清梳联工艺设计及自动控制系统的发展与应用(中)
日期:2008-9-11 8:48:37 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
3清梳联合机设备的工艺流程和特性。
清梳联合机工艺是纺织行业的一项新技术,是纺纱工艺的一项重大变革和成就。由于纺纱品种繁多,所用原料种类不同,再加上新型纺纱机的不断涌现,使得纺纱工艺的首道工序一清梳工艺种类也不计其数,按不同方法,其流程分类也不相同,但总的来说,可按该工序使用设备的多少和纺纱所用原料的不同分为如下几种流程:
(1)长流程纺纯棉清梳程工艺流程
该流程排列如图12所示:

工艺流程为:FA006(附TF27)→FMP2000→FA016A(附AO45B-5.5)→FA103→FA022-6/8/10(附TF27)→FA106B(附A045B-5.5) →FA133→
FA031A(附A045B) +FA108E→(FA177A+FA221A、B或FA223)×n
FA031(附A045B) +FA108E→(FA177A+FA221A、B或FA223)×n 其中n=2-9整数
(2) 长流程纺化纤清梳联工艺流程该流程排列如图13所示:
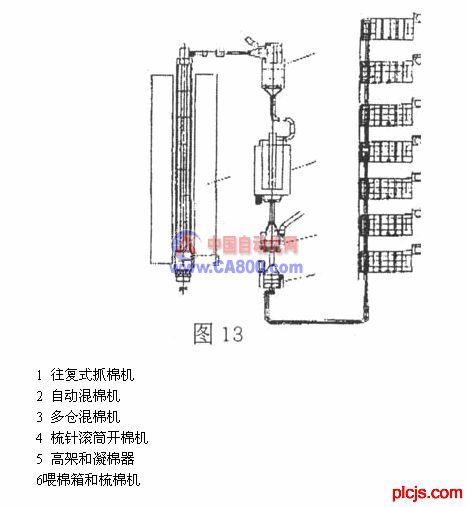
工艺流程为:FA006(附TF27) →AMP2000→FA016A(附A045B-5.5) →FA022-6/8/10(附TF27) →106A(附A045B-5.5) →TF26(附A045B)→TF202B→(FA177A+FA221C)×n 其中n=3-10整数
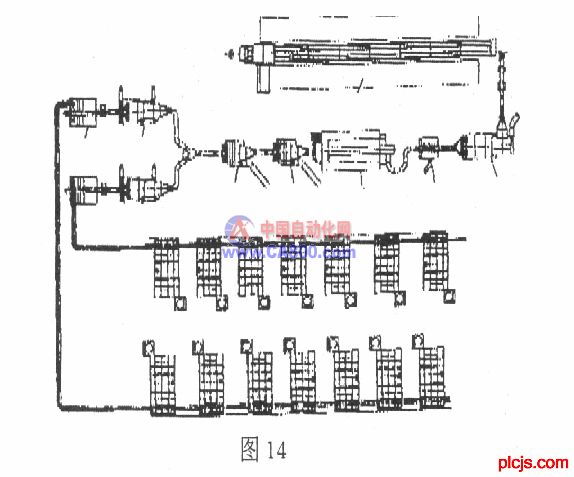
(3)长流程即能纺棉又能纺化纤清梳联工艺流程 该流程排列如图14所示:
1 往复式抓棉机
2 自动混棉机
3 双辊轴流开棉机
4 多仓混棉机
5 锯片滚筒开棉机
6 梳针滚筒开棉机
7给棉箱和锯齿开棉机
8 除微尘机
9 喂棉箱和梳棉机
工艺流程为:
FA006(附TF27→AMP2000→FA016A(附A045B-5.5) →FAl03(附TF2201×2) →FA022-6(TF27) →FA106B(附A045C-5.5) →FA106A(附A045C-5.5)→FA031A(附A045C)+FA221B或FA223) ×n 其中n=3-10整数,梳棉机使用中性针布。
(4) 短流程纺棉清梳联工艺 该流程排列如图15所示:
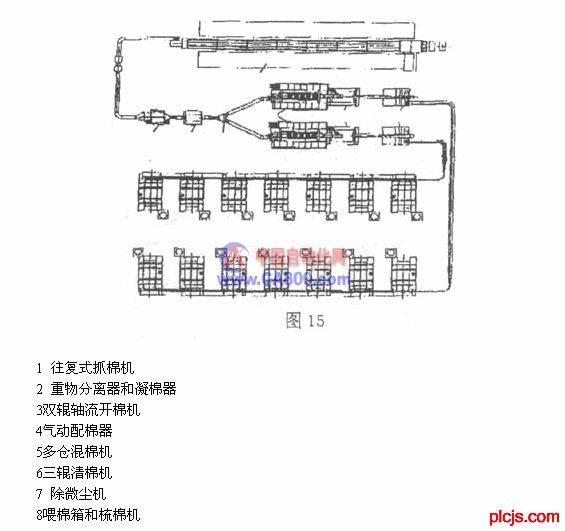
工艺流程为:FA006(附TF27)→AMP2000→FA016A(附A045B-5.5)→FA103→TF2212→
FA028(TV425)+FAl09→FAl51→(FAl77A+FA221B)× n
FA028(fV425)+PAl09→FAl51→(FAl77A+FA221B)×n其中n=3—9整数
(5)短流程纺化纤清梳联工艺该流程排列如图16所示:
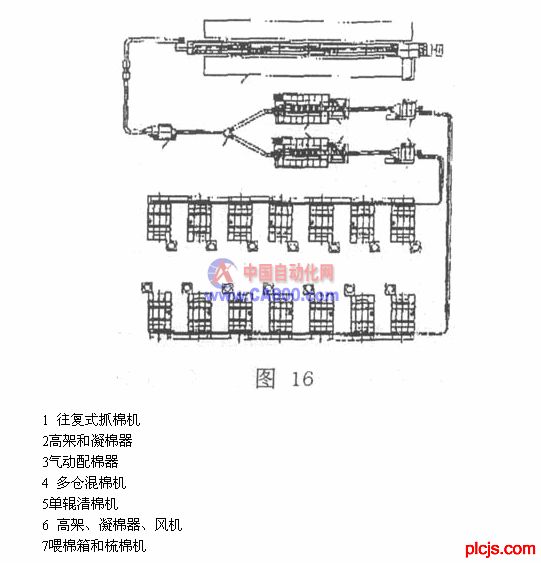
工艺流程为:
FA006(附TF27)→AMP2000→TF26(附A045B-5.5)→FA028(附TV425)+FA111A→TF26+附A045B)→TV425→(FA177A+FA221C)×n其中n=3—10整数
(6) 短流程即能纺棉又能纺化纤或同时即纺棉又纺化纤清梳联工艺流程 该流程排列如图17所示:
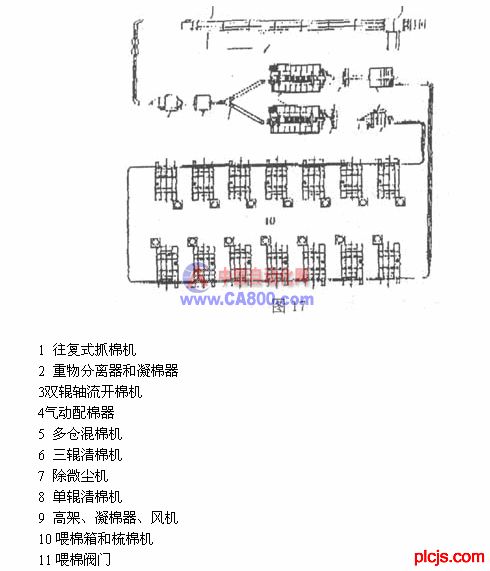
其工艺流程为:
FA006(附TF27)一AMP2000→TF30(附FA051A)→FA103(附TF2201 ×2
FA028(附TV425)+FAl09→FAl51→(FAl77A+FA221B)×n1 TF2212 ZFAl76-1300
FA028(附TV425)+FAlll→FAl51→(FAl77A+FA22lB)×(n-n1)其中n=18 n1=9、8、7、6、5FA111
配梳针滚筒打手梳棉机针布使用中性针布以上六种典型的清梳联工艺流程,具有以下共同工艺特点:
(1) 采用往复抓棉机,增大排包数量,一开始就将棉束抓小抓细抓匀,实现了”精细抓取”的工艺。
(2) 采用大容量多仓混棉机,提高混合均匀度,稳定了系统供棉,实现”大容量数理混棉”工艺。
(3) 贯彻了早落少碎,逐步开松的工艺思想,对棉束的开松做到自由打击到握持打击,由大到小逐步进行,减少纤维损伤,杂质早落、少碎,达到提高质量的目的。
(4) 清梳分工合理,在流程中的开清棉部分配置了逐步开松的打手,尤其是应用了锯齿辊筒以梳代打,采用分梳板加强开松、除杂效果,减轻梳棉机的负担,从而保证了生条质量。
(5) 可实现对原料分组抓取,同时纺两个品种,各品种对应梳棉机开台数可以调整。
(6) 为防止和减少设备意外事故,在流程中设计了多道除金属、去大杂装置。并可根据用户要求,配置防火装置。
(7) 在系统中设计了可供用户选择的连续或间歇吸落棉装置,避免了人工出落棉造成的停机,保证了系统的连续生产。
(8) 由于我厂清梳联流程中单元机种类齐全,形成系列化,使之能适应不同含杂的棉、麻、化纤、毛等多种原料的加工。
(9) 在开清棉向梳棉喂棉管道中采用了连续喂棉装置。这种以根据管道压力变化来进行变频无级调速喂棉装置的应用,提高了管道系统的工作效率(达100%),减少了管道压力波动和断续喂棉造成的冲击,稳,定了上棉箱的压力,对提高喂棉箱内棉层的均匀喂给和整个系统的稳定性起到了较大作用。过去在清梳联流程中,少开几台梳棉机,整个系统就无法正常工作。使用连续喂棉装置后,采用了两个自由度的PIK+模糊数字调节器进行控制,使供棉量能够稳定地适应梳棉机不同开台数,管道压力始终维持在800±20Pa的压力范围内,各棉箱的上棉箱棉层密度均匀。随着梳棉机开台数的变化,清棉机的给棉变频电机频率能够及时同步调整,达到了精密连续喂棉的目的,保证了系统的稳定性和生条的均匀性。
——可——编——程——控-制-器-技——术——门——户
清梳联合机工艺是纺织行业的一项新技术,是纺纱工艺的一项重大变革和成就。由于纺纱品种繁多,所用原料种类不同,再加上新型纺纱机的不断涌现,使得纺纱工艺的首道工序一清梳工艺种类也不计其数,按不同方法,其流程分类也不相同,但总的来说,可按该工序使用设备的多少和纺纱所用原料的不同分为如下几种流程:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(1)长流程纺纯棉清梳程工艺流程
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
该流程排列如图12所示:
WWW.PLCJS.COM——可编程控制器技术门户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
工艺流程为:FA006(附TF27)→FMP2000→FA016A(附AO45B-5.5)→FA103→FA022-6/8/10(附TF27)→FA106B(附A045B-5.5) →FA133→
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
FA031A(附A045B) +FA108E→(FA177A+FA221A、B或FA223)×n
——可——编——程——控-制-器-技——术——门——户
FA031(附A045B) +FA108E→(FA177A+FA221A、B或FA223)×n 其中n=2-9整数
WWW_PLC※JS_COM-PmLC-技.术_网
(2) 长流程纺化纤清梳联工艺流程该流程排列如图13所示:
P.L.C.技.术.网——可编程控制器技术门户
P.L.C.技.术.网——可编程控制器技术门户
工艺流程为:FA006(附TF27) →AMP2000→FA016A(附A045B-5.5) →FA022-6/8/10(附TF27) →106A(附A045B-5.5) →TF26(附A045B)→TF202B→(FA177A+FA221C)×n 其中n=3-10整数
WWW_PLCJS_COM-PLC-技.术_网
(3)长流程即能纺棉又能纺化纤清梳联工艺流程 该流程排列如图14所示:
W1WW_P4LCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
1 往复式抓棉机
WWcW_PLCJS_COM-PLC-技.术_网
2 自动混棉机
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
3 双辊轴流开棉机
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
4 多仓混棉机
WWW_P※LCJS_COM-PLC-)技.术_网
5 锯片滚筒开棉机
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
6 梳针滚筒开棉机
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
7给棉箱和锯齿开棉机
WWW_PLCJS_COM-PLC-技.术_网
8 除微尘机
WW.W_PLCJS_COM-PLC-技.术_网
9 喂棉箱和梳棉机
P.L.C.技.术.网——可编程控制器技术门户
工艺流程为:
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
FA006(附TF27→AMP2000→FA016A(附A045B-5.5) →FAl03(附TF2201×2) →FA022-6(TF27) →FA106B(附A045C-5.5) →FA106A(附A045C-5.5)→FA031A(附A045C)+FA221B或FA223) ×n 其中n=3-10整数,梳棉机使用中性针布。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(4) 短流程纺棉清梳联工艺 该流程排列如图15所示:
WWW.PLCJS.COM——可编程控制器技术门户
——可——编——程——控-制-器-技——术——门——户
工艺流程为:FA006(附TF27)→AMP2000→FA016A(附A045B-5.5)→FA103→TF2212→
WWW_PLCJS@_COM%-PLC-技.术_网
FA028(TV425)+FAl09→FAl51→(FAl77A+FA221B)× n
P.L.C.技.术.网——可编程控制器技术门户
FA028(fV425)+PAl09→FAl51→(FAl77A+FA221B)×n其中n=3—9整数
WWcW_PLCJS_COM-PLC-技.术_网
(5)短流程纺化纤清梳联工艺该流程排列如图16所示:
WWW_P※LCJS_COM-PLC-)技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
工艺流程为:
WWW_PLCJS_COM-PLC-技.术_网
FA006(附TF27)→AMP2000→TF26(附A045B-5.5)→FA028(附TV425)+FA111A→TF26+附A045B)→TV425→(FA177A+FA221C)×n其中n=3—10整数
WWW_P※LCJS_CO※M-PLC-技-.术_网
(6) 短流程即能纺棉又能纺化纤或同时即纺棉又纺化纤清梳联工艺流程 该流程排列如图17所示:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
W1WW_P4LCJS_COM-PLC-技.术_网
其工艺流程为:
W1WW_P4LCJS_COM-PLC-技.术_网
FA006(附TF27)一AMP2000→TF30(附FA051A)→FA103(附TF2201 ×2
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
FA028(附TV425)+FAl09→FAl51→(FAl77A+FA221B)×n1 TF2212 ZFAl76-1300
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
FA028(附TV425)+FAlll→FAl51→(FAl77A+FA22lB)×(n-n1)其中n=18 n1=9、8、7、6、5FA111
WWW_P※LCJS_CO※M-PLC-技-.术_网
配梳针滚筒打手梳棉机针布使用中性针布以上六种典型的清梳联工艺流程,具有以下共同工艺特点:
WWW_PLC※JS_COM-PmLC-技.术_网
(1) 采用往复抓棉机,增大排包数量,一开始就将棉束抓小抓细抓匀,实现了”精细抓取”的工艺。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(2) 采用大容量多仓混棉机,提高混合均匀度,稳定了系统供棉,实现”大容量数理混棉”工艺。
P.L.C.技.术.网——可编程控制器技术门户
(3) 贯彻了早落少碎,逐步开松的工艺思想,对棉束的开松做到自由打击到握持打击,由大到小逐步进行,减少纤维损伤,杂质早落、少碎,达到提高质量的目的。
WWW_PL※CJS_COM-PLC-技.术_网
(4) 清梳分工合理,在流程中的开清棉部分配置了逐步开松的打手,尤其是应用了锯齿辊筒以梳代打,采用分梳板加强开松、除杂效果,减轻梳棉机的负担,从而保证了生条质量。
WWW_PLCJS_COM-PLC-技.术_网
(5) 可实现对原料分组抓取,同时纺两个品种,各品种对应梳棉机开台数可以调整。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(6) 为防止和减少设备意外事故,在流程中设计了多道除金属、去大杂装置。并可根据用户要求,配置防火装置。
WWcW_PLCJS_COM-PLC-技.术_网
(7) 在系统中设计了可供用户选择的连续或间歇吸落棉装置,避免了人工出落棉造成的停机,保证了系统的连续生产。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(8) 由于我厂清梳联流程中单元机种类齐全,形成系列化,使之能适应不同含杂的棉、麻、化纤、毛等多种原料的加工。
WW.W_PLCJS_COM-PLC-技.术_网
(9) 在开清棉向梳棉喂棉管道中采用了连续喂棉装置。这种以根据管道压力变化来进行变频无级调速喂棉装置的应用,提高了管道系统的工作效率(达100%),减少了管道压力波动和断续喂棉造成的冲击,稳,定了上棉箱的压力,对提高喂棉箱内棉层的均匀喂给和整个系统的稳定性起到了较大作用。过去在清梳联流程中,少开几台梳棉机,整个系统就无法正常工作。使用连续喂棉装置后,采用了两个自由度的PIK+模糊数字调节器进行控制,使供棉量能够稳定地适应梳棉机不同开台数,管道压力始终维持在800±20Pa的压力范围内,各棉箱的上棉箱棉层密度均匀。随着梳棉机开台数的变化,清棉机的给棉变频电机频率能够及时同步调整,达到了精密连续喂棉的目的,保证了系统的稳定性和生条的均匀性。
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行