基于台达机电产品的转杯纺控制方案
日期:2010-7-20 22:38:48 点击:
来源:中国工控网
作者:
来源:中国工控网
作者:
点击【 大 中 小 】放大字体.
1 引言
随着现代化科技的发展,纺织生产工艺的改进提高,转杯纺纱在纺织工艺过程中的应用越来越广泛。纺织企业对转杯纺纱机的可靠性和易操作性提出了更高的要求。传统的控制方式是采用开环控制,电机的运行频率通过变频器面板手工设置,这种方式存在控制精度差,人机交互性差等一系列问题,这就需要开发出更合理的控制系统来提高机器的运行精度和改善人机交互性。PLC可编程控制器可靠性高、抗干扰能力强、使用方便等优点,所以越来越被广泛的应用于对转杯纺纱机的现场控制系统。
台达目前可为客户提供PLC控制器、人机界面、变频驱动器、伺服驱动器、数控系统等系列自动化产品,可以向客户提供完善可靠的机电一体化解决方案。本文以台达DVP系列PLC为核心改进设计了一套控制系统,实现纺纱控制性能的提高。
2 转杯纺纱工艺分析
转杯纺纱以前也称气流纺纱,属于自由端纺纱方法。它是目前各种新型纺纱中较为成熟、并己大量推广应用的一种纺纱新技术。
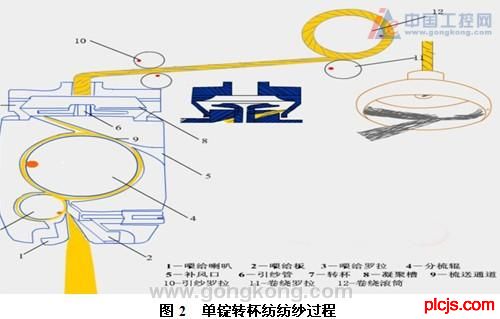
自由端纺纱方法与传统的纺纱方法不同之处在于:在纺纱过程中输送的纤维不再是连续 的而是形成“断裂”。因此,这就需要供应的纤维在很高的速度下产生非常细的纤维流,并 在输送纤维的过程中形成“断裂”,纤维各自穿过“断裂”而凝聚,粘附于纱条的自由端纱 尾加捻成纱。成纱过程一般包括喂给、开松、凝聚、加捻和卷绕。

转杯纺纱机的电气控制系统主要包括四个方面的控制:
A. 单锭的控制,需要实现断纱检测和标示报警;
B. 为保证起动和停机时不断纱,纺杯速度、引纱电机与喂棉电机之间的动作必须协调同步,同时要求较高的速度精度和动态响应;
C. 保证单锭控制与主控的数据通讯可靠便捷;
D. 省去机械凸轮机构,实现纺纱过程中防叠和防硬边的电子化;(选配)
3 转杯纺控制系统构架
转杯纺设备中,单锭纺纱器中喂棉罗拉采用步进电机驱动;分梳棍和转杯采用变频驱动,龙带将动力分配各锭;引纱罗拉同样采用变频控制,利于引纱张力的同步控制;单节点控制中,采用台达 DVP12SC 型 PLC,单台PLC发送4路脉冲,可独立控制4锭纺纱器的4台喂棉步进电机;整体构架如图3所示:

图 3 基于台达产品的转杯纺系统控制构架
在整个系统构架图中,导纱杆的控制分机械凸轮或电子伺服控制,需根据客户设备而定。机械凸轮在实际使用中具有易磨损、调整不便,设备成本高等缺点;利用现代伺服控制技术取代机械凸轮实现导纱的防叠和防硬边成为其发展趋势。
本构架基于Devicenet总线控制模式,具有抗干扰能力强、通讯数据量大、响应性好等特点;同时我们也提供基于R485 通讯控制模式的转杯纺织控制方案
4、电子防叠纱功能的实现
根据客户的设备小巧紧凑的特点,我们给客户配置了以下产品
4.1 电子防叠的控制原理
要实现凸轮运动的精确控制,就需建立机械凸轮运动数学曲线,通过对防叠绕运动分析, 防纱线叠绕实际就是改变每层纱线的导纱角不一致,一般认为在10层以上就不会再发生叠 绕,通俗的讲第一层的导纱角和第十一层导纱角相同也不会发生叠绕。导纱角的计算方法如 下图 4 所示。
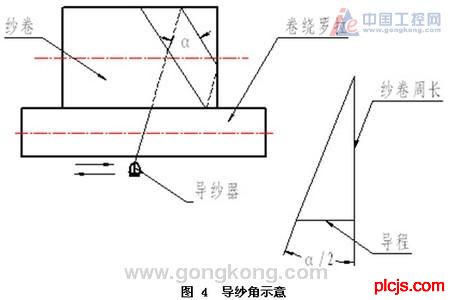
导纱角计算公式如下:
tg(α/2)=h/πD ①
式中:h——纱卷卷绕一周导纱器行程(mm)
D ——纱卷直径(mm)
h=Vt1000 ②
式中:V——导纱速度(m/min)
t ——纱卷卷绕一周所需时间(min)
t= πD/(1000V1) ③
式中:V1——引纱速度(m/min) 将②、③式代入①式得:
tg(α/2)=V/V1 ④
从式④中可看出,要改变导纱角只需改变引纱速度或导纱速度,纺纱品种确定后引纱速度是恒定不变的,因此要改变导纱角就必须变化导纱速度。为简化控制程序,设定在每一个 往返动程(为一个小周期)内导纱速度不变,相邻的5个小周期导纱速度不相同,导纱速度 在标准导纱速度的10%变化,连续5个小周期构成一个大周期,大周期进行循环,就可以达到防叠绕功能(见图6)。
防硬边功能的实现,机械凸轮是依靠导程整体轴向移动来改变纱线换向点的位置,以此 来消除硬边的形成;电子凸轮实现方案为:改变小周期内动程的距离从而改变换向点的位置, 达到消除硬边的目的(见图5)。
4.2 电子防叠纱功能的实现
机械上需取消原复杂的传动结构,增加伺服电机安装位置,通过同步带轮,直接驱动导 纱杆来回运动。如图6所示。
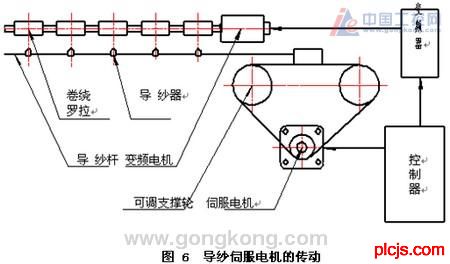
在系统控制上,伺服在位置模式下接受主机PLC脉冲,在带加减速的脉冲输出控制指令PLSR下,改变一个周期来回行程的最高脉冲频率设定值,即可实现,间隔周期行程内的摆杆速度不同,即改变tg(α/2)=V/V1导纱速度 V,在引纱速度V1不变的情况下,导纱角α即改变,从而达到防叠纱功能。
4.3 电子防硬边功能的实现
在人机中设定纱锭行程 L=AB 距离,如图 7
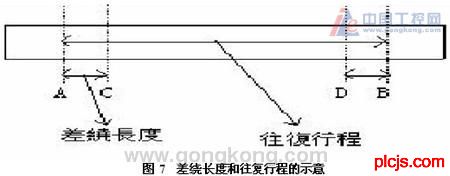
在实际卷绕中,若一直按照AB往复运动,纱线会在两边形成凸起的现象(俗称电阻效应),不利于纱线在下一工艺中退绕。为防止纱锭的电阻效应,需要摆杆换向点每层不同。换向区宽度设计时,筒纱上如换向区过宽,不仅容易形成硬边,而且易造成端面挂纱,导致坏筒纱。换向区一般占导程的8%,在换向区内导纱速度从正常速度降至零,假设换向区内按匀减速运动,那么在换向区内同样导纱距离,所用时间是正常的两倍。当导纱速度为250m/min 、导纱角 36、导纱动程 150mm 时,换向时间 t 计算如下:
导纱速度:V= V1tg(α/2)=250 tg18=81 m/min;
换向区长度:n=1508%2=24mm ;
换向时间:t=2n/V=2 24/1.35=35.6ms
实际摆杆运动过程实际是:行程为 A 点至D 点,D 点至C点,C点至B点,再由B点至A点依序循环。这就是说,摆杆伺服每个周期的脉冲总数是不同的,五个周期性循环一次,每个周期摆杆行程变化 l= n20%=1508 %2=4.8mm.。

5、转杯纺动作过程
1、点动运行状态——人机界面提供各个电机的点动运行、停止功能并显示各电机状态。
2、整机运行状态——PLC 按要求依次启动或停止各电机并在人机界面显示主机状态,其中输送带电机为单独动作。启动或停止的各个步骤之间均有延时时间,延时时间要求可以在一定范围内自由设定。
1)、整机启动——PLC 按要求依次启动各个电机,使设备进入纺纱状态。动作顺序如下: 点击整机启动按钮→左转杯电机运转→右转杯电机运转→工艺风机运转→左分梳电机运转→ 右分梳电机运转→引纱电机运转→排杂输送带电机运转;
2)、整机停止——PLC 按要求依次停止各个电机。动作顺序如下:
点击整机停止按钮→所有步进电机停止运转→引纱电机停止→其他电机停止。
6、结束语
通过采用以上控制方案,较好的解决了传统单片机控制中可靠性和操作便利性不足的问题,同时本文探讨了转杯纺最新控制技术及基于台达机电产品的实现过程。应用台达完成的机电控制产品链,可提供可靠的转杯纺控制方案,同时为客户提供定制的程序服务,完成客户对转杯纺设备的特殊控制要求。运行实践证明:本系统采用台达产品,性能稳定可靠,性价比高,得到最终客户的认可和称许。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1 引言
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
随着现代化科技的发展,纺织生产工艺的改进提高,转杯纺纱在纺织工艺过程中的应用越来越广泛。纺织企业对转杯纺纱机的可靠性和易操作性提出了更高的要求。传统的控制方式是采用开环控制,电机的运行频率通过变频器面板手工设置,这种方式存在控制精度差,人机交互性差等一系列问题,这就需要开发出更合理的控制系统来提高机器的运行精度和改善人机交互性。PLC可编程控制器可靠性高、抗干扰能力强、使用方便等优点,所以越来越被广泛的应用于对转杯纺纱机的现场控制系统。
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
台达目前可为客户提供PLC控制器、人机界面、变频驱动器、伺服驱动器、数控系统等系列自动化产品,可以向客户提供完善可靠的机电一体化解决方案。本文以台达DVP系列PLC为核心改进设计了一套控制系统,实现纺纱控制性能的提高。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2 转杯纺纱工艺分析
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
转杯纺纱以前也称气流纺纱,属于自由端纺纱方法。它是目前各种新型纺纱中较为成熟、并己大量推广应用的一种纺纱新技术。
WWW_PLCJS@_COM%-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
自由端纺纱方法与传统的纺纱方法不同之处在于:在纺纱过程中输送的纤维不再是连续 的而是形成“断裂”。因此,这就需要供应的纤维在很高的速度下产生非常细的纤维流,并 在输送纤维的过程中形成“断裂”,纤维各自穿过“断裂”而凝聚,粘附于纱条的自由端纱 尾加捻成纱。成纱过程一般包括喂给、开松、凝聚、加捻和卷绕。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_COM-PLC-)技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WW.W_PLCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
转杯纺纱机的电气控制系统主要包括四个方面的控制:
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
A. 单锭的控制,需要实现断纱检测和标示报警;
WWW_PLCJS@_COM%-PLC-技.术_网
B. 为保证起动和停机时不断纱,纺杯速度、引纱电机与喂棉电机之间的动作必须协调同步,同时要求较高的速度精度和动态响应;
WWW_PL※CJS_COM-PLC-技.术_网
C. 保证单锭控制与主控的数据通讯可靠便捷;
WWW_PLCJS_COM-PLC-技.术_网
D. 省去机械凸轮机构,实现纺纱过程中防叠和防硬边的电子化;(选配)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
——可——编——程——控-制-器-技——术——门——户
3 转杯纺控制系统构架
WWW_PLCJS@_COM%-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
转杯纺设备中,单锭纺纱器中喂棉罗拉采用步进电机驱动;分梳棍和转杯采用变频驱动,龙带将动力分配各锭;引纱罗拉同样采用变频控制,利于引纱张力的同步控制;单节点控制中,采用台达 DVP12SC 型 PLC,单台PLC发送4路脉冲,可独立控制4锭纺纱器的4台喂棉步进电机;整体构架如图3所示:
——可——编——程——控-制-器-技——术——门——户
plcjs.技.术_网
图 3 基于台达产品的转杯纺系统控制构架
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
在整个系统构架图中,导纱杆的控制分机械凸轮或电子伺服控制,需根据客户设备而定。机械凸轮在实际使用中具有易磨损、调整不便,设备成本高等缺点;利用现代伺服控制技术取代机械凸轮实现导纱的防叠和防硬边成为其发展趋势。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
本构架基于Devicenet总线控制模式,具有抗干扰能力强、通讯数据量大、响应性好等特点;同时我们也提供基于R485 通讯控制模式的转杯纺织控制方案
plcjs.技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
4、电子防叠纱功能的实现
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
根据客户的设备小巧紧凑的特点,我们给客户配置了以下产品
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
4.1 电子防叠的控制原理
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
要实现凸轮运动的精确控制,就需建立机械凸轮运动数学曲线,通过对防叠绕运动分析, 防纱线叠绕实际就是改变每层纱线的导纱角不一致,一般认为在10层以上就不会再发生叠 绕,通俗的讲第一层的导纱角和第十一层导纱角相同也不会发生叠绕。导纱角的计算方法如 下图 4 所示。
WWW_PLC※JS_COM-PmLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
导纱角计算公式如下:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
tg(α/2)=h/πD ①
WWW_P※LCJS_CO※M-PLC-技-.术_网
式中:h——纱卷卷绕一周导纱器行程(mm)
WWW_P※LCJS_CO※M-PLC-技-.术_网
D ——纱卷直径(mm)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
h=Vt1000 ②
WWW_P※LCJS_COM-PLC-)技.术_网
式中:V——导纱速度(m/min)
WWcW_PLCJS_COM-PLC-技.术_网
t ——纱卷卷绕一周所需时间(min)
WWW_P※LCJS_COM-PLC-)技.术_网
t= πD/(1000V1) ③
WWW.PLCJS.COM——可编程控制器技术门户
式中:V1——引纱速度(m/min) 将②、③式代入①式得:
WWcW_PLCJS_COM-PLC-技.术_网
tg(α/2)=V/V1 ④
WWW_PL※CJS_COM-PLC-技.术_网
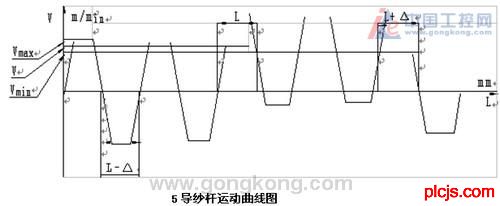
从式④中可看出,要改变导纱角只需改变引纱速度或导纱速度,纺纱品种确定后引纱速度是恒定不变的,因此要改变导纱角就必须变化导纱速度。为简化控制程序,设定在每一个 往返动程(为一个小周期)内导纱速度不变,相邻的5个小周期导纱速度不相同,导纱速度 在标准导纱速度的10%变化,连续5个小周期构成一个大周期,大周期进行循环,就可以达到防叠绕功能(见图6)。
WWW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
防硬边功能的实现,机械凸轮是依靠导程整体轴向移动来改变纱线换向点的位置,以此 来消除硬边的形成;电子凸轮实现方案为:改变小周期内动程的距离从而改变换向点的位置, 达到消除硬边的目的(见图5)。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW.PLCJS.COM——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
4.2 电子防叠纱功能的实现
WWW_PLC※JS_COM-PmLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
机械上需取消原复杂的传动结构,增加伺服电机安装位置,通过同步带轮,直接驱动导 纱杆来回运动。如图6所示。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
plcjs.技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS_COM-PLC-技.术_网
在系统控制上,伺服在位置模式下接受主机PLC脉冲,在带加减速的脉冲输出控制指令PLSR下,改变一个周期来回行程的最高脉冲频率设定值,即可实现,间隔周期行程内的摆杆速度不同,即改变tg(α/2)=V/V1导纱速度 V,在引纱速度V1不变的情况下,导纱角α即改变,从而达到防叠纱功能。
P.L.C.技.术.网——可编程控制器技术门户
WWW.PLCJS.COM——可编程控制器技术门户
4.3 电子防硬边功能的实现
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
在人机中设定纱锭行程 L=AB 距离,如图 7
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
在实际卷绕中,若一直按照AB往复运动,纱线会在两边形成凸起的现象(俗称电阻效应),不利于纱线在下一工艺中退绕。为防止纱锭的电阻效应,需要摆杆换向点每层不同。换向区宽度设计时,筒纱上如换向区过宽,不仅容易形成硬边,而且易造成端面挂纱,导致坏筒纱。换向区一般占导程的8%,在换向区内导纱速度从正常速度降至零,假设换向区内按匀减速运动,那么在换向区内同样导纱距离,所用时间是正常的两倍。当导纱速度为250m/min 、导纱角 36、导纱动程 150mm 时,换向时间 t 计算如下:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
导纱速度:V= V1tg(α/2)=250 tg18=81 m/min;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
换向区长度:n=1508%2=24mm ;
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
换向时间:t=2n/V=2 24/1.35=35.6ms
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
实际摆杆运动过程实际是:行程为 A 点至D 点,D 点至C点,C点至B点,再由B点至A点依序循环。这就是说,摆杆伺服每个周期的脉冲总数是不同的,五个周期性循环一次,每个周期摆杆行程变化 l= n20%=1508 %2=4.8mm.。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
plcjs.技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
5、转杯纺动作过程
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLCJS_COM-PLC-技.术_网
1、点动运行状态——人机界面提供各个电机的点动运行、停止功能并显示各电机状态。
plcjs.技.术_网
P.L.C.技.术.网——可编程控制器技术门户
2、整机运行状态——PLC 按要求依次启动或停止各电机并在人机界面显示主机状态,其中输送带电机为单独动作。启动或停止的各个步骤之间均有延时时间,延时时间要求可以在一定范围内自由设定。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1)、整机启动——PLC 按要求依次启动各个电机,使设备进入纺纱状态。动作顺序如下: 点击整机启动按钮→左转杯电机运转→右转杯电机运转→工艺风机运转→左分梳电机运转→ 右分梳电机运转→引纱电机运转→排杂输送带电机运转;
WWW_PLC※JS_COM-PmLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
2)、整机停止——PLC 按要求依次停止各个电机。动作顺序如下:
——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PmLC-技.术_网
点击整机停止按钮→所有步进电机停止运转→引纱电机停止→其他电机停止。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
6、结束语
WWW_PL※CJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
通过采用以上控制方案,较好的解决了传统单片机控制中可靠性和操作便利性不足的问题,同时本文探讨了转杯纺最新控制技术及基于台达机电产品的实现过程。应用台达完成的机电控制产品链,可提供可靠的转杯纺控制方案,同时为客户提供定制的程序服务,完成客户对转杯纺设备的特殊控制要求。运行实践证明:本系统采用台达产品,性能稳定可靠,性价比高,得到最终客户的认可和称许。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
本新闻共2页,当前在第1页1 2
WWW_PLCJS_COM-PLC-技.术_网
上一篇: PLC系统在毛巾织机送经系统中的应用下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行