自动化技术在输油管道和站库的应用探讨
日期:2010-8-7 13:46:54 点击:
来源:中国自动化网
作者:
来源:中国自动化网
作者:
点击【 大 中 小 】放大字体.
企业信息化是企业现代化的重要标志,是企业发展的动力源泉,更是提高企业经济效益与竞争力的捷径和主要保证。企业信息化是长期艰巨而又紧迫的任务。胜利油田基层单位分布广,功能差别较大,同时单位的信息化基础相对较薄弱,水平较低。如何结合“数字油田”的建设要求与生产实际情况,探讨所辖基层单位的信息化建设的形式、方法和内容,是信息工程技术人员主要责任和义务。
1 信息化建设背景
永安输油站作为胜利油田重点的中间加温加压站,担负着自上游原油库到下游近二分之一的中转任务。该站动力系统为1984年建站投产设备,性能相对落后,几乎没有生产参数自动采集。2001年该站热力系统设备改建,自动化程度相对较高。如何在现有基础上实现信息化站库建设与管理要求,成为该站迫切解决的难题和重点。
信息化建设前的状况
1) 原油储罐的液位、温度、压力等参数全靠岗位工人现场检尺,看表,工人劳动强度大,计量误差较大。
2) 通过人工巡回检查外输泵机组的各部位振动值、温度值、电机电流电压等运行参数,。
3) 两套热媒炉系统点火控制部分在现场,控制参数仅基于现场数字显示,重点生产数据无法采集上传,不能及时交换生产流程中的重点信息。
4) 站内生产数据不能与首末站生产相关联,生产调控极为简单,无法实施输油系统的优化运行和系统运行安全检测。
2 “数字化”建设的方法与内容
2.1 建设功能
1) 热媒炉系统远程启停控制、系统联锁、炉效实时分析等;
2) 外输泵机组电参数动态采集、远程启停输油泵、泵状态实时检测、泵效实时分析和监视等;
3) 重点生产参数(主要流程管道压力温度、储罐液位温度、热交换区温度压力、地温气温等)实时采集;
4) 常规生产管理流程的自动化操作,如热力越站、水力越站等;
5) 生产参数的网络动态发布,包括生产参数监视系统、泵状态检测系统、UPS动态监视系统等;
2.2 建设具体内容
1) 对重点参数进行了自动采集,包括压力、温度(包括炉膛温度、烟道温度、地温、气温)、油罐、燃油罐、水罐液位和温度等;
2) 对永安输油站流程常规切换的14只手动阀加装电动执行机构;
3) 对原油外输流量计(两台)、燃油流量计(两台)进行自动计数采集、累计量计算;
4) 对3台泵机组电机实时用电参数进行实时采集,包括三相电流、电压、频率、功率因素、有功电量、无功电量等;
5) 对热媒炉系统原控制柜功能移到PLC系统,实现了远程起停、联锁保护;
6) 对3台输油泵的前后轴承振动、温度进行实时监测,实现在线状态监测和故障诊断;
7) 实现3台输油泵远程启停控制;
8) 对泵房区及全站设立视频监视,并4路可燃气体报警接入系统;
9) 系统后备电池及UPS建设,为系统提供4~8小时电源支持,并提供动态监视画面;
10)对进出站输油压力温度流量等参数纳入长输管道泄漏检测系统。
2.3系统建设硬件
1) PLC系统硬件如图1所示
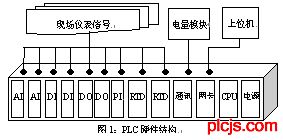
两台上位机主要满足操作站和监视站功能。操作站主要进行现场生产运行的自动操作/手动操作。操作站直接读取PLC数据。监视站通过双网卡,满足读取PLC只读点的数据动态显示,并与油田信息网接入,实时发布只读点信息。
2)泵状态检测硬件构成如图2所示:
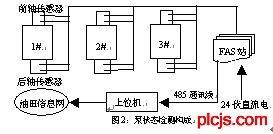
FAS站是S8100机泵群在线状态监测系统的重要组成部分,负责完成现场传感器的供电、信号采集和处理,并采用RS485通讯协议与通讯。FAS站采用防爆设计,可以安装在危险环境中[2]。
输油泵状态监测系统Station8100相对独立,实时监测泵轴承振动、温度数据,一旦出现数据超标,立即给出报警,通过对振动数据的频谱分析,可以分析判断出机组振动超标的根源、故障的类型,从而保障机组安全运行。该系统同时提供数据的动态网络发布,管理人员可以本地浏览器(IE)查看现场机泵的实时运行状态数据,得到机泵的实时运行信息[4]。
2.4 信息化建设中软件功能
1)上位机和PLC系统软件构成
系统软件包括PLC下位机控制软件和上位机组态软件两部分,下位机主要完成数据采集、流程切换控制、状态监测、故障报警、连锁保护等功能。上位机主要完成分类流程画面、数据动态监视、数据历史查询、报表自动生成、运行参数的高级应用等。PLC运行控制软件为OMRON公司编程软件CX-PROGRAMMER4.0,上位机组态软件采用国产三维力控组态软件[1]。上位机通过以太网(ETHNET)方式直接与PLC进行通讯。
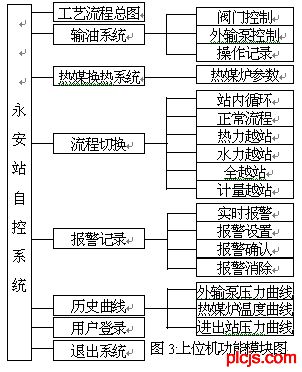
2)上位机实现的功能
①通过组态,把各种现场需要操作的指令,比如开关阀门、启停泵、启停热媒炉、流程切换等传送到下位机控制器里,然后由控制器控制现场的相应设备,进行动作,完成相应任务[5]。
②设置各种报警参数,比如说是进站压力上下限、大罐液位上下限、泵电压上限等需要报警的参数的限值,这样当这些参数超过设定值时,上位机就会报警,提示操作人员去进行相关的检查或操作。
③关键参数的历史和实时趋势曲线显示,比如热媒炉温度曲线、进出站压力曲线、外输泵压力曲线。
④结合胜利油田“源头数据”建设要求,通过上位机软件,自动生成班报、日报等,并满足手动数据的录入,如含水密度等参数。
3)上位机功能模块如图3所示
4)下位机(PLC)完成功能
通过各功能模块与现场仪表线的联接,完成模数转换(A/D),状态量(DI)的采集,输出点(DO)控制,高速脉冲的计数(PI),以及通讯模块的数据转换等底层数据的处理,并完成生产常规流程的控制和自动运行。
5)泵状态检测软件系统[2]:
S8100系统是专用检测振动软件系列之一,以SQL Server2000为后台数据库,并满足网络发布功能,以它主要提供包括棒图、波形图、频谱图、趋势图等)。以下为网络浏览时的画面。
6)泄漏检测系统[3]
长输管道泄漏检测系统,由我公司自主开发的应用软件,主要利用负压波法和流量“实时”对比法进行检测。负压波主要用于泄漏点的定位,流量采集用定量分析管道的泄漏情况。永安输油站主要作用是“实时”采集进出口压力和流量计读数,通过网络将数据送到三级调度进行专职人员的监视和分析。
3 经验交流
1)同信号多采集解决方法
由于泄漏检测系统对信号采集要求较高,对进出压力信号采集频率在100HZ左右,同时对流量脉冲信号以每5秒累计计算出瞬时流量。如果利用PLC采集结果通过通讯方式与泄漏检测系统连接,对压力波的捕获和流量动态对比上很容易产生不可预计的时间差,使泄漏检测系统增加误报或漏报的概率。通过硬件接线的现场应用,解决了同信号多采集的问题。对进出站压力(仪表输出4-20毫安)采用分信号办法,即通过专用设备(带隔离耦合)输出两路与输入相同的信号,分别满足PLC系统和泄漏检测系统的采集要求。对流量脉冲信号,由于输出是12伏的电压信号,直接对该信号进行并联采集即可。缺点是增加了投资和设备,优点是完全满足了不同系统的应用要求。
2)智能电量采集模块的现场接线法
本次信息化建设属于改造工程,一方面要满足改造前的生产运行方式,另一方面要将生产“数字化”信号全部纳入信息系统。在智能电量采模块的接线中,主要对低压配电接线进行改造,并同时满足原模拟表的正常显示和智能模块的正常工作。在智能模块技术人员的指导下进行安装后,模拟表正常显示,智能表电流数字信号出现近15安培的偏相。对于三相交流大型电机,这种偏相电流很容易造成相间电流的产生,对电动机工作十分不利。但原模拟表只有两相电流的显示,无论是线电流还是相电流,总与智能模块的电流数字信号不相符合。通过对智能模块的接线方式进行了重新认识,发现了问题所在,即电压采集与原信号并联,电流采集与原信号串联,并与厂方技术人员进行了核实与交流,查出了故障。接线前如图4所示,错误接线如图5所示,正确接线如图6所示。图5与图6的差别正是电流的串联与并联的关系,这正是导致电流不平衡的原因。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1 信息化建设背景
WWW_P※LCJS_COM-PLC-)技.术_网
永安输油站作为胜利油田重点的中间加温加压站,担负着自上游原油库到下游近二分之一的中转任务。该站动力系统为1984年建站投产设备,性能相对落后,几乎没有生产参数自动采集。2001年该站热力系统设备改建,自动化程度相对较高。如何在现有基础上实现信息化站库建设与管理要求,成为该站迫切解决的难题和重点。
WWW_PL※CJS_COM-PLC-技.术_网
信息化建设前的状况
WWW_P※LCJS_CO※M-PLC-技-.术_网
1) 原油储罐的液位、温度、压力等参数全靠岗位工人现场检尺,看表,工人劳动强度大,计量误差较大。
WWW_P※LCJS_COM-PLC-)技.术_网
2) 通过人工巡回检查外输泵机组的各部位振动值、温度值、电机电流电压等运行参数,。
WWcW_PLCJS_COM-PLC-技.术_网
3) 两套热媒炉系统点火控制部分在现场,控制参数仅基于现场数字显示,重点生产数据无法采集上传,不能及时交换生产流程中的重点信息。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4) 站内生产数据不能与首末站生产相关联,生产调控极为简单,无法实施输油系统的优化运行和系统运行安全检测。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2 “数字化”建设的方法与内容
WWW_PLCJS@_COM%-PLC-技.术_网
2.1 建设功能
WWW_PLCJS@_COM%-PLC-技.术_网
1) 热媒炉系统远程启停控制、系统联锁、炉效实时分析等;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
2) 外输泵机组电参数动态采集、远程启停输油泵、泵状态实时检测、泵效实时分析和监视等;
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3) 重点生产参数(主要流程管道压力温度、储罐液位温度、热交换区温度压力、地温气温等)实时采集;
WWW_P※LCJS_COM-PLC-)技.术_网
4) 常规生产管理流程的自动化操作,如热力越站、水力越站等;
P.L.C.技.术.网——可编程控制器技术门户
5) 生产参数的网络动态发布,包括生产参数监视系统、泵状态检测系统、UPS动态监视系统等;
WW.W_PLCJS_COM-PLC-技.术_网
2.2 建设具体内容
W1WW_P4LCJS_COM-PLC-技.术_网
1) 对重点参数进行了自动采集,包括压力、温度(包括炉膛温度、烟道温度、地温、气温)、油罐、燃油罐、水罐液位和温度等;
——可——编——程——控-制-器-技——术——门——户
2) 对永安输油站流程常规切换的14只手动阀加装电动执行机构;
W1WW_P4LCJS_COM-PLC-技.术_网
3) 对原油外输流量计(两台)、燃油流量计(两台)进行自动计数采集、累计量计算;
WW.W_PLCJS_COM-PLC-技.术_网
4) 对3台泵机组电机实时用电参数进行实时采集,包括三相电流、电压、频率、功率因素、有功电量、无功电量等;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
5) 对热媒炉系统原控制柜功能移到PLC系统,实现了远程起停、联锁保护;
WWW_P※LCJS_CO※M-PLC-技-.术_网
6) 对3台输油泵的前后轴承振动、温度进行实时监测,实现在线状态监测和故障诊断;
WWW_P※LCJS_COM-PLC-)技.术_网
7) 实现3台输油泵远程启停控制;
WWW_PLCJS@_COM%-PLC-技.术_网
8) 对泵房区及全站设立视频监视,并4路可燃气体报警接入系统;
WWW_PL※CJS_COM-PLC-技.术_网
9) 系统后备电池及UPS建设,为系统提供4~8小时电源支持,并提供动态监视画面;
WWW_PLCJS_COM-PLC-技.术_网
10)对进出站输油压力温度流量等参数纳入长输管道泄漏检测系统。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2.3系统建设硬件
——可——编——程——控-制-器-技——术——门——户
1) PLC系统硬件如图1所示
WWW_PLCJS@_COM%-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
两台上位机主要满足操作站和监视站功能。操作站主要进行现场生产运行的自动操作/手动操作。操作站直接读取PLC数据。监视站通过双网卡,满足读取PLC只读点的数据动态显示,并与油田信息网接入,实时发布只读点信息。
——可——编——程——控-制-器-技——术——门——户
2)泵状态检测硬件构成如图2所示:
plcjs.技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
FAS站是S8100机泵群在线状态监测系统的重要组成部分,负责完成现场传感器的供电、信号采集和处理,并采用RS485通讯协议与通讯。FAS站采用防爆设计,可以安装在危险环境中[2]。
WWW_PLC※JS_COM-PmLC-技.术_网
输油泵状态监测系统Station8100相对独立,实时监测泵轴承振动、温度数据,一旦出现数据超标,立即给出报警,通过对振动数据的频谱分析,可以分析判断出机组振动超标的根源、故障的类型,从而保障机组安全运行。该系统同时提供数据的动态网络发布,管理人员可以本地浏览器(IE)查看现场机泵的实时运行状态数据,得到机泵的实时运行信息[4]。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2.4 信息化建设中软件功能
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
1)上位机和PLC系统软件构成
plcjs.技.术_网
系统软件包括PLC下位机控制软件和上位机组态软件两部分,下位机主要完成数据采集、流程切换控制、状态监测、故障报警、连锁保护等功能。上位机主要完成分类流程画面、数据动态监视、数据历史查询、报表自动生成、运行参数的高级应用等。PLC运行控制软件为OMRON公司编程软件CX-PROGRAMMER4.0,上位机组态软件采用国产三维力控组态软件[1]。上位机通过以太网(ETHNET)方式直接与PLC进行通讯。
WW.W_PLCJS_COM-PLC-技.术_网
2)上位机实现的功能
WWcW_PLCJS_COM-PLC-技.术_网
①通过组态,把各种现场需要操作的指令,比如开关阀门、启停泵、启停热媒炉、流程切换等传送到下位机控制器里,然后由控制器控制现场的相应设备,进行动作,完成相应任务[5]。
WWW_PLC※JS_COM-PmLC-技.术_网
②设置各种报警参数,比如说是进站压力上下限、大罐液位上下限、泵电压上限等需要报警的参数的限值,这样当这些参数超过设定值时,上位机就会报警,提示操作人员去进行相关的检查或操作。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
③关键参数的历史和实时趋势曲线显示,比如热媒炉温度曲线、进出站压力曲线、外输泵压力曲线。
WW.W_PLCJS_COM-PLC-技.术_网
④结合胜利油田“源头数据”建设要求,通过上位机软件,自动生成班报、日报等,并满足手动数据的录入,如含水密度等参数。
WWW_P※LCJS_COM-PLC-)技.术_网
3)上位机功能模块如图3所示
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLC※JS_COM-PmLC-技.术_网
4)下位机(PLC)完成功能
WW.W_PLCJS_COM-PLC-技.术_网
通过各功能模块与现场仪表线的联接,完成模数转换(A/D),状态量(DI)的采集,输出点(DO)控制,高速脉冲的计数(PI),以及通讯模块的数据转换等底层数据的处理,并完成生产常规流程的控制和自动运行。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
5)泵状态检测软件系统[2]:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
S8100系统是专用检测振动软件系列之一,以SQL Server2000为后台数据库,并满足网络发布功能,以它主要提供包括棒图、波形图、频谱图、趋势图等)。以下为网络浏览时的画面。
WWW_P※LCJS_CO※M-PLC-技-.术_网
6)泄漏检测系统[3]
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
长输管道泄漏检测系统,由我公司自主开发的应用软件,主要利用负压波法和流量“实时”对比法进行检测。负压波主要用于泄漏点的定位,流量采集用定量分析管道的泄漏情况。永安输油站主要作用是“实时”采集进出口压力和流量计读数,通过网络将数据送到三级调度进行专职人员的监视和分析。
WWW_P※LCJS_CO※M-PLC-技-.术_网
3 经验交流
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1)同信号多采集解决方法
WWW_P※LCJS_COM-PLC-)技.术_网
由于泄漏检测系统对信号采集要求较高,对进出压力信号采集频率在100HZ左右,同时对流量脉冲信号以每5秒累计计算出瞬时流量。如果利用PLC采集结果通过通讯方式与泄漏检测系统连接,对压力波的捕获和流量动态对比上很容易产生不可预计的时间差,使泄漏检测系统增加误报或漏报的概率。通过硬件接线的现场应用,解决了同信号多采集的问题。对进出站压力(仪表输出4-20毫安)采用分信号办法,即通过专用设备(带隔离耦合)输出两路与输入相同的信号,分别满足PLC系统和泄漏检测系统的采集要求。对流量脉冲信号,由于输出是12伏的电压信号,直接对该信号进行并联采集即可。缺点是增加了投资和设备,优点是完全满足了不同系统的应用要求。
WWcW_PLCJS_COM-PLC-技.术_网
2)智能电量采集模块的现场接线法
WWW_P※LCJS_COM-PLC-)技.术_网
本次信息化建设属于改造工程,一方面要满足改造前的生产运行方式,另一方面要将生产“数字化”信号全部纳入信息系统。在智能电量采模块的接线中,主要对低压配电接线进行改造,并同时满足原模拟表的正常显示和智能模块的正常工作。在智能模块技术人员的指导下进行安装后,模拟表正常显示,智能表电流数字信号出现近15安培的偏相。对于三相交流大型电机,这种偏相电流很容易造成相间电流的产生,对电动机工作十分不利。但原模拟表只有两相电流的显示,无论是线电流还是相电流,总与智能模块的电流数字信号不相符合。通过对智能模块的接线方式进行了重新认识,发现了问题所在,即电压采集与原信号并联,电流采集与原信号串联,并与厂方技术人员进行了核实与交流,查出了故障。接线前如图4所示,错误接线如图5所示,正确接线如图6所示。图5与图6的差别正是电流的串联与并联的关系,这正是导致电流不平衡的原因。
本新闻共2页,当前在第1页1 2
WWW.PLCJS.COM——可编程控制器技术门户
上一篇: HZJ和WOD编程心得体会1(qzm)下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行