清梳联工艺设计及自动控制系统的发展与应用(上)
日期:2008-9-11 8:48:37 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
1前言
郑州纺织机械厂从60年代开始研究清梳联技术,经过曲折艰难的里程,到90年代中期,在国家”两机项目中与德国合作生产了清梳联合机,同时承担了“清梳联合机的研制”这一国家”八五”重点科技攻关项目,对德国特吕茨勒公司清梳联设备进行消化吸收,将其成熟的先进技术移植到国产设备中,对往复式抓棉机、清梳联(梳棉)喂棉箱、高产梳棉机进行了改进和完善,并研制开发出新型的多仓混棉机、三辊筒清棉机等一批新设备,结合我国原有开清棉设备的优势使之配套形成了系列化,使清梳联成套设备具有工艺适应性强,运行稳定可靠、生条质量达到国际先进水平,顶替进口,在国内全面推广应用,并出口国外。
2清梳联单元机的功能和特点
2.1 FA006系列往复抓棉机 FA006系列往复抓棉机依靠间歇下降的双锯片打手随转塔作往复运动,对棉包作顺序抓取,被抓取的棉束籍前方凝棉器或风机的抽吸送至前方机台,适用棉和棉型化纤的抓取,其结构特征如图1所示:
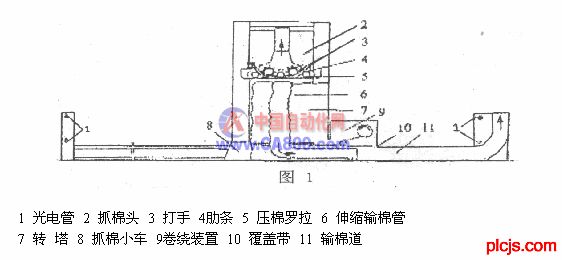
该机基本长度是21900毫米,可按2500毫米× n(n=l、2、3......)增减,其基本长度单侧能排放50个棉包,产量可达1500kg/h,打手间歇下降量可在0.1~19.9mm/次范围内无级调节,小车工作速度5~15m/min,空车行走速度30m/min,从而做到了精细抓取,抓取棉束平均重30mg(产量在500kg/h),且棉束离散度小,有利于后序的混合开松和均匀喂给,同时该机具有分组抓取,自动找平,抓棉器倒挂装置,多品种纺制等供应一至三条开清棉生产线。电气控制使用PLC和触摸屏控制。
2.2 FAl03型双辊流开棉机 FA103型双辊轴流开棉机适用于各种等级的原棉开松和除杂,一般排列在抓棉机之后,原棉依靠系统气流进入打手室,沿打手辊筒轴线作螺旋自由打击前进,籽棉等大杂沿打手切线方向落下,如图2所示:

实现了清梳联流程中“早落少碎”的工艺要求,其转运的排杂打手能把尘杂聚拢,稳定尘室内的气压等作用,由于该自由打手,纤维几乎无损伤,产量可达1000kg/h,除杂效率达20%左右(国标3级原棉情况下)。
2.3 FAll3型单流轴开棉机 FAll3型单轴流开棉机适用于加工高含杂原棉、化纤和混合原料,一般也 排列在抓棉机之后,原棉依靠系统气流进入打手室,沿导流槽绕打手作螺旋线前进,籽棉等大杂沿打手切线方向落下,如图3所示:

实现了清梳联流程中”早落少碎”的工艺要求,连续或间歇转动的排杂打手能把尘杂聚拢, 稳定尘室内的气压等作用,由于该机棉束受导流槽的强制,纤维有所损伤,产量可达1000kg/h,除杂效率40%左右(原棉含杂在国标3级情况下),电气控制使用PLC控制。
2.4 FA016A型自动混棉机FA016A型自动混棉机是在k006系列混棉机的基础上改进设计的,其结构如图四所示:

它适用于各种等级的原棉、棉型化纤和?6mm以下的中长化纤,利用横铺直取的原理进行混棉,通过角钉帘分梳和混合,园柱角钉打手和u型刀片打手进行开棉除杂,实现了”以梳代打”的工艺原则,同时还加装长回花帘用于人工喂棉,一般排列在抓棉机之后,起子混棉的效果。
FA022型系列多仓混棉机用于经初步开初的各种等级的原棉、棉型化纤和76mm以下中长化纤的充分混合,其结构如图5所示:
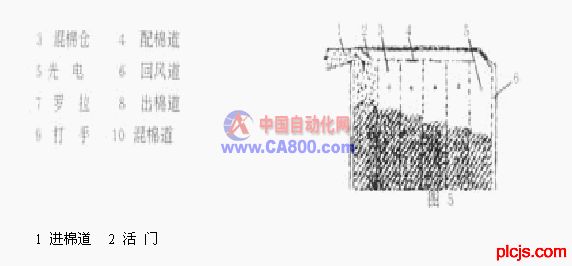
它采用了仓位逐一单独喂入,形成喂棉的时间差异,利用气流通过混棉道混合,棉箱储棉量大,混棉效率高,最高产量达1200kg/h。换仓使用气动装置,电器控制使用PLC控制。
2.6 FA028-FA109混清棉机组和FA028-FA111混清棉机组。 该机组是在全面消化、吸收国外先进技术的基础上,结合中国国情开发的新型混清棉机组。 其结构如图6所示:
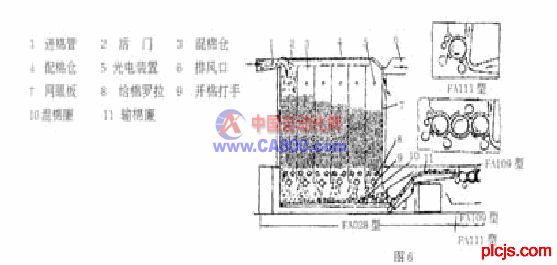
FA028型六仓混棉机适用于经充分开松的原棉,棉型化纤和76毫米以下的中长化纤的混合,其最大的特点是通过一组输棉帘子直接与清棉机联接,给棉速度与清棉机给棉速度同步,保证喂入清棉机的棉筵能够达到极高均匀度。同时,此种联接方式能节省一台凝棉器或输棉风机,使开清棉流程更为简洁,减少了使棉纤维形成束丝,也减少了设备占地面积。FAl09型三辊筒清棉机是纺棉流程中主清棉机,适用于混合后的原棉开松除杂。它的三个清棉辊筒依次为粗针、粗锯齿和细锯齿,能够有效地处理开松度较低的原棉。各个辊筒处均设有分梳板、除尘刀和连续吸口,并在除尘刀处设有调节板。可根据所纺原料和工艺除杂要求的不同,调节除杂开口大小,以控制各自的落棉量和落棉含杂量。该机最主要的特点是具有较高的开松除杂性能,经过该机处理后,棉束平均重量减少67%,棉束重量离散减少75%;即使在原棉含杂1.8%左右,单机除杂效率也可达47%。该机尤其适用去除带纤维籽屑一类的杂质,使尘杂和短绒在开清棉阶段就得到有效地清除,减轻梳棉机的负担,为梳棉机实现高产创造条件。使用FAl09可将开清棉部分握持打击点大大减少,有效地防止纤维损伤,并使整个流程大为缩短。FA111型粗针辊筒清棉机是FAl09的派生机型,只有一个粗针辊筒,同样设有分梳板、除尘刀、连续吸口和可调节落棉的调节板,主要作为开清棉流程中预清棉机。
FA111A型粗针辊筒清棉机是FA111的孳生机型,与FA111不同之外在于取消了除尘刀、吸口和调节板,作为纺化纤流程中的主清棉机。
2.7 FAIOSE型锯齿辊筒清棉机 FAl08E型锯齿辊筒清棉机适用于各种等级的原棉,对经过初步开松、混合、除杂的原棉进行一步开松除杂,其机理如图7所示:
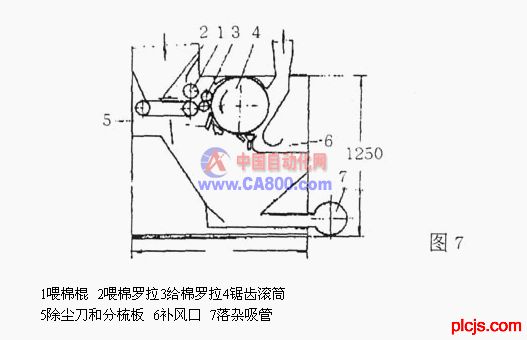
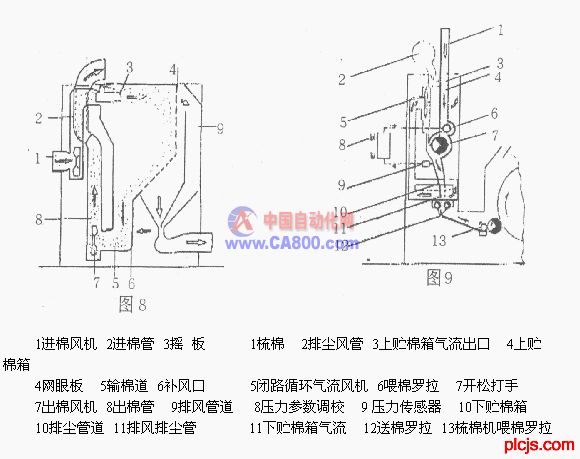
图8含有尘埃和短绒经充分开松的原棉,靠风机气流和分配阀的作用分配在除尘网板4上,在排尘管9的负压作用下,通过网孔将尘埃和短绒排出,对纤维无损伤,提高了生条质量。
2.9 FA177A型清梳联喂棉箱 FA177A型清梳联喂棉箱适用经充分开松除尘的原棉和棉型化纤,将棉筵均匀地喂入高产梳棉机,其结构如图9所示:
它采用上下棉箱结构,主要通道采用进口镜面钢板,整机刚性好,精度、密封性好。在配棉总管中,设有压力传感器,根据压力大小来控制清花设备给梳棉系统喂入量,来保证清梳联喂棉箱上棉箱的压力稳定,保证了上棉箱内棉花密度的均匀。下棉箱采用风机通过静压扩散箱循环吹气,使整个机幅内下棉箱压力均匀。
采用美国进口压力传感器,根据下棉箱的压力来控制上棉箱给棉罗拉变频马达连续喂棉,保证了下棉箱压力更稳定,下棉箱在300Pa压力工作时压力波动小于20Pa,为梳棉机提供了更均匀稳定棉层,为保证生条重不匀小且稳定提供了良好的基础。
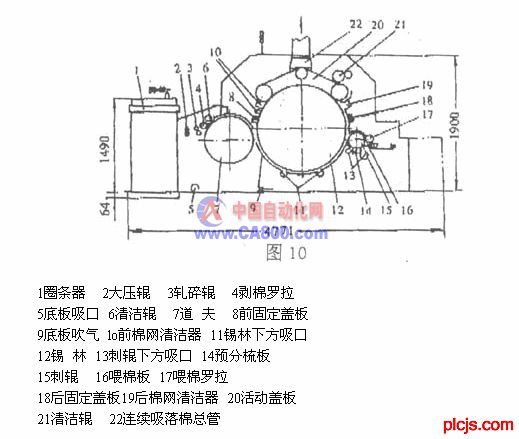
2.10 FA221系列高产梳棉机 FA221系列高产梳棉机适用于原棉及棉型化纤的梳理、除尘、排除短绒和棉结,而制成一定量的生条,其结构如图10所示:
——可——编——程——控-制-器-技——术——门——户
郑州纺织机械厂从60年代开始研究清梳联技术,经过曲折艰难的里程,到90年代中期,在国家”两机项目中与德国合作生产了清梳联合机,同时承担了“清梳联合机的研制”这一国家”八五”重点科技攻关项目,对德国特吕茨勒公司清梳联设备进行消化吸收,将其成熟的先进技术移植到国产设备中,对往复式抓棉机、清梳联(梳棉)喂棉箱、高产梳棉机进行了改进和完善,并研制开发出新型的多仓混棉机、三辊筒清棉机等一批新设备,结合我国原有开清棉设备的优势使之配套形成了系列化,使清梳联成套设备具有工艺适应性强,运行稳定可靠、生条质量达到国际先进水平,顶替进口,在国内全面推广应用,并出口国外。
plcjs.技.术_网
2清梳联单元机的功能和特点
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2.1 FA006系列往复抓棉机 FA006系列往复抓棉机依靠间歇下降的双锯片打手随转塔作往复运动,对棉包作顺序抓取,被抓取的棉束籍前方凝棉器或风机的抽吸送至前方机台,适用棉和棉型化纤的抓取,其结构特征如图1所示:
WW.W_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
该机基本长度是21900毫米,可按2500毫米× n(n=l、2、3......)增减,其基本长度单侧能排放50个棉包,产量可达1500kg/h,打手间歇下降量可在0.1~19.9mm/次范围内无级调节,小车工作速度5~15m/min,空车行走速度30m/min,从而做到了精细抓取,抓取棉束平均重30mg(产量在500kg/h),且棉束离散度小,有利于后序的混合开松和均匀喂给,同时该机具有分组抓取,自动找平,抓棉器倒挂装置,多品种纺制等供应一至三条开清棉生产线。电气控制使用PLC和触摸屏控制。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2.2 FAl03型双辊流开棉机 FA103型双辊轴流开棉机适用于各种等级的原棉开松和除杂,一般排列在抓棉机之后,原棉依靠系统气流进入打手室,沿打手辊筒轴线作螺旋自由打击前进,籽棉等大杂沿打手切线方向落下,如图2所示:
——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PmLC-技.术_网
实现了清梳联流程中“早落少碎”的工艺要求,其转运的排杂打手能把尘杂聚拢,稳定尘室内的气压等作用,由于该自由打手,纤维几乎无损伤,产量可达1000kg/h,除杂效率达20%左右(国标3级原棉情况下)。
P.L.C.技.术.网——可编程控制器技术门户
2.3 FAll3型单流轴开棉机 FAll3型单轴流开棉机适用于加工高含杂原棉、化纤和混合原料,一般也 排列在抓棉机之后,原棉依靠系统气流进入打手室,沿导流槽绕打手作螺旋线前进,籽棉等大杂沿打手切线方向落下,如图3所示:
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS_COM-PLC-技.术_网
实现了清梳联流程中”早落少碎”的工艺要求,连续或间歇转动的排杂打手能把尘杂聚拢, 稳定尘室内的气压等作用,由于该机棉束受导流槽的强制,纤维有所损伤,产量可达1000kg/h,除杂效率40%左右(原棉含杂在国标3级情况下),电气控制使用PLC控制。
W1WW_P4LCJS_COM-PLC-技.术_网
2.4 FA016A型自动混棉机FA016A型自动混棉机是在k006系列混棉机的基础上改进设计的,其结构如图四所示:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWcW_PLCJS_COM-PLC-技.术_网
它适用于各种等级的原棉、棉型化纤和?6mm以下的中长化纤,利用横铺直取的原理进行混棉,通过角钉帘分梳和混合,园柱角钉打手和u型刀片打手进行开棉除杂,实现了”以梳代打”的工艺原则,同时还加装长回花帘用于人工喂棉,一般排列在抓棉机之后,起子混棉的效果。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
P.L.C.技.术.网——可编程控制器技术门户
FA022型系列多仓混棉机用于经初步开初的各种等级的原棉、棉型化纤和76mm以下中长化纤的充分混合,其结构如图5所示:
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
它采用了仓位逐一单独喂入,形成喂棉的时间差异,利用气流通过混棉道混合,棉箱储棉量大,混棉效率高,最高产量达1200kg/h。换仓使用气动装置,电器控制使用PLC控制。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2.6 FA028-FA109混清棉机组和FA028-FA111混清棉机组。 该机组是在全面消化、吸收国外先进技术的基础上,结合中国国情开发的新型混清棉机组。 其结构如图6所示:
WWW_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
FA028型六仓混棉机适用于经充分开松的原棉,棉型化纤和76毫米以下的中长化纤的混合,其最大的特点是通过一组输棉帘子直接与清棉机联接,给棉速度与清棉机给棉速度同步,保证喂入清棉机的棉筵能够达到极高均匀度。同时,此种联接方式能节省一台凝棉器或输棉风机,使开清棉流程更为简洁,减少了使棉纤维形成束丝,也减少了设备占地面积。FAl09型三辊筒清棉机是纺棉流程中主清棉机,适用于混合后的原棉开松除杂。它的三个清棉辊筒依次为粗针、粗锯齿和细锯齿,能够有效地处理开松度较低的原棉。各个辊筒处均设有分梳板、除尘刀和连续吸口,并在除尘刀处设有调节板。可根据所纺原料和工艺除杂要求的不同,调节除杂开口大小,以控制各自的落棉量和落棉含杂量。该机最主要的特点是具有较高的开松除杂性能,经过该机处理后,棉束平均重量减少67%,棉束重量离散减少75%;即使在原棉含杂1.8%左右,单机除杂效率也可达47%。该机尤其适用去除带纤维籽屑一类的杂质,使尘杂和短绒在开清棉阶段就得到有效地清除,减轻梳棉机的负担,为梳棉机实现高产创造条件。使用FAl09可将开清棉部分握持打击点大大减少,有效地防止纤维损伤,并使整个流程大为缩短。FA111型粗针辊筒清棉机是FAl09的派生机型,只有一个粗针辊筒,同样设有分梳板、除尘刀、连续吸口和可调节落棉的调节板,主要作为开清棉流程中预清棉机。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
FA111A型粗针辊筒清棉机是FA111的孳生机型,与FA111不同之外在于取消了除尘刀、吸口和调节板,作为纺化纤流程中的主清棉机。
P.L.C.技.术.网——可编程控制器技术门户
2.7 FAIOSE型锯齿辊筒清棉机 FAl08E型锯齿辊筒清棉机适用于各种等级的原棉,对经过初步开松、混合、除杂的原棉进行一步开松除杂,其机理如图7所示:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_COM-PLC-)技.术_网
图8含有尘埃和短绒经充分开松的原棉,靠风机气流和分配阀的作用分配在除尘网板4上,在排尘管9的负压作用下,通过网孔将尘埃和短绒排出,对纤维无损伤,提高了生条质量。
P.L.C.技.术.网——可编程控制器技术门户
2.9 FA177A型清梳联喂棉箱 FA177A型清梳联喂棉箱适用经充分开松除尘的原棉和棉型化纤,将棉筵均匀地喂入高产梳棉机,其结构如图9所示:
W1WW_P4LCJS_COM-PLC-技.术_网
它采用上下棉箱结构,主要通道采用进口镜面钢板,整机刚性好,精度、密封性好。在配棉总管中,设有压力传感器,根据压力大小来控制清花设备给梳棉系统喂入量,来保证清梳联喂棉箱上棉箱的压力稳定,保证了上棉箱内棉花密度的均匀。下棉箱采用风机通过静压扩散箱循环吹气,使整个机幅内下棉箱压力均匀。
WWW_P※LCJS_COM-PLC-)技.术_网
采用美国进口压力传感器,根据下棉箱的压力来控制上棉箱给棉罗拉变频马达连续喂棉,保证了下棉箱压力更稳定,下棉箱在300Pa压力工作时压力波动小于20Pa,为梳棉机提供了更均匀稳定棉层,为保证生条重不匀小且稳定提供了良好的基础。
WWW_PLCJS@_COM%-PLC-技.术_网
2.10 FA221系列高产梳棉机 FA221系列高产梳棉机适用于原棉及棉型化纤的梳理、除尘、排除短绒和棉结,而制成一定量的生条,其结构如图10所示:
WWW_PLCJS_COM-PLC-技.术_网
本新闻共2页,当前在第1页1 2
WWW_P※LCJS_CO※M-PLC-技-.术_网
上一篇: 清梳联工艺设计及自动控制系统的发展与应用(中)下一篇: 纺织设备自动化改造方案
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行