自动络筒机高科技技术特征及智能化电控监测系统综述(二)
日期:2008-8-15 0:44:42 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
石家庄国棉二厂在使用毛羽装置后纱线毛羽情况如表2;石家庄国棉一厂使用毛羽装置后乌斯特毛羽指数情况如表3。
表2 石家庄国棉二厂毛羽试验对比情况
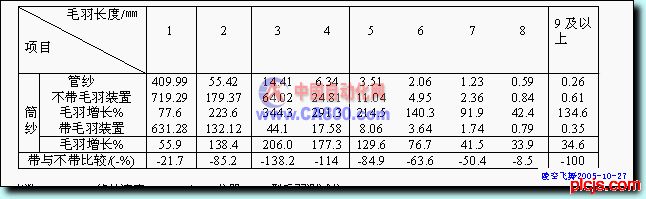
支数:J9.8tex 络纱速度:1500m/min 仪器:172型毛羽测试仪。
表3 石家庄国棉一厂乌斯特毛羽指数对比情况

仪器:乌斯特4型 络纱速度:1200m/min
从表2、表3数据看出,经毛羽装置一各挡次毛羽增长率以及毛羽指数都有降低,尤其3mm以上的有害毛羽较为明显。
Perla-A型毛羽减少装置,实质是一种假捻器,在示意图4中可知上端为加捻区,下端为解捻区,,它和细纱机的卡摩纺(com4)把毛羽在纺纱过程中吹捻在纱体中完全不同,虽是假捻,但对改善外观仍有一定作用。
Peral-D型是机械式毛羽减少系统,具有比Peral-A型更显著的毛羽减少装置,如图7。Peral-D也是一种假捻装置,它有二组位置交叉的摩擦盘,作反向高速旋转,把毛羽捻压于纱体表层。其原理与加工长丝的摩擦盘式假捻机相似。
Perla-A与Perla-D的特性和规格如表4。
表4


据村田公司介绍,采用PerlA/D型毛羽减少装置,可以有效地提高准备和织造工序效率:
(1)改善提高了单纱强力:单纱强力值提高3%-17%,单强CV%减少4%-6%。
(2)提高整经和浆纱效率;500万根码的停台次数,整经由普通的0.75根降到0.4根,浆纱由0.2根降到0.08根。
(3)提高布机效率,喷气织机生产T/C45 110×76细布的台时断经由0.7根降到0.4根,台时断纬由1.3根降到0.65根,布机效率由9 2.5%提高到96.5%。
由于我国引进时间较短,因此尚无相关资料。
据介绍,德国赐来福公司已专门为Autoconer 338型设计了 "Topgrade"防毛羽喷咀。
1.1.4 防叠系统
德国赐来福338型及意大利萨维奥ORl0N型自动络筒机在槽简直接驱动的基础上均采用电子防叠的功能。根据设备运转及设定的防叠参数进行电子式"启动--停止"的自我调控方式,实现瞬时加速及减速改善电子防叠性能,改善卷装成形、防止紊乱纱层的产生。
意大利ORl0N型也可以选用计算智能卷绕(c·A·P)防叠系统,主要当筒纱卷绕直径与槽简直径成倍数比例(临界重叠卷绕直径)时,伺服系统发出指令修正筒纱和槽筒之间的传动比,以防止重叠。
日本村田公司除电子防叠外,还可选用Pac-21卷绕系统,它是通过一种新型的槽筒(过去称Super Drum)如图8,来实现防叠功能。
普通槽筒一般为2槽或2.5槽,左右相同的一种沟槽。而Super Drum则同时具备2槽及3槽二种沟槽,向右方向为2槽,向左方向为3槽及2槽的二个沟槽。
在正常情况下,向右2槽、向左3槽(平均2.5槽)卷绕,当筒纱直径达到临界重叠卷绕直径,易发生重叠时,Pac 21卷绕系统使向左卷绕时由3槽改为2槽交替卷绕(平均2.5槽),这样破坏了重叠交叉点,使卷绕更平整。
Pac21除槽筒沟纹采用2槽及3槽加2槽外,另有一个机械跳线结构(Yarn Path Switching Device)在易发生重叠时,自动伸出、缩进改变纱线沿2槽及3槽进行交替卷绕。在完成防叠任务后,系统恢复原来的卷绕顺序。
Pac2l排除卷绕重叠后,还可以(1)提高后工序的退绕速度,一般可提高30%;当采用毛羽减增装置Perla A/D可以进一步提高退绕速度;(2)降低退绕中由于脱卷和断头造成的断头明显下降,Pac2l基本为零;(3)不需要因为改变纱种或纱支,改变筒子形状而更换槽筒。
1.2 高速卷绕系统:
新一代的自动络筒机络纱速度有较大提高,如表5。
络纱速度和管纱退绕张力有密切关系。在整个退绕过程中,大、中纱相对地张力小,脱圈少,络纱速度可稍高,但当退绕到小纱部位,退绕张力倍增,并产生脱圈,制约着络纱速度的提高,这是影响络纱速度提高的关键所在。因此各机械厂商为挖掘络纱速度,提高产量的潜在能力,提出不少有效措施。
德国赐来福公司在Autoconer 238型络筒机上首先采取了单锭马达直接驱动,变频调速的措施,即在大、中纱提高速度,小纱时适当降速,使络纱速度由平均1000m/min(138型)提高到平均1l00m/min左右(设定1200m/min),使实际络纱速度提高了1 0%左右。如图9。

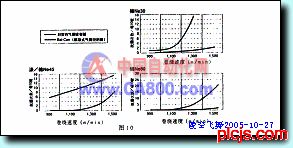
日本村田公司在No.21C型自动络筒机采用升降型气圈控制器,它使管纱在退绕过程中,从大纱到小纱始终保持单气圈的稳定的退绕张力,防止和降低了脱圈的产生。村田No.7-Ⅱ型普通固定式气圈破裂器和No.21C型升降式气圈控制器脱圈的变化如图10。
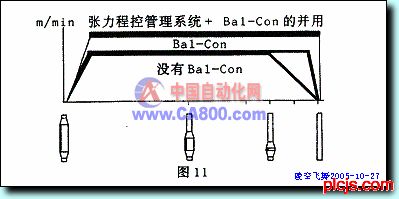
赐来福为降低小纱脱圈,不得不在小纱时降低退绕速度,实行减速的消极措施。而村田则用积极的方法从源头上降低张力,减少脱圈,使大、中、小纱的络纱速度保持恒定。因此目前村田No.21C型的络纱设定速度和实际速度基本上是一致的。如图11。
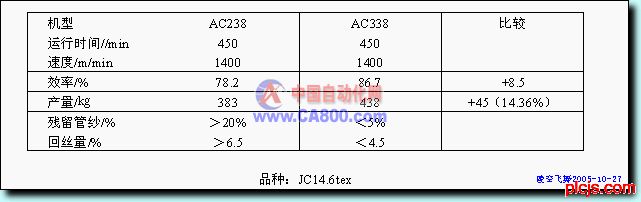
现在由于自动络筒机都采用了张力控制系统,使络纱张力更为恒定,既提高了质量又提高了效率。在同样速度下,比旧型自动络筒机的效率提高8%-10%左右。如表6。
这里需要说明的,由于有的工厂所用的细纱管没有根据纱支粗细采用不同深浅的沟槽,因此在加工高支纱高速时因纱管沟槽较深产生脱圈及小纱把较多,影响设备效率和速度的提高。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
表2 石家庄国棉二厂毛羽试验对比情况
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
支数:J9.8tex 络纱速度:1500m/min 仪器:172型毛羽测试仪。
WWW.PLCJS.COM——可编程控制器技术门户
表3 石家庄国棉一厂乌斯特毛羽指数对比情况
WW.W_PLC※JS_C,OM-PL,C-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
仪器:乌斯特4型 络纱速度:1200m/min
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
从表2、表3数据看出,经毛羽装置一各挡次毛羽增长率以及毛羽指数都有降低,尤其3mm以上的有害毛羽较为明显。
P.L.C.技.术.网——可编程控制器技术门户
Perla-A型毛羽减少装置,实质是一种假捻器,在示意图4中可知上端为加捻区,下端为解捻区,,它和细纱机的卡摩纺(com4)把毛羽在纺纱过程中吹捻在纱体中完全不同,虽是假捻,但对改善外观仍有一定作用。
WWW_P※LCJS_COM-PLC-)技.术_网
Peral-D型是机械式毛羽减少系统,具有比Peral-A型更显著的毛羽减少装置,如图7。Peral-D也是一种假捻装置,它有二组位置交叉的摩擦盘,作反向高速旋转,把毛羽捻压于纱体表层。其原理与加工长丝的摩擦盘式假捻机相似。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
Perla-A与Perla-D的特性和规格如表4。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
表4
——可——编——程——控-制-器-技——术——门——户
WWW.PLCJS.COM——可编程控制器技术门户
WW.W_PLCJS_COM-PLC-技.术_网
据村田公司介绍,采用PerlA/D型毛羽减少装置,可以有效地提高准备和织造工序效率:
plcjs.技.术_网
(1)改善提高了单纱强力:单纱强力值提高3%-17%,单强CV%减少4%-6%。
WWW_P※LCJS_COM-PLC-)技.术_网
(2)提高整经和浆纱效率;500万根码的停台次数,整经由普通的0.75根降到0.4根,浆纱由0.2根降到0.08根。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(3)提高布机效率,喷气织机生产T/C45 110×76细布的台时断经由0.7根降到0.4根,台时断纬由1.3根降到0.65根,布机效率由9 2.5%提高到96.5%。
WWW_PLCJS_COM-PLC-技.术_网
由于我国引进时间较短,因此尚无相关资料。
WWcW_PLCJS_COM-PLC-技.术_网
据介绍,德国赐来福公司已专门为Autoconer 338型设计了 "Topgrade"防毛羽喷咀。
plcjs.技.术_网
1.1.4 防叠系统
——可——编——程——控-制-器-技——术——门——户
德国赐来福338型及意大利萨维奥ORl0N型自动络筒机在槽简直接驱动的基础上均采用电子防叠的功能。根据设备运转及设定的防叠参数进行电子式"启动--停止"的自我调控方式,实现瞬时加速及减速改善电子防叠性能,改善卷装成形、防止紊乱纱层的产生。
WWW_PLCJS@_COM%-PLC-技.术_网
意大利ORl0N型也可以选用计算智能卷绕(c·A·P)防叠系统,主要当筒纱卷绕直径与槽简直径成倍数比例(临界重叠卷绕直径)时,伺服系统发出指令修正筒纱和槽筒之间的传动比,以防止重叠。
plcjs.技.术_网
日本村田公司除电子防叠外,还可选用Pac-21卷绕系统,它是通过一种新型的槽筒(过去称Super Drum)如图8,来实现防叠功能。
——可——编——程——控-制-器-技——术——门——户
普通槽筒一般为2槽或2.5槽,左右相同的一种沟槽。而Super Drum则同时具备2槽及3槽二种沟槽,向右方向为2槽,向左方向为3槽及2槽的二个沟槽。
WWcW_PLCJS_COM-PLC-技.术_网
在正常情况下,向右2槽、向左3槽(平均2.5槽)卷绕,当筒纱直径达到临界重叠卷绕直径,易发生重叠时,Pac 21卷绕系统使向左卷绕时由3槽改为2槽交替卷绕(平均2.5槽),这样破坏了重叠交叉点,使卷绕更平整。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
Pac21除槽筒沟纹采用2槽及3槽加2槽外,另有一个机械跳线结构(Yarn Path Switching Device)在易发生重叠时,自动伸出、缩进改变纱线沿2槽及3槽进行交替卷绕。在完成防叠任务后,系统恢复原来的卷绕顺序。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
Pac2l排除卷绕重叠后,还可以(1)提高后工序的退绕速度,一般可提高30%;当采用毛羽减增装置Perla A/D可以进一步提高退绕速度;(2)降低退绕中由于脱卷和断头造成的断头明显下降,Pac2l基本为零;(3)不需要因为改变纱种或纱支,改变筒子形状而更换槽筒。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
1.2 高速卷绕系统:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
新一代的自动络筒机络纱速度有较大提高,如表5。
WWW_P※LCJS_CO※M-PLC-技-.术_网
络纱速度和管纱退绕张力有密切关系。在整个退绕过程中,大、中纱相对地张力小,脱圈少,络纱速度可稍高,但当退绕到小纱部位,退绕张力倍增,并产生脱圈,制约着络纱速度的提高,这是影响络纱速度提高的关键所在。因此各机械厂商为挖掘络纱速度,提高产量的潜在能力,提出不少有效措施。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
德国赐来福公司在Autoconer 238型络筒机上首先采取了单锭马达直接驱动,变频调速的措施,即在大、中纱提高速度,小纱时适当降速,使络纱速度由平均1000m/min(138型)提高到平均1l00m/min左右(设定1200m/min),使实际络纱速度提高了1 0%左右。如图9。
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
日本村田公司在No.21C型自动络筒机采用升降型气圈控制器,它使管纱在退绕过程中,从大纱到小纱始终保持单气圈的稳定的退绕张力,防止和降低了脱圈的产生。村田No.7-Ⅱ型普通固定式气圈破裂器和No.21C型升降式气圈控制器脱圈的变化如图10。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
赐来福为降低小纱脱圈,不得不在小纱时降低退绕速度,实行减速的消极措施。而村田则用积极的方法从源头上降低张力,减少脱圈,使大、中、小纱的络纱速度保持恒定。因此目前村田No.21C型的络纱设定速度和实际速度基本上是一致的。如图11。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
现在由于自动络筒机都采用了张力控制系统,使络纱张力更为恒定,既提高了质量又提高了效率。在同样速度下,比旧型自动络筒机的效率提高8%-10%左右。如表6。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
这里需要说明的,由于有的工厂所用的细纱管没有根据纱支粗细采用不同深浅的沟槽,因此在加工高支纱高速时因纱管沟槽较深产生脱圈及小纱把较多,影响设备效率和速度的提高。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行