变频器在长丝浆丝机上的应用
日期:2008-10-22 23:21:14 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
1 引言
该机适用于50D-150D人造粘胶丝和合成纤维长丝的上浆,以提高丝线的强度,抱合力和耐磨性,改善经丝织物的织造性能,提高织造效益。该机的主要技术特征为:
车 速 8—500m/min
压 浆 力 0—15KN(可设定)
卷绕直径 Φ800mm
卷绕张力 7—50kg
退绕张力 8—40kg
全机由织轴卷绕单元、烘筒单元、上浆轴单元,引丝辊单元和退绕径轴单元等单元机组成。其传动功率分别为30-45kW,10-15kW,5.5-7.5kW,7.5-10kW和4-5.5kW交流异步电动机传动,变频调速,另外,热风烘房设有4台离心风机送风和4台离心风机排湿,烘房加热以蒸汽加热为主,辅以电加热进行温度调节。
2 速度控制
全机采用PLC控制、大屏幕CRT彩色终端显示、构成变频同步调速系统。
全机变频同步调速系统由5台单元机组成,即织轴卷绕、引丝辊、烘筒、上浆辊和经轴。引丝辊作为主令机,其余为从动机,5台单元机在运行过程中应保持线速度一致,而且织轴卷绕丝张力、经轴退绕丝张力均应保持恒定。
全机速度给定电压信号在屏幕上设定,经PLC输出加至各台变频器,驱动相应的电动机运转、PLC通过标准的RS-485串行通讯网络通讯,仅通过一条通讯电缆连接,便可完成变频器的启动、停止、频率设定以及各台电动机之间的同步运转控制。
本机织轴卷绕和引丝的同步详见织轴卷绕控制。经轴退绕和上浆辊间的同步系根据丝片张力的大小,调节经轴电动机转速,达到退绕张力恒定,引丝辊与烘筒上浆辊的同步靠转速的精密控制或设置松紧调节辊,调节从动机转速达到同步运行。
全机控制系统原理框图如图1所示。

图1 浆丝机控制系统原理框图
图中:
M1,V1和B1——分别为织轴传动电动机、变频器和旋转编码器
M2,V2和B2——分别为烘筒传动电动机、变频器和旋转编码器
M3,V3和B3——分别为上浆轴传动电动机、变频器和旋转编码器
M4,V4和B4——分别为引丝辊传动电动机、变频器和旋转编码器
M5和B5——分别为经轴传动电动机、变频器和旋转编码器
S1……S8——分别为热风房、烘筒和浆槽测温传感器
AK——现场操作按钮开关
C——执行器
TP——触摸屏
PLC——可编程控制器
PLC的主要功能有:
(1) 完成全机逻辑控制功能,如起动,停止。
(2) 压浆力、丝片张力、温度和液位等工艺参数的控制。
(3) 通信功能,各工艺参数数据的采集,设定参数下载等。
PLC作为总线主站,处理系统各种数据和工艺动作程序,例如,通过总线将各种控制命令(起动、停止等)和速度设定值传输给变频器,并将变频器的起、停状态、电压、电流、报警信号等采集回来进行处理。温度、速度、张力等传感器来的信号进行处理后,通过PLC输出端口输出相应信号控制执行器,完成温度控制、伸长率控制和织轴卷绕张力控制等,并将各变频器当前运行频率和速度采集回来经数据处理后调节相应单元机速度,实现全机各单元机的同步运行。
(4) PLC与人机界面(触摸屏)进行通讯,实现现场的人机对语。
触摸屏主要用于显示工艺参数和各单元机运行状况,设定和修改参数(如运行速度,织轴卷绕卷径、伸长率、回潮率、温度、张力等);全机运行操作(如全机的起动、停止、升降速、卷经复位等)以及故障报警等。
3 工艺参数的控制
3.1 伸长率的控制
伸长率的控制是采用测定引丝辊和上浆辊的速度,经PLC进行数据计算,分析比较后调节引丝辊电机转速,以控制喂入伸长。测定上浆辊和烘筒的速度,输入PLC经计算分析处理后,调节上浆辊转速以控制湿区伸长。
3.2 压浆力控制
浆纱速度不同,压浆辊的压浆效果亦不同,造成上浆率不同。压浆辊压力取决于气缸压力,而气缸压力随车速的升高而逐渐加大,但压力的起始点和斜率不同,对应每一点的速度,压力亦不同,因此,在触摸屏上设定线性加压曲线,调整压力曲线的起始点和斜率,测出实际车速与线性加压曲线进行比较和分析计算后,由PLC摸拟输出口输出控制量,实时修正压浆力。
3.3 温度控制
本机设有蒸汽加热温控点6处,电加热温控点2处,其中热风烘房电加热2处,烘筒蒸汽加热温控点5处,浆槽浆液蒸汽加热温控点1处。
温控一般均采用PT100铂电阻作为测温传感器,其温度信号送至PLC的热电阻模块。为提高温控灵敏度和精度,采用PID控制方式,此种控制方式,既能对温度快速调节,又能消除调节误差,还可根据被控温度变化趋势,超前调节。具体控温过程为,首先在触摸屏上,按工艺要求设定各点温度控制数值和允许偏差范围,当测得的实际温度送至PLC与设定值比较,若其偏差超出允许偏差范围时,PLC输出控制信号,控制比例调节阀的输入电流,改变比例阀的输出压力,从而调节薄膜阀开角的大小,以改变进入浆槽和烘筒的蒸汽量,使温度回复至温度允许偏差范围之内。
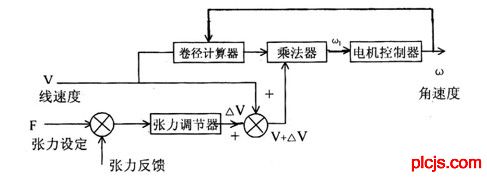
图2 织轴卷绕控制原理框图
3.4 织轴卷绕控制
织轴卷绕控制主要是要求在恒张力下将丝片卷绕在织轴上供织机用。为此,可以利用变频器内部或专门设计的卷径控制器如图2所示。将引丝辊的线速V和车头的张力传感器信号送至卷径控制器计算出当前的织轴卷绕直径,根据该直径控制织轴卷绕变频器输出频率,调节电动机转速,使织轴卷绕线速度恒定,不随卷绕直径的增大而升高。另方面,张力传感器测出的张力信号反馈回来与张力设定信号一起加至张力调节器,经比较和数据处理后输出△V作为线速度微调信号,以保证卷绕张力的恒定,由图得:
式中:ω1——角速度的计算值
△V——张力调节器输出,其值作为线速度的校正。
ω——电动机实际输出的角速度。
在卷径计算中将线速度信号V与电机的角速度信号ω相除再乘以系数1/лD,经斜坡处理后输出,并与线速度信号V+△V相乘后得角速度的计算值ω1。
4 结束语
为保证浆丝质量,浆丝机除应保证各单元机间速度的同步外,还必须对压浆力,卷绕张力等工艺参数进行控制,由于丝的运行速度高(最高达500m/min),因而,无论是速度控制或工艺参数的控制均应有较好的动态响应,否则将对丝线的强度,抱合力和耐磨性的均匀性产生不良影响,这方面的工作还有待于今后探讨。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
该机适用于50D-150D人造粘胶丝和合成纤维长丝的上浆,以提高丝线的强度,抱合力和耐磨性,改善经丝织物的织造性能,提高织造效益。该机的主要技术特征为:
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
车 速 8—500m/min
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
压 浆 力 0—15KN(可设定)
plcjs.技.术_网
卷绕直径 Φ800mm
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
卷绕张力 7—50kg
WWW_PLCJS_COM-PLC-技.术_网
退绕张力 8—40kg
P.L.C.技.术.网——可编程控制器技术门户
全机由织轴卷绕单元、烘筒单元、上浆轴单元,引丝辊单元和退绕径轴单元等单元机组成。其传动功率分别为30-45kW,10-15kW,5.5-7.5kW,7.5-10kW和4-5.5kW交流异步电动机传动,变频调速,另外,热风烘房设有4台离心风机送风和4台离心风机排湿,烘房加热以蒸汽加热为主,辅以电加热进行温度调节。
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2 速度控制
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
全机采用PLC控制、大屏幕CRT彩色终端显示、构成变频同步调速系统。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
全机变频同步调速系统由5台单元机组成,即织轴卷绕、引丝辊、烘筒、上浆辊和经轴。引丝辊作为主令机,其余为从动机,5台单元机在运行过程中应保持线速度一致,而且织轴卷绕丝张力、经轴退绕丝张力均应保持恒定。
WWW_PL※CJS_COM-PLC-技.术_网
全机速度给定电压信号在屏幕上设定,经PLC输出加至各台变频器,驱动相应的电动机运转、PLC通过标准的RS-485串行通讯网络通讯,仅通过一条通讯电缆连接,便可完成变频器的启动、停止、频率设定以及各台电动机之间的同步运转控制。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
本机织轴卷绕和引丝的同步详见织轴卷绕控制。经轴退绕和上浆辊间的同步系根据丝片张力的大小,调节经轴电动机转速,达到退绕张力恒定,引丝辊与烘筒上浆辊的同步靠转速的精密控制或设置松紧调节辊,调节从动机转速达到同步运行。
WWW_PLC※JS_COM-PmLC-技.术_网
全机控制系统原理框图如图1所示。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图1 浆丝机控制系统原理框图
W1WW_P4LCJS_COM-PLC-技.术_网
图中:
WWW_P※LCJS_CO※M-PLC-技-.术_网
M1,V1和B1——分别为织轴传动电动机、变频器和旋转编码器
WWW_PLCJS@_COM%-PLC-技.术_网
M2,V2和B2——分别为烘筒传动电动机、变频器和旋转编码器
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
M3,V3和B3——分别为上浆轴传动电动机、变频器和旋转编码器
——可——编——程——控-制-器-技——术——门——户
M4,V4和B4——分别为引丝辊传动电动机、变频器和旋转编码器
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
M5和B5——分别为经轴传动电动机、变频器和旋转编码器
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
S1……S8——分别为热风房、烘筒和浆槽测温传感器
WWW_PLCJS_COM-PLC-技.术_网
AK——现场操作按钮开关
plcjs.技.术_网
C——执行器
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
TP——触摸屏
WWcW_PLCJS_COM-PLC-技.术_网
PLC——可编程控制器
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
PLC的主要功能有:
WWW_PLC※JS_COM-PmLC-技.术_网
(1) 完成全机逻辑控制功能,如起动,停止。
WWcW_PLCJS_COM-PLC-技.术_网
(2) 压浆力、丝片张力、温度和液位等工艺参数的控制。
WWW_PL※CJS_COM-PLC-技.术_网
(3) 通信功能,各工艺参数数据的采集,设定参数下载等。
WWW_P※LCJS_COM-PLC-)技.术_网
PLC作为总线主站,处理系统各种数据和工艺动作程序,例如,通过总线将各种控制命令(起动、停止等)和速度设定值传输给变频器,并将变频器的起、停状态、电压、电流、报警信号等采集回来进行处理。温度、速度、张力等传感器来的信号进行处理后,通过PLC输出端口输出相应信号控制执行器,完成温度控制、伸长率控制和织轴卷绕张力控制等,并将各变频器当前运行频率和速度采集回来经数据处理后调节相应单元机速度,实现全机各单元机的同步运行。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(4) PLC与人机界面(触摸屏)进行通讯,实现现场的人机对语。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
触摸屏主要用于显示工艺参数和各单元机运行状况,设定和修改参数(如运行速度,织轴卷绕卷径、伸长率、回潮率、温度、张力等);全机运行操作(如全机的起动、停止、升降速、卷经复位等)以及故障报警等。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
3 工艺参数的控制
WWW_P※LCJS_COM-PLC-)技.术_网
3.1 伸长率的控制
WWW_P※LCJS_CO※M-PLC-技-.术_网
伸长率的控制是采用测定引丝辊和上浆辊的速度,经PLC进行数据计算,分析比较后调节引丝辊电机转速,以控制喂入伸长。测定上浆辊和烘筒的速度,输入PLC经计算分析处理后,调节上浆辊转速以控制湿区伸长。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
3.2 压浆力控制
WW.W_PLCJS_COM-PLC-技.术_网
浆纱速度不同,压浆辊的压浆效果亦不同,造成上浆率不同。压浆辊压力取决于气缸压力,而气缸压力随车速的升高而逐渐加大,但压力的起始点和斜率不同,对应每一点的速度,压力亦不同,因此,在触摸屏上设定线性加压曲线,调整压力曲线的起始点和斜率,测出实际车速与线性加压曲线进行比较和分析计算后,由PLC摸拟输出口输出控制量,实时修正压浆力。
WWW_PLCJS@_COM%-PLC-技.术_网
3.3 温度控制
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
本机设有蒸汽加热温控点6处,电加热温控点2处,其中热风烘房电加热2处,烘筒蒸汽加热温控点5处,浆槽浆液蒸汽加热温控点1处。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
温控一般均采用PT100铂电阻作为测温传感器,其温度信号送至PLC的热电阻模块。为提高温控灵敏度和精度,采用PID控制方式,此种控制方式,既能对温度快速调节,又能消除调节误差,还可根据被控温度变化趋势,超前调节。具体控温过程为,首先在触摸屏上,按工艺要求设定各点温度控制数值和允许偏差范围,当测得的实际温度送至PLC与设定值比较,若其偏差超出允许偏差范围时,PLC输出控制信号,控制比例调节阀的输入电流,改变比例阀的输出压力,从而调节薄膜阀开角的大小,以改变进入浆槽和烘筒的蒸汽量,使温度回复至温度允许偏差范围之内。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
图2 织轴卷绕控制原理框图
WWW_PLC※JS_COM-PmLC-技.术_网
3.4 织轴卷绕控制
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
织轴卷绕控制主要是要求在恒张力下将丝片卷绕在织轴上供织机用。为此,可以利用变频器内部或专门设计的卷径控制器如图2所示。将引丝辊的线速V和车头的张力传感器信号送至卷径控制器计算出当前的织轴卷绕直径,根据该直径控制织轴卷绕变频器输出频率,调节电动机转速,使织轴卷绕线速度恒定,不随卷绕直径的增大而升高。另方面,张力传感器测出的张力信号反馈回来与张力设定信号一起加至张力调节器,经比较和数据处理后输出△V作为线速度微调信号,以保证卷绕张力的恒定,由图得:
——可——编——程——控-制-器-技——术——门——户
式中:ω1——角速度的计算值
——可——编——程——控-制-器-技——术——门——户
△V——张力调节器输出,其值作为线速度的校正。
plcjs.技.术_网
ω——电动机实际输出的角速度。
WWW.PLCJS.COM——可编程控制器技术门户
在卷径计算中将线速度信号V与电机的角速度信号ω相除再乘以系数1/лD,经斜坡处理后输出,并与线速度信号V+△V相乘后得角速度的计算值ω1。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
4 结束语
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
为保证浆丝质量,浆丝机除应保证各单元机间速度的同步外,还必须对压浆力,卷绕张力等工艺参数进行控制,由于丝的运行速度高(最高达500m/min),因而,无论是速度控制或工艺参数的控制均应有较好的动态响应,否则将对丝线的强度,抱合力和耐磨性的均匀性产生不良影响,这方面的工作还有待于今后探讨。
W1WW_P4LCJS_COM-PLC-技.术_网
上一篇: 高速精密数码卷绕解决方案下一篇: 变频调速技术在涤纶长丝纺丝设备中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行