变频调速技术在涤纶长丝纺丝设备中的应用
日期:2008-10-22 23:21:14 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
1 引言
一般化纤丝的生产规模不大,无疑是采用间接纺,主要设备流程为:从原料(切片)→螺杆挤压机→过滤器→熔体分配管→纺丝箱(含纺丝泵、喷丝板组件等)→冷却吹风→卷绕机(含上油、吸咀、导丝盘、热牵伸辊(以下简称热辊)和卷绕头等。由于过滤器、熔体分配管和冷却吹风等单元机的电气控制简单,本文不作介绍。
涤纶长丝高速纺丝机全机部位数有2、4、6、8、12、16等不等,每个纺丝部位纺丝头数有8、10、12、16等不等,每位配有4-8台纺丝计量泵,纺丝卷绕速度为2500-4000m/min(POY绦)或3500-6000m/min(FDY丝),配用螺杆直 径为Φ60至Φ160mm等,最大卷绕尺寸Φ420×250mm。
2 螺杆挤压机
螺杆挤压机是熔融法切片纺丝设备中的关键设备,其作用是输送、熔融和混炼高分子聚合物,并将熔体送出,使其达到纺丝工艺要求,螺杆挤压机控制的最终参数不是螺杆转速而是螺杆出口熔体压力,因此,该系统实质上是熔体压力控制系统。
螺杆挤压机现均采用交流异步电动机传动,变频调速、电动机的容量取决于螺杆的直径和运转速度,例如螺杆直径为Φ45mm,运转速度为20-100r/min,电动机功率为15kW,而螺杆直径为Φ200mm,运转速度为20-50r/min,电动机功率为150kW.
螺杆挤压机压力控制系统原理框图如图1。

图1 螺杆压力控制系统方框图
压力变送器安装于螺杆出口处,它将溶体压力转换为电信号送至调节器,该调节器由CPU微处理器等组成数字式调节器,压力信号(电流信号)在调节器中与压力设定值进行比较,若其差值为零,则调节器输出信号不变,变频器输出频率不变,若比较后的差值信号为正或负,则调节器将对偏差信号进行PID运算后输出,调节变频器输出频率和螺杆转速,使熔体压力维持不变。
3 纺丝箱
纺丝箱体是将置于其中的熔体分配管、载止阀、纺丝泵、纺丝组件进行保温用的密封箱体。
纺丝泵(计量泵)一般均采用齿轮泵作为计量泵,常称为纺丝泵,纺丝泵主要是将熔体增压,连续定量地送至喷丝板组件,通过喷丝板微孔喷成丝束。纺丝泵通常采用永磁同步电动机单独传动,变频同步调速,其调速方式通常有两种,其一是,一台大功率变频器驱动多台同步电动机,可以保证各台纺丝泵严格同步运转,如图2(A),而电动机可逐台起动或分组起动,该电路简单、控制方便,造价较低,但变频器容量需放大,各纺丝泵转速一致,适合纺制同一规格的丝。其二是每台同步电动机单独用一台小变频器驱动,各台同步电动机可以调至同步运转,也可分别设定其运行频率,各台电动机以不同的速度运转,如图2(B),适用于纺丝位数较少的(例如二位纺丝机)用于新产品的开发试验。该电路使用变频器数量较多,造价较高,且多台变频器输出频率有离散性,为达到转速严格同步,需增设串行通信接口,然而各变频器可以软起动,变频器容量基本与电动机容量相同,无需放大,当某一电动机或有关机械出故障时,只需停止出故障的纺丝位(头),而不会造成纺丝机停机产生的浪费,而且每台变频器可分别设定其运行频率,这样一台纺丝机可同时纺出多种不同规格的POY丝。
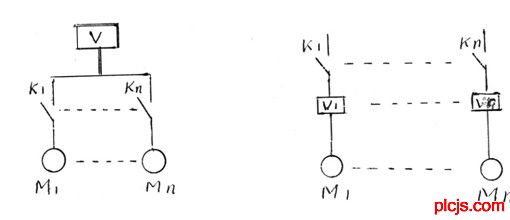
图2(A)一台变频器驱动多台电动机 图2(B)一台变频器驱动一台电动机
原理框图 原理框图
4 卷绕机
卷绕机根据所纺纤维的品种(如POY丝、FDY丝、工业丝等),规格不同而有多种型式,通常卷绕机由机架、上油装置、切丝器、吸咀、导丝盘、热牵伸辊、网络喷咀、卷绕头等根据功能需要选择组成。其中有电气传动的单元有上油装置、热牵伸辊(以下简称热辊)和卷绕头等。
4.1上油装置
上油装置用于对加工中的丝纤维施加一定量的合纤油剂,以利于后续加工,减少静电,使纤维具有一定的柔软性,平滑性和抗静电性等。上油方式有多种,一般采用油咀或狭缝式或油盘园周溢流式上油,纺丝油剂由小型计量泵定量连续不断地输送到注油口,丝束通过注油口时能获得足够的油量。每台计量泵由单独交流异步电动机传动,变频器统一供电,变频调速。
4.2热辊
热辊通常用于高速纺丝(FDY丝等)或工业长丝等设备,一般由永磁同步电动机或交流异步电动机传动,变频调速。热辊外壳被加热,使丝束在热状态下进行牵伸,热辊轴向表面各点温度应均匀,并被控制在工艺所需的温度范围内。热辊的加热可以是电热丝加热(目前很少用),也可以是电磁感应加热,此时,热辊壳体作为次级线圈而被感应加热。因热辊是旋转体,故一般采用非接触式测温,表面最高温度为250℃,温控精度为≤±1.5℃,调节各热辊的温度,可得到不同强度,伸长和热收缩率的丝。
(1) 工业长丝设备中的热辊
涤纶工业长丝具有模量高,强度大,伸长小,耐磨性和尺寸稳定性好的特点,是产业用纺织品的理想材料,工业长丝的生产目前大多采用纺丝牵伸卷绕一步法生产工艺,其纺丝速度2600m/min以上,卷绕速度≤4000m/min,纺丝头数16头,每位4头,共4位。采用4对热辊对丝束进行牵伸,每对热辊的运动速度不同,即丝束经过每对热辊后均被牵伸,每区的牵伸比按工艺要求设定,调整热辊的速度便可调整丝束的牵伸比。4对热辊采用4台永磁同步电动机或异步电动机单独传动,并由4台变频器单独供电采用共直流母线供电的变频调速,电动机功率为2.2kW或1.1kW。
热辊必须与另一与之配合的转动辊一起使用,以达到导丝功能,该辊可以是主动的、完全相同的热辊,也可以是被动的、不加热的分丝辊,一般采用后者。丝束通过喂入辊喂至低速热辊(即第一对热辊),然后再导入高速热辊(第2-4对热辊)。如图3所示。
第4对热辊转速2585m/min温度200℃
第3对热辊转速2600m/min温度235℃
第2对热辊转速1800m/min温度150℃
第1对热辊转速508m/min温度100℃
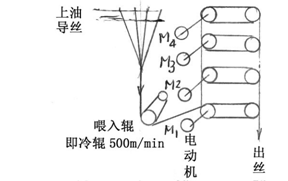
图3 工业长丝设备中的4对热辊流程图
(2) FDY纺丝设备中的热辊
FDY纺丝设备一般配两对热辊,一对为一大辊(即高速热辊)加—小辊(即高速分丝辊),另一对热辊为两只大辊(即低速热辊),每对热辊均由永磁同步电动机或交流异步电动机传动,变频调速,热辊电动机功率为500W-750W。
4.3卷绕头
卷绕头有多种形式和规格
(1) 卷绕头的转速大致可分为三档:
第1档 1500m/min以下,用于常规纺丝,制取得到的是UDY丝;
第2档 2500-4000m/min,属高速纺丝卷绕,制取得到的是预取向丝POY丝或HOY丝;
第3档 5000-6000m/min以上,属超高速纺丝卷绕,用于制取全拉伸丝(FDY丝或FOY丝)。
在长丝生产中卷绕头有规律地将丝束卷绕成一定形状和容量的筒子,以供下道工序使用。
(2) 卷绕轴的传动形式,主要有摩擦式和锭轴式两种。摩擦式传动是靠摩擦辊带动筒管转动,主要用于常规纺丝。锭轴式传动是由同步电动机传动筒管转动,变频调速,其转速随卷绕直径逐步增大,筒管转速随之逐步降低,以保持其表面线速度恒定,达到恒张力卷绕丝,主要用于高速和超高速纺丝。摩擦式卷绕头主要由摩擦辊、槽筒和筒管夹头等组成,摩擦辊常用三相永磁式同步电动机直接传动,其功率约400W/50Hz,调频范围约50-200Hz,槽筒由三相异步电动机传动,其功率约100W/50Hz,调频范围约50-130Hz,槽筒电动机由摆频发生器和变频器驱动,实现变频调速,纺丝时筒管夹头压住摩擦辊,按摩擦辊表面速度旋转。
WWW.PLCJS.COM——可编程控制器技术门户
一般化纤丝的生产规模不大,无疑是采用间接纺,主要设备流程为:从原料(切片)→螺杆挤压机→过滤器→熔体分配管→纺丝箱(含纺丝泵、喷丝板组件等)→冷却吹风→卷绕机(含上油、吸咀、导丝盘、热牵伸辊(以下简称热辊)和卷绕头等。由于过滤器、熔体分配管和冷却吹风等单元机的电气控制简单,本文不作介绍。
plcjs.技.术_网
涤纶长丝高速纺丝机全机部位数有2、4、6、8、12、16等不等,每个纺丝部位纺丝头数有8、10、12、16等不等,每位配有4-8台纺丝计量泵,纺丝卷绕速度为2500-4000m/min(POY绦)或3500-6000m/min(FDY丝),配用螺杆直 径为Φ60至Φ160mm等,最大卷绕尺寸Φ420×250mm。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
2 螺杆挤压机
plcjs.技.术_网
螺杆挤压机是熔融法切片纺丝设备中的关键设备,其作用是输送、熔融和混炼高分子聚合物,并将熔体送出,使其达到纺丝工艺要求,螺杆挤压机控制的最终参数不是螺杆转速而是螺杆出口熔体压力,因此,该系统实质上是熔体压力控制系统。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
螺杆挤压机现均采用交流异步电动机传动,变频调速、电动机的容量取决于螺杆的直径和运转速度,例如螺杆直径为Φ45mm,运转速度为20-100r/min,电动机功率为15kW,而螺杆直径为Φ200mm,运转速度为20-50r/min,电动机功率为150kW.
WWW.PLCJS.COM——可编程控制器技术门户
螺杆挤压机压力控制系统原理框图如图1。
WWW_PL※CJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
压力变送器安装于螺杆出口处,它将溶体压力转换为电信号送至调节器,该调节器由CPU微处理器等组成数字式调节器,压力信号(电流信号)在调节器中与压力设定值进行比较,若其差值为零,则调节器输出信号不变,变频器输出频率不变,若比较后的差值信号为正或负,则调节器将对偏差信号进行PID运算后输出,调节变频器输出频率和螺杆转速,使熔体压力维持不变。
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
3 纺丝箱
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
纺丝箱体是将置于其中的熔体分配管、载止阀、纺丝泵、纺丝组件进行保温用的密封箱体。
W1WW_P4LCJS_COM-PLC-技.术_网
纺丝泵(计量泵)一般均采用齿轮泵作为计量泵,常称为纺丝泵,纺丝泵主要是将熔体增压,连续定量地送至喷丝板组件,通过喷丝板微孔喷成丝束。纺丝泵通常采用永磁同步电动机单独传动,变频同步调速,其调速方式通常有两种,其一是,一台大功率变频器驱动多台同步电动机,可以保证各台纺丝泵严格同步运转,如图2(A),而电动机可逐台起动或分组起动,该电路简单、控制方便,造价较低,但变频器容量需放大,各纺丝泵转速一致,适合纺制同一规格的丝。其二是每台同步电动机单独用一台小变频器驱动,各台同步电动机可以调至同步运转,也可分别设定其运行频率,各台电动机以不同的速度运转,如图2(B),适用于纺丝位数较少的(例如二位纺丝机)用于新产品的开发试验。该电路使用变频器数量较多,造价较高,且多台变频器输出频率有离散性,为达到转速严格同步,需增设串行通信接口,然而各变频器可以软起动,变频器容量基本与电动机容量相同,无需放大,当某一电动机或有关机械出故障时,只需停止出故障的纺丝位(头),而不会造成纺丝机停机产生的浪费,而且每台变频器可分别设定其运行频率,这样一台纺丝机可同时纺出多种不同规格的POY丝。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
P.L.C.技.术.网——可编程控制器技术门户
图2(A)一台变频器驱动多台电动机 图2(B)一台变频器驱动一台电动机
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
原理框图 原理框图
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4 卷绕机
WWW_P※LCJS_CO※M-PLC-技-.术_网
卷绕机根据所纺纤维的品种(如POY丝、FDY丝、工业丝等),规格不同而有多种型式,通常卷绕机由机架、上油装置、切丝器、吸咀、导丝盘、热牵伸辊、网络喷咀、卷绕头等根据功能需要选择组成。其中有电气传动的单元有上油装置、热牵伸辊(以下简称热辊)和卷绕头等。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
4.1上油装置
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
上油装置用于对加工中的丝纤维施加一定量的合纤油剂,以利于后续加工,减少静电,使纤维具有一定的柔软性,平滑性和抗静电性等。上油方式有多种,一般采用油咀或狭缝式或油盘园周溢流式上油,纺丝油剂由小型计量泵定量连续不断地输送到注油口,丝束通过注油口时能获得足够的油量。每台计量泵由单独交流异步电动机传动,变频器统一供电,变频调速。
P.L.C.技.术.网——可编程控制器技术门户
4.2热辊
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
热辊通常用于高速纺丝(FDY丝等)或工业长丝等设备,一般由永磁同步电动机或交流异步电动机传动,变频调速。热辊外壳被加热,使丝束在热状态下进行牵伸,热辊轴向表面各点温度应均匀,并被控制在工艺所需的温度范围内。热辊的加热可以是电热丝加热(目前很少用),也可以是电磁感应加热,此时,热辊壳体作为次级线圈而被感应加热。因热辊是旋转体,故一般采用非接触式测温,表面最高温度为250℃,温控精度为≤±1.5℃,调节各热辊的温度,可得到不同强度,伸长和热收缩率的丝。
WW.W_PLCJS_COM-PLC-技.术_网
(1) 工业长丝设备中的热辊
WWW.PLCJS.COM——可编程控制器技术门户
涤纶工业长丝具有模量高,强度大,伸长小,耐磨性和尺寸稳定性好的特点,是产业用纺织品的理想材料,工业长丝的生产目前大多采用纺丝牵伸卷绕一步法生产工艺,其纺丝速度2600m/min以上,卷绕速度≤4000m/min,纺丝头数16头,每位4头,共4位。采用4对热辊对丝束进行牵伸,每对热辊的运动速度不同,即丝束经过每对热辊后均被牵伸,每区的牵伸比按工艺要求设定,调整热辊的速度便可调整丝束的牵伸比。4对热辊采用4台永磁同步电动机或异步电动机单独传动,并由4台变频器单独供电采用共直流母线供电的变频调速,电动机功率为2.2kW或1.1kW。
WWW_P※LCJS_COM-PLC-)技.术_网
热辊必须与另一与之配合的转动辊一起使用,以达到导丝功能,该辊可以是主动的、完全相同的热辊,也可以是被动的、不加热的分丝辊,一般采用后者。丝束通过喂入辊喂至低速热辊(即第一对热辊),然后再导入高速热辊(第2-4对热辊)。如图3所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
第4对热辊转速2585m/min温度200℃
W1WW_P4LCJS_COM-PLC-技.术_网
第3对热辊转速2600m/min温度235℃
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
第2对热辊转速1800m/min温度150℃
WWW_PLCJS@_COM%-PLC-技.术_网
第1对热辊转速508m/min温度100℃
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
plcjs.技.术_网
(2) FDY纺丝设备中的热辊
WWW_PLCJS@_COM%-PLC-技.术_网
FDY纺丝设备一般配两对热辊,一对为一大辊(即高速热辊)加—小辊(即高速分丝辊),另一对热辊为两只大辊(即低速热辊),每对热辊均由永磁同步电动机或交流异步电动机传动,变频调速,热辊电动机功率为500W-750W。
WWW_PLCJS@_COM%-PLC-技.术_网
4.3卷绕头
WWW_PLCJS_COM-PLC-技.术_网
卷绕头有多种形式和规格
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(1) 卷绕头的转速大致可分为三档:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
第1档 1500m/min以下,用于常规纺丝,制取得到的是UDY丝;
WWW_PL※CJS_COM-PLC-技.术_网
第2档 2500-4000m/min,属高速纺丝卷绕,制取得到的是预取向丝POY丝或HOY丝;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
第3档 5000-6000m/min以上,属超高速纺丝卷绕,用于制取全拉伸丝(FDY丝或FOY丝)。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
在长丝生产中卷绕头有规律地将丝束卷绕成一定形状和容量的筒子,以供下道工序使用。
WWcW_PLCJS_COM-PLC-技.术_网
(2) 卷绕轴的传动形式,主要有摩擦式和锭轴式两种。摩擦式传动是靠摩擦辊带动筒管转动,主要用于常规纺丝。锭轴式传动是由同步电动机传动筒管转动,变频调速,其转速随卷绕直径逐步增大,筒管转速随之逐步降低,以保持其表面线速度恒定,达到恒张力卷绕丝,主要用于高速和超高速纺丝。摩擦式卷绕头主要由摩擦辊、槽筒和筒管夹头等组成,摩擦辊常用三相永磁式同步电动机直接传动,其功率约400W/50Hz,调频范围约50-200Hz,槽筒由三相异步电动机传动,其功率约100W/50Hz,调频范围约50-130Hz,槽筒电动机由摆频发生器和变频器驱动,实现变频调速,纺丝时筒管夹头压住摩擦辊,按摩擦辊表面速度旋转。
本新闻共2页,当前在第1页1 2
WWW_P※LCJS_CO※M-PLC-技-.术_网
上一篇: 变频器在长丝浆丝机上的应用下一篇: 变频调速技术在粗纱机上的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行