一次风道磨损原因分析及防治对策
日期:2008-11-1 23:19:04 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘 要:通过对330 MW机组锅炉一次风道磨损原因的分析,认为其设计未考虑机组恶劣工况,空预器出来的一次风带灰严重是其磨损的根源,并提出空预器改造减少漏风、空预器吹灰系统改造减少堵灰,以及加强一次风道的防磨治理等措施,以提高设备运行可靠性,保证机组安全经济运行。
关键词:一次风道;磨损;原因;对策
江油发电厂31、32号锅炉系引进法国STEIN公司生产的亚临界、一次中间再热汽包炉,单炉体、负压炉膛、Π型布置,锅炉出力1 004 t/h。制粉系统采用2套钢球磨中间储仓开放系统,干燥介质由高温烟气掺合部分二次风组成。炉膛四角在16.85~23.3 m标高处装有直流式燃烧器和天然气燃烧器,形成四角切园燃烧。每角有5层煤粉燃烧器,3层天然气燃烧器。空气分一次风和二次风系统,一次风机出来的一次风经回转式空预器换热后进入一次风道,然后将煤粉分别输送到20个燃烧器。该机组投运以后,一次风空气管道(空预器出口到煤粉混合器之间)磨损严重,多处因磨损而漏灰、漏风,影响了锅炉运行的安全性、经济性及环境卫生。
1一次风道磨损情况及原因分析
1.1磨损机理
管壁受到磨损是灰粒子和壁面间的不断冲击及不断剪切同时作用的结果。设灰粒以速度W在图(1)上的A点处撞击管壁,灰粒子速度方向和A点壁面所成夹角为α,称为攻角。A点处粒子和壁面的冲击力R可分解为法线方向力PN和切线方向力PZ,显然:
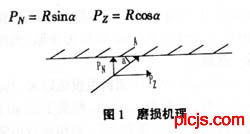
设在法向力作用下,粒子渗入表面某一深度,此深度和被刨下来的微粒厚度成正比,而在切向力作用下把此刨屑撕下来。显然,攻角α愈大,则在法向力作用下灰粒渗入表面的深度愈大,形成的刨屑厚度愈大。然而,形成的刨屑厚度大并不意味着磨损严重。还需有一定的切向力作用,以将形成的刨屑撕掉,才能构成磨损。因而,只有当在某一攻角下,所需要的撕下剪切力正好等于所能提供的切向分力时,磨损最为严重。大量的实验结果及运行表明,一般当α=30°~40°时,磨损最为严重。此外,研究表明流速对磨损的影响较为显著,同时,还可发现,气流中灰粒的浓度对磨损同样有影响,磨损量正比于灰粒子的浓度。
综上所述,可以发现,影响磨损的因素主要有三个:(1)攻角α,通常当α=30°~40°时磨损最为严重;(2)流速W,是对磨损影响较大的一个因素,流速增加之后磨损速度急剧上升;(3)气流中灰粒的浓度,磨损量与灰粒的浓度成正比。
对于江油电厂31、32号机组锅炉一次风管系统来讲,凡是磨损严重的区域,均是受上述因素影响大的区域。
1.2锅炉一次风管磨损情况
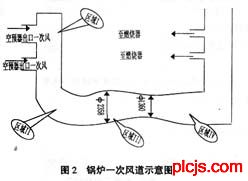
图2是江油电厂31、32号锅炉一次风管道示意图。空气由空预器出来后进入一直径2. 358 m的圆形风道,风道经过90°弯头后与一文丘里管相连。文丘里管小截面直径为1.36 m,之后由管道与分配风箱相连,通过分配风箱将空气送到十个管道中,每一管道通过分叉管将空气引到两个不同的燃烧器喷口。
通过对31、32号锅炉一次风系统停炉时的仔细观察发现,磨损较为严重的区域主要有2处:90°弯头的外侧壁;文丘里管段。对文丘里管处灰粒浓度测量表明,在260 MW负荷时,灰粒浓度为1.114×10-3 g/g;而在满负荷330 MW时,灰粒浓度达1.32×10-3g/g。
停炉期间,对空预器内的积灰情况进行了详细的检查,发现空预器内蓄热组件中有较为严重的积灰,这些积灰在转子转到一次风仓时由于一次风压高,而被带入一次风道中。测量数据和观察结果均表明,在江油电厂31、32号锅炉一次风气流中含灰粒浓度较高,是构成一次风道磨损的主要原因之一。
此外,风速高是一次风道磨损的另一主要原因,对一次风道中各段风速的计算表明,在直径为2.358 m的大管段内风速为20.53 m/s,而在文丘里管中风速达61.72 m/s。在90°弯头处,气-固两相混合物流过时以适当的攻角冲刷弯头外壁,因而磨损也较为严重。
文丘里管收缩段,收缩角度为22°,气流流过该段时,以近11°的攻角冲刷壁面,该处流速又较高(61.72 m/s),因而一定的攻角和较高的流速综合作用,导致该段磨损严重。
2一次风道防磨措施
由前所述的磨损机理我们知道,影响一次风管壁磨损的因素主要有三个,即攻角α,流速W及气流中灰粒的浓度,江油发电厂31、32号锅炉一次风道的磨损,正是这三个因素综合作用的结果。因而,要减小管壁的磨损状况,在不改变原始管路设计的前提下,主要是减小一次风灰粒浓度和在攻角大、流速较高部位采取必要的防磨手段来达到目的,应从以下几方面入手。
2.1减少一次风漏灰
由于江油电厂31、32号投运以来,其燃烧的煤种与设计煤种差别较大,燃煤含灰率由设计的32 %增加到44 %,有时高达47 %以上,运行过程中一次风带灰非常严重,空预器冷端蓄热组件因长期运行低温腐蚀而堵灰严重,有的已结成水泥状,烟气阻力增大,更加剧了漏风,空预器漏风率高达22 %以上。为此,江油电厂于1998年、1999年利用31、32号机组大修期间对空预器进行了改造,选用豪顿华公司设计生产的空预器DU、NF6型蓄热组件,将原空预器24隔仓增加为48隔仓,保证在转子转动的任意时刻都有两个密封条对扇形密封板起到密封的作用,从而有效地减少了二次漏风,改造后空预器的漏风率减小到7.78%,基本上达到空预器的设计值,最大限度地减少了一次风漏灰。
2.2减少一次风带灰
烟气中飞灰在经过空预器时沉积在空预器受热面上,当空预器受热面转到烟气侧时再被空气带入一次风中,这是一次风道受灰粒磨损的根源所在。因此,加强空预器内烟气侧的吹灰,使空预器内受热面上积灰尽可能减少,这样会大大降低一次风道中灰份的浓度,从而很大程度上减轻管道各处的磨损程度。江油电厂31、32号锅炉空预器内烟气侧的吹灰方式为蒸汽吹灰,在受热面上、下各布置一个吹灰器,定时吹灰。因空预器受热面波纹板较密,受热面总高度达1 574 mm,蒸汽吹灰显然达不到预期的目的,一次风带灰相当严重,而且低温段受热面堵塞非常严重,停炉检查发现有的已集结成水泥块,一次风压根本无法维持满负荷要求。为此,江油电厂于1998年、1999年大修中在更换空预器蓄热组件后,为了防止蓄热组件再次被堵塞,分别在31、32号锅炉空预器低温段受热面烟气侧上加装了一套燃气脉冲吹灰器,可燃气体选用的是天然气,空气引自本炉一次风机出口,当天然气在混合物中的比例达到一定浓度时,点火器点火使混合气体爆燃,爆炸的压力不超过1.7 MPa,以200 m/s~50 0 m/s的速度经爆燃室,冲击管将冲击波传送到空预器低温段蓄热波形板中,产生的振动使波形板上的灰垢脱落,并由烟气带回到除尘器中。这样,有效地加强了空预器蓄热组件上积灰的清扫,防止了一次风带灰,尽可能地减少一次风中灰粒子的来源,经过近4年的运行实践,空预器蓄热组件基本上畅通,大大减缓了一次风的带灰。
2.3一次风管道内采用防磨新技术
2.3.1超音速电弧喷涂的应用
由于文丘里管收缩段属一次风流量测量装置,为了确保气流的均匀性,又能达到防止磨损的目的,采用超音速电弧喷涂技术,图2区域Ⅲ。防磨材料选取SCZ20,其涂层结合强度≥68 MPa;涂层孔隙率<0.9%;涂层颗粒细小均匀,平均粒度4.32 μm;喷涂厚度0.5 mm。在江油发电厂31、号32锅炉上运用来看,效果较好,能保证使用一个大修周期。
2.3.2防磨涂料的应用
在一次风道空预器出口至水平段弧形部位,图2区域Ⅰ,采用GJ—299A型防磨刚玉 涂料,其密度≥3 200 kg/m3;抗拉强度≥2.6 MPa;抗折强度≥9 MPa;耐磨度≤0.1 1g/ cm2;导热系数(500 ℃)≥13 W/m·K;耐酸度(98%硫酸)≥96%;使用温度≤1000 ℃ ;工作面上点焊φ3.5 mm×40mm×40 mm的钢丝网,再将防磨涂料拌好,捣打在钢丝网上, 厚度为20 mm。在江油发电厂31、32号锅炉上运用来看,效果较好,使用一个大修周期后,局部被磨损部位需修复,基本上能保证4年的使用寿命。
WWW_P※LCJS_CO※M-PLC-技-.术_网
关键词:一次风道;磨损;原因;对策
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
W1WW_P4LCJS_COM-PLC-技.术_网
江油发电厂31、32号锅炉系引进法国STEIN公司生产的亚临界、一次中间再热汽包炉,单炉体、负压炉膛、Π型布置,锅炉出力1 004 t/h。制粉系统采用2套钢球磨中间储仓开放系统,干燥介质由高温烟气掺合部分二次风组成。炉膛四角在16.85~23.3 m标高处装有直流式燃烧器和天然气燃烧器,形成四角切园燃烧。每角有5层煤粉燃烧器,3层天然气燃烧器。空气分一次风和二次风系统,一次风机出来的一次风经回转式空预器换热后进入一次风道,然后将煤粉分别输送到20个燃烧器。该机组投运以后,一次风空气管道(空预器出口到煤粉混合器之间)磨损严重,多处因磨损而漏灰、漏风,影响了锅炉运行的安全性、经济性及环境卫生。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1一次风道磨损情况及原因分析
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1.1磨损机理
W1WW_P4LCJS_COM-PLC-技.术_网
管壁受到磨损是灰粒子和壁面间的不断冲击及不断剪切同时作用的结果。设灰粒以速度W在图(1)上的A点处撞击管壁,灰粒子速度方向和A点壁面所成夹角为α,称为攻角。A点处粒子和壁面的冲击力R可分解为法线方向力PN和切线方向力PZ,显然:
WWW_P※LCJS_CO※M-PLC-技-.术_网
P.L.C.技.术.网——可编程控制器技术门户
设在法向力作用下,粒子渗入表面某一深度,此深度和被刨下来的微粒厚度成正比,而在切向力作用下把此刨屑撕下来。显然,攻角α愈大,则在法向力作用下灰粒渗入表面的深度愈大,形成的刨屑厚度愈大。然而,形成的刨屑厚度大并不意味着磨损严重。还需有一定的切向力作用,以将形成的刨屑撕掉,才能构成磨损。因而,只有当在某一攻角下,所需要的撕下剪切力正好等于所能提供的切向分力时,磨损最为严重。大量的实验结果及运行表明,一般当α=30°~40°时,磨损最为严重。此外,研究表明流速对磨损的影响较为显著,同时,还可发现,气流中灰粒的浓度对磨损同样有影响,磨损量正比于灰粒子的浓度。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
综上所述,可以发现,影响磨损的因素主要有三个:(1)攻角α,通常当α=30°~40°时磨损最为严重;(2)流速W,是对磨损影响较大的一个因素,流速增加之后磨损速度急剧上升;(3)气流中灰粒的浓度,磨损量与灰粒的浓度成正比。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
对于江油电厂31、32号机组锅炉一次风管系统来讲,凡是磨损严重的区域,均是受上述因素影响大的区域。
WWW_PL※CJS_COM-PLC-技.术_网
1.2锅炉一次风管磨损情况
——可——编——程——控-制-器-技——术——门——户
图2是江油电厂31、32号锅炉一次风管道示意图。空气由空预器出来后进入一直径2. 358 m的圆形风道,风道经过90°弯头后与一文丘里管相连。文丘里管小截面直径为1.36 m,之后由管道与分配风箱相连,通过分配风箱将空气送到十个管道中,每一管道通过分叉管将空气引到两个不同的燃烧器喷口。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
通过对31、32号锅炉一次风系统停炉时的仔细观察发现,磨损较为严重的区域主要有2处:90°弯头的外侧壁;文丘里管段。对文丘里管处灰粒浓度测量表明,在260 MW负荷时,灰粒浓度为1.114×10-3 g/g;而在满负荷330 MW时,灰粒浓度达1.32×10-3g/g。
plcjs.技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
停炉期间,对空预器内的积灰情况进行了详细的检查,发现空预器内蓄热组件中有较为严重的积灰,这些积灰在转子转到一次风仓时由于一次风压高,而被带入一次风道中。测量数据和观察结果均表明,在江油电厂31、32号锅炉一次风气流中含灰粒浓度较高,是构成一次风道磨损的主要原因之一。
WWW_P※LCJS_COM-PLC-)技.术_网
此外,风速高是一次风道磨损的另一主要原因,对一次风道中各段风速的计算表明,在直径为2.358 m的大管段内风速为20.53 m/s,而在文丘里管中风速达61.72 m/s。在90°弯头处,气-固两相混合物流过时以适当的攻角冲刷弯头外壁,因而磨损也较为严重。
WW.W_PLCJS_COM-PLC-技.术_网
文丘里管收缩段,收缩角度为22°,气流流过该段时,以近11°的攻角冲刷壁面,该处流速又较高(61.72 m/s),因而一定的攻角和较高的流速综合作用,导致该段磨损严重。
WWW_P※LCJS_COM-PLC-)技.术_网
2一次风道防磨措施
WW.W_PLC※JS_C,OM-PL,C-技.术_网
由前所述的磨损机理我们知道,影响一次风管壁磨损的因素主要有三个,即攻角α,流速W及气流中灰粒的浓度,江油发电厂31、32号锅炉一次风道的磨损,正是这三个因素综合作用的结果。因而,要减小管壁的磨损状况,在不改变原始管路设计的前提下,主要是减小一次风灰粒浓度和在攻角大、流速较高部位采取必要的防磨手段来达到目的,应从以下几方面入手。
WWW_PL※CJS_COM-PLC-技.术_网
2.1减少一次风漏灰
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
由于江油电厂31、32号投运以来,其燃烧的煤种与设计煤种差别较大,燃煤含灰率由设计的32 %增加到44 %,有时高达47 %以上,运行过程中一次风带灰非常严重,空预器冷端蓄热组件因长期运行低温腐蚀而堵灰严重,有的已结成水泥状,烟气阻力增大,更加剧了漏风,空预器漏风率高达22 %以上。为此,江油电厂于1998年、1999年利用31、32号机组大修期间对空预器进行了改造,选用豪顿华公司设计生产的空预器DU、NF6型蓄热组件,将原空预器24隔仓增加为48隔仓,保证在转子转动的任意时刻都有两个密封条对扇形密封板起到密封的作用,从而有效地减少了二次漏风,改造后空预器的漏风率减小到7.78%,基本上达到空预器的设计值,最大限度地减少了一次风漏灰。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2.2减少一次风带灰
WWW_P※LCJS_COM-PLC-)技.术_网
烟气中飞灰在经过空预器时沉积在空预器受热面上,当空预器受热面转到烟气侧时再被空气带入一次风中,这是一次风道受灰粒磨损的根源所在。因此,加强空预器内烟气侧的吹灰,使空预器内受热面上积灰尽可能减少,这样会大大降低一次风道中灰份的浓度,从而很大程度上减轻管道各处的磨损程度。江油电厂31、32号锅炉空预器内烟气侧的吹灰方式为蒸汽吹灰,在受热面上、下各布置一个吹灰器,定时吹灰。因空预器受热面波纹板较密,受热面总高度达1 574 mm,蒸汽吹灰显然达不到预期的目的,一次风带灰相当严重,而且低温段受热面堵塞非常严重,停炉检查发现有的已集结成水泥块,一次风压根本无法维持满负荷要求。为此,江油电厂于1998年、1999年大修中在更换空预器蓄热组件后,为了防止蓄热组件再次被堵塞,分别在31、32号锅炉空预器低温段受热面烟气侧上加装了一套燃气脉冲吹灰器,可燃气体选用的是天然气,空气引自本炉一次风机出口,当天然气在混合物中的比例达到一定浓度时,点火器点火使混合气体爆燃,爆炸的压力不超过1.7 MPa,以200 m/s~50 0 m/s的速度经爆燃室,冲击管将冲击波传送到空预器低温段蓄热波形板中,产生的振动使波形板上的灰垢脱落,并由烟气带回到除尘器中。这样,有效地加强了空预器蓄热组件上积灰的清扫,防止了一次风带灰,尽可能地减少一次风中灰粒子的来源,经过近4年的运行实践,空预器蓄热组件基本上畅通,大大减缓了一次风的带灰。
W1WW_P4LCJS_COM-PLC-技.术_网
2.3一次风管道内采用防磨新技术
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2.3.1超音速电弧喷涂的应用
WWW_P※LCJS_CO※M-PLC-技-.术_网
由于文丘里管收缩段属一次风流量测量装置,为了确保气流的均匀性,又能达到防止磨损的目的,采用超音速电弧喷涂技术,图2区域Ⅲ。防磨材料选取SCZ20,其涂层结合强度≥68 MPa;涂层孔隙率<0.9%;涂层颗粒细小均匀,平均粒度4.32 μm;喷涂厚度0.5 mm。在江油发电厂31、号32锅炉上运用来看,效果较好,能保证使用一个大修周期。
WW.W_PLCJS_COM-PLC-技.术_网
2.3.2防磨涂料的应用
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
在一次风道空预器出口至水平段弧形部位,图2区域Ⅰ,采用GJ—299A型防磨刚玉 涂料,其密度≥3 200 kg/m3;抗拉强度≥2.6 MPa;抗折强度≥9 MPa;耐磨度≤0.1 1g/ cm2;导热系数(500 ℃)≥13 W/m·K;耐酸度(98%硫酸)≥96%;使用温度≤1000 ℃ ;工作面上点焊φ3.5 mm×40mm×40 mm的钢丝网,再将防磨涂料拌好,捣打在钢丝网上, 厚度为20 mm。在江油发电厂31、32号锅炉上运用来看,效果较好,使用一个大修周期后,局部被磨损部位需修复,基本上能保证4年的使用寿命。
本新闻共2页,当前在第1页1 2
plcjs.技.术_网
上一篇: 含分布式电源的配电系统规划下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行