BX2012龙门刨床电气控制系统改造
日期:2009-7-16 23:49:10 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
一、概述
龙门刨床是一台刨、铣、磨联合机床,电气控制系统主要包括工作台的主传动和刀头进给机构、横梁调整机等逻辑控制几部分。机床主传动系统是50年代的电机扩大机——发电机——电动机组(A——G——M)系统,这种系统的逻辑控制普遍采用继电器控制,故障率高,低速时损耗大,功率因素低,且对电网和机械的冲击很大,维修麻烦。80-90年代后随着变频技术的高速发展和可编程控制器(PLC)的不断更新,它们结合为龙门刨床提供了一种更好的控制系统。用这种系统控制的龙门刨床不仅克服了以上其它控制系统的各个缺点,还大大提高了控制精度和加工质量,更主要的是节约了大量的能源。因此,龙门刨床控制系统的变频及PLC改造已成必然的趋势。
二、龙门刨床的控制要求:
1.更换旧的62.5KW的发电机组与60KW的直流电机。
2.更换主控制柜及悬挂按钮站(主要元件有交流接触器、断路器、中间断电器、变频器等)。
3.设备要求达到:A)刨削工作台(高速档速度 3.5-90米/分,低速档速度 2.5-60米/分)
B)铣削工作台(高速档速度 0.07-1.8米/分,低速档速度 0.05-1.2米/分)
4.采用可编程控制系统PLC及模块,通讯技术。
5.更换机器上所有旧的电器导线与线管。
6.系统简单,安全可靠,便于维修。
7.噪音低,可靠性好,节能明显。
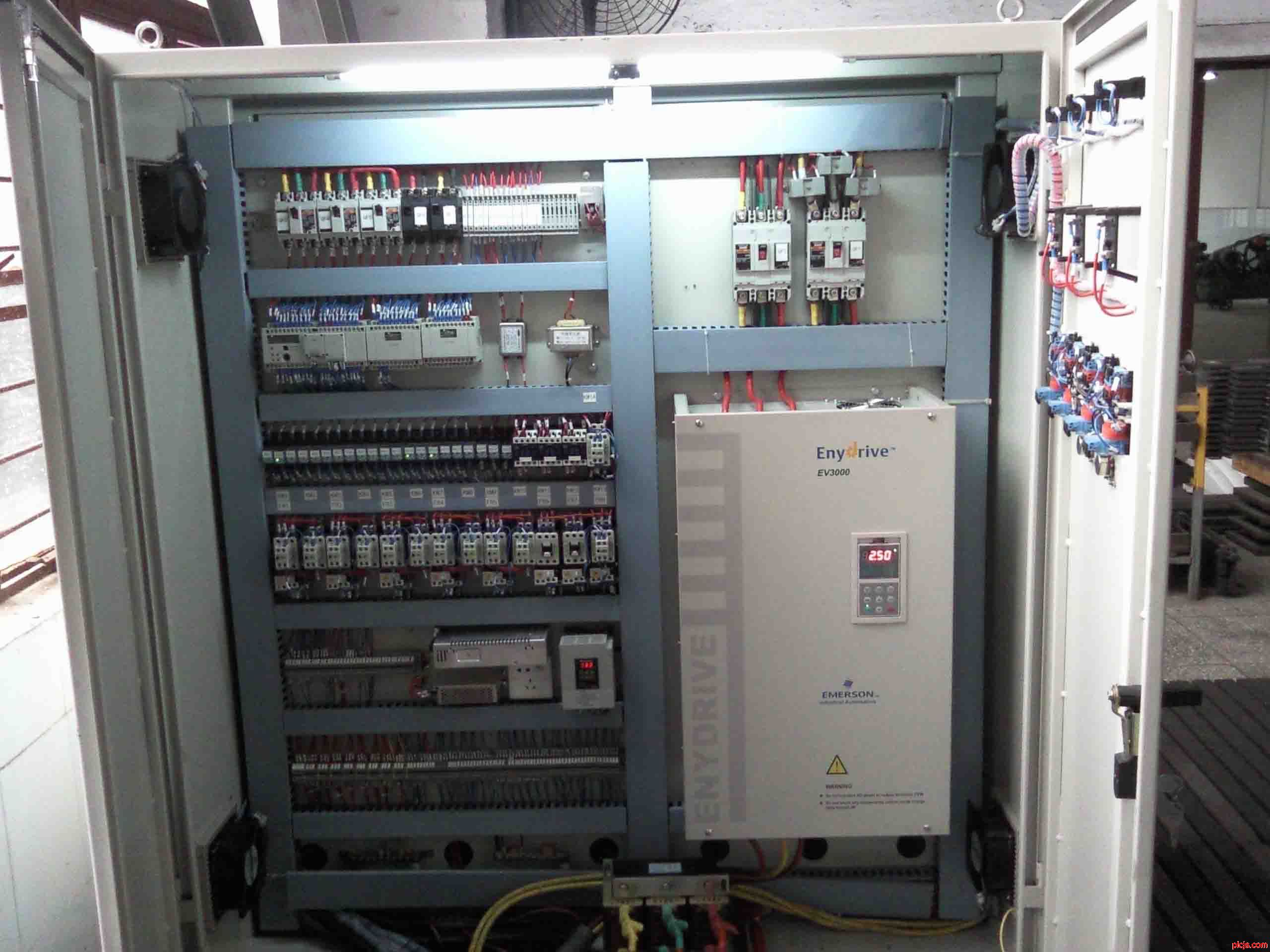
改造后控制系统

改造后机床运行中
三、改造直接经济效益
原机床的主传动机构采用电动机组(A——G——M)系统直流调速系统,无论机床是在装卸工件与中途休息,机组都在运行。
发电机系统功率为62.5KW,节电为
节电 W=62.5×312×10=195000kwh(按一年320天10小时计算)
工作台直流电机为60KW,采用变频电机节电为
W=60×312×8=149760kwh(按一年320天8小时计算)
P’=(40/50)^3×60=30.7kw(取平均频率为40HZ)
W’=30.7×312×8=76677kwh
节电 W=149760-76677=73083kwh
总节电:195000kwh+73083kwh =268083kwh
直接经济效益:268083*0.6=160849元/年 (按每度0.6元计算)
WWW.PLCJS.COM——可编程控制器技术门户
一、概述
plcjs.技.术_网
龙门刨床是一台刨、铣、磨联合机床,电气控制系统主要包括工作台的主传动和刀头进给机构、横梁调整机等逻辑控制几部分。机床主传动系统是50年代的电机扩大机——发电机——电动机组(A——G——M)系统,这种系统的逻辑控制普遍采用继电器控制,故障率高,低速时损耗大,功率因素低,且对电网和机械的冲击很大,维修麻烦。80-90年代后随着变频技术的高速发展和可编程控制器(PLC)的不断更新,它们结合为龙门刨床提供了一种更好的控制系统。用这种系统控制的龙门刨床不仅克服了以上其它控制系统的各个缺点,还大大提高了控制精度和加工质量,更主要的是节约了大量的能源。因此,龙门刨床控制系统的变频及PLC改造已成必然的趋势。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
二、龙门刨床的控制要求:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
1.更换旧的62.5KW的发电机组与60KW的直流电机。
plcjs.技.术_网
2.更换主控制柜及悬挂按钮站(主要元件有交流接触器、断路器、中间断电器、变频器等)。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3.设备要求达到:A)刨削工作台(高速档速度 3.5-90米/分,低速档速度 2.5-60米/分)
WWW.PLCJS.COM——可编程控制器技术门户
B)铣削工作台(高速档速度 0.07-1.8米/分,低速档速度 0.05-1.2米/分)
WWW_PL※CJS_COM-PLC-技.术_网
4.采用可编程控制系统PLC及模块,通讯技术。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
5.更换机器上所有旧的电器导线与线管。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
6.系统简单,安全可靠,便于维修。
WWW_P※LCJS_CO※M-PLC-技-.术_网
7.噪音低,可靠性好,节能明显。
WWW_PLCJS@_COM%-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
W1WW_P4LCJS_COM-PLC-技.术_网
改造后控制系统
WWW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
改造后机床运行中
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
三、改造直接经济效益
P.L.C.技.术.网——可编程控制器技术门户
原机床的主传动机构采用电动机组(A——G——M)系统直流调速系统,无论机床是在装卸工件与中途休息,机组都在运行。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
发电机系统功率为62.5KW,节电为
WWW_P※LCJS_CO※M-PLC-技-.术_网
节电 W=62.5×312×10=195000kwh(按一年320天10小时计算)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
工作台直流电机为60KW,采用变频电机节电为
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
W=60×312×8=149760kwh(按一年320天8小时计算)
P.L.C.技.术.网——可编程控制器技术门户
P’=(40/50)^3×60=30.7kw(取平均频率为40HZ)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
W’=30.7×312×8=76677kwh
WW.W_PLCJS_COM-PLC-技.术_网
节电 W=149760-76677=73083kwh
WWW.PLCJS.COM——可编程控制器技术门户
总节电:195000kwh+73083kwh =268083kwh
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
直接经济效益:268083*0.6=160849元/年 (按每度0.6元计算)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
上一篇: 低功耗数控接触器的设计与应用美国捷克式龙门铣床电气改造下一篇: 立体仓库物理模型的设计
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行