纱络下边管纱位置,由跟踪式气圈控制器(Bo1-Con)监测管纱的残纱量,通过电脑,对应管纱残纱位置,控制栅栏式张力器的加压张力,使络纱张力波动保持在最小范围内。采用张力程控管理系统后,纱线张力变化如图2。图中(1)为旧型(固定式)气圈破裂器时张力变化曲线;(2)为村田No.21c型使用跟综式气圈控制器时张力变化曲线;(3)为村田No.21c型使用张力管理系统即跟踪式气圈控制器和栅栏式张力器后的实际运行的络纱张力;(4)为村田No.21C型使用张力管理系统中栅栏式张力器的附加张力曲线变化。
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
村田张力管理系统中加压张力的设定,只需输入纱线品种,支数和生产速度,计算机就会算出合适的设定张力。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
这二种方式,从理论上说,闭环控制系统有滞后性,但从实际情况对恒定络纱张力的作用没有很大的差异。在检测方法上,欧洲是采用直接测量的方法,而日本则用间接测量方法,即用数学模式根据残纱位置测算张力变化而调节加压--附加张力。二者都能达到络纱张力比较恒定的效果。
本新闻共2页,当前在第1页1 2
WW.W_PLCJS_COM-PLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行