浅议两种混凝土搅拌楼(站)的自动控制系统
日期:2009-6-14 23:13:42 来源:中国工控网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
【论文摘要】随着我国经济快速增长及科学技术的高速进步,基础设施建设规模不断扩大,机械设备在建设施工中的地位日益提高。加强建设施工队伍的装备是改善施工条件,提高施工速度、工程质量和经济效益的重要保障。
为改善工作条件、提高生产率,现代混凝土机械日渐向高技术、高效能、多品种、自动化和智能化的方向发展。现代混凝土搅拌楼(站)的控制已从手动按扭方式发展到利用计算机全自动控制方式和辅助手动操作并用。目前,常用的混凝土搅拌楼(站)全自动控制系统有两种;“工控机+PLC”结构和工控机全控方式。本文主要以工控机全控方式详细介绍全自动控制系统。
1 “工控机+PLC”结构
“工控机+PLC”结构,即硬件上采用工控机,软件上发挥专有搅拌设备生产工艺以及机械性能,搞独特的控制模式。其硬件主要含:配料控制器、PLC可编程控制器及工控机。整个控制程序分成两大部分,即工控机程序和PLC程序。工控机程序为主控程序,包括控制参数修改、实时监控、通信处理、级配登录、数据管理等;PLC程序实时处理输入输出、开关信号输入输出、AD 模拟处理,响应工控机通信命令等。其系统框图如图1所示:
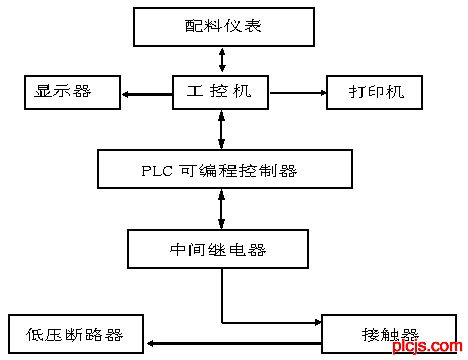
图1 “工控机+PLC”系统框图
2 工控机全控方式
2.1 系统组成
工控机全控方式即以工控机为核心,通过输入输出卡,通讯板卡等与配料仪表,中间继电器等相连,工控机程序控制中间继电器的动作,再由中间继电器的动作来控制动力配电盘/柜中的接触器以及各个阀门的电磁线圈等,完成投料、放料等各个生产环节,处理各项生产管理数据及远程联网等功 能。系统框图如图2所示:
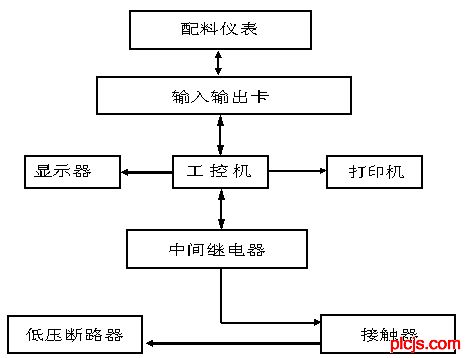
图2 工控机全控方式系统框图
软件系统从各种数据采集卡实时采集数据,发出命令并监控系统运行、控制参数处理、输入输出控制配料过程控制、投料过程控制、搅拌运行控制生产。工控机程序基于Window98平台,充分利用了Window强大的图形编缉功能,以动画方式显示设备的运行状态,方便地构成监控画面和实现控制功能,并可生成报表、历史数据库等。
2.2 工作原理
称重仪表(见图3)通过RSC232数据总线将当前的称重数据发往计算机,计算机也通过RCS232数据总线对配料仪表的某些参数进行设置。具体操作如下:
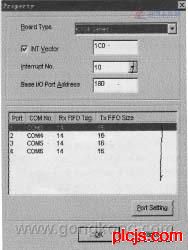
图3 称重仪表
在计算机内安装一块MOXA公司的C104增加4个RSC232通讯口,如果使用的称重仪表数量多,应选其它型号的通讯卡,例如MOXA的C168,增加8个RSC232通讯口。通讯卡的安装十分简单,将 C104卡安装在计算机空闲槽内之后,运行安装程序,之后即可在计算机的设备配置栏内查到新增加 了4个通讯端口。
混凝土搅拌站通常要求手动/半自动/自动/自动控制。选用PCL-724输入输出卡,每块PCL-724 提供24路开关量控制,将PCL-744端口与PCLD-785,PCLD-782相接,即可构成基本的输入/输出环境。PCLD-785板上提供24路开关量输出控制,PCLD-782提供24路光耦输入(见图4)。
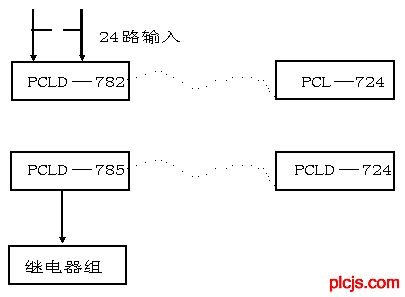
图4 手动/半自动/自动控制
由于选用了光耦合电路的输入板为计算机的安全运行创造了有利条件。在PCL-724上有微支微动 开关,用来设置地址,以便计算机能识别使用PCL-724卡。
PCL-724的制造商通常会提供测试程序及通用驱动程序模块,编程人员将驱动模块联接到应用程 序中,即可方便地读写指定端口的PCL-724。通讯参数设置如下(见图5)
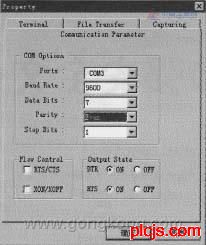
图5 PCL-724输入输出卡
此外,MOXA厂商还提供了一套通讯测试程序,可以用于测试称重仪表发来的数据是否正确接 收,测试时要正确设置通讯参数,使之与仪表发送的数据规则一致。通讯测试如下图所示
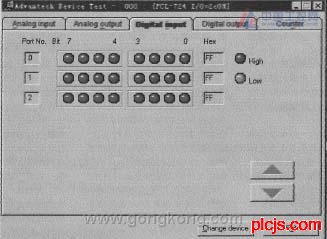
图6 通讯测试
此种控制方式与“工控机+PLC”结构不同之处是将PLC可编程控制器的软件部分编写入工控机软件内,充分利用了工控机自身的功能,大大减化了电控系统结构,使得电控系统的维护和使用变 得更加简单。
3 常用的两种全自动控制系统的功能特点
(1)具有电脑控制管理的全自动生产和手动生产功能;
(2)系统电脑根据用户设定的搅拌量,自动调整配方,称重误差自动修正功能;
(3)生产资料存储、查询、统计、打印等功能;
(4)生产量和材料消耗量统计功能;
(5)根据混凝土生产工艺可设定水泥、水、添加剂的落料秩序,如实现添加剂后加法,以提高混凝土的质量;
(6)水泥仓物料管理功能。可进行来料登记、物料消耗及当前物料仓储情况查询,仓内的物料高度 直接显示在生产界面上;
(7)安全检查功能入超差检查功能。有效消除闸门开、闭不到位等异常情况的影响,计量超差给 出提示,等待处理及继续键的输入;
(8)可根据砂含水量随时手动调节水的配料份量;
(9)由于采用了高集成电路,使电路更为简洁,可靠性更高,并在线路中加进了独特的抗干扰措施,使仪器能在恶劣的现场环境中稳定、可靠地使用,除添加剂精确到0.01kg外,其它仪表精度是1kg。
4 全自动控制系统使用中存在的问题及原因
生产中全自动控制系统有时不够可靠稳定,理论生产率与实际生产率存在较大的差距,产生此问题的主要原因是:
(1)先进的控制系统需要良好的机械配合才能发挥最大功效。机械配置性能优越可靠,总体配套设计合理,控制系统的功能才能得到充分体现;
(2)贮料设备、卸料设备的合理设计,将大大缩短卸料及配料时间,缩短生产周期,提高生产率。特别是水泥混凝土楼(站)中大骨料的闸门,极易出现闸门开/闭不到位及卡料等异常情况,使得连续生产被打断,影响了全自动控制系统的生产过程;
(3)只有选用灵敏可靠的电器元件,为控制系统提供及时准确的信号传送,才能保证自动系统的连续进行。因此日常维护中必须要对各信号元件进行检查,发现损坏要选用灵敏可靠的电器元件予以更换。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
【论文摘要】随着我国经济快速增长及科学技术的高速进步,基础设施建设规模不断扩大,机械设备在建设施工中的地位日益提高。加强建设施工队伍的装备是改善施工条件,提高施工速度、工程质量和经济效益的重要保障。
WWW_PLCJS@_COM%-PLC-技.术_网
为改善工作条件、提高生产率,现代混凝土机械日渐向高技术、高效能、多品种、自动化和智能化的方向发展。现代混凝土搅拌楼(站)的控制已从手动按扭方式发展到利用计算机全自动控制方式和辅助手动操作并用。目前,常用的混凝土搅拌楼(站)全自动控制系统有两种;“工控机+PLC”结构和工控机全控方式。本文主要以工控机全控方式详细介绍全自动控制系统。
WWW_PLC※JS_COM-PmLC-技.术_网
1 “工控机+PLC”结构
WWW_PLCJS_COM-PLC-技.术_网
“工控机+PLC”结构,即硬件上采用工控机,软件上发挥专有搅拌设备生产工艺以及机械性能,搞独特的控制模式。其硬件主要含:配料控制器、PLC可编程控制器及工控机。整个控制程序分成两大部分,即工控机程序和PLC程序。工控机程序为主控程序,包括控制参数修改、实时监控、通信处理、级配登录、数据管理等;PLC程序实时处理输入输出、开关信号输入输出、AD 模拟处理,响应工控机通信命令等。其系统框图如图1所示:
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
图1 “工控机+PLC”系统框图
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2 工控机全控方式
W1WW_P4LCJS_COM-PLC-技.术_网
2.1 系统组成
W1WW_P4LCJS_COM-PLC-技.术_网
工控机全控方式即以工控机为核心,通过输入输出卡,通讯板卡等与配料仪表,中间继电器等相连,工控机程序控制中间继电器的动作,再由中间继电器的动作来控制动力配电盘/柜中的接触器以及各个阀门的电磁线圈等,完成投料、放料等各个生产环节,处理各项生产管理数据及远程联网等功 能。系统框图如图2所示:
WW.W_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图2 工控机全控方式系统框图
WWW.PLCJS.COM——可编程控制器技术门户
软件系统从各种数据采集卡实时采集数据,发出命令并监控系统运行、控制参数处理、输入输出控制配料过程控制、投料过程控制、搅拌运行控制生产。工控机程序基于Window98平台,充分利用了Window强大的图形编缉功能,以动画方式显示设备的运行状态,方便地构成监控画面和实现控制功能,并可生成报表、历史数据库等。
WWcW_PLCJS_COM-PLC-技.术_网
2.2 工作原理
plcjs.技.术_网
称重仪表(见图3)通过RSC232数据总线将当前的称重数据发往计算机,计算机也通过RCS232数据总线对配料仪表的某些参数进行设置。具体操作如下:
WWcW_PLCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
图3 称重仪表
W1WW_P4LCJS_COM-PLC-技.术_网
在计算机内安装一块MOXA公司的C104增加4个RSC232通讯口,如果使用的称重仪表数量多,应选其它型号的通讯卡,例如MOXA的C168,增加8个RSC232通讯口。通讯卡的安装十分简单,将 C104卡安装在计算机空闲槽内之后,运行安装程序,之后即可在计算机的设备配置栏内查到新增加 了4个通讯端口。
WWcW_PLCJS_COM-PLC-技.术_网
混凝土搅拌站通常要求手动/半自动/自动/自动控制。选用PCL-724输入输出卡,每块PCL-724 提供24路开关量控制,将PCL-744端口与PCLD-785,PCLD-782相接,即可构成基本的输入/输出环境。PCLD-785板上提供24路开关量输出控制,PCLD-782提供24路光耦输入(见图4)。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
plcjs.技.术_网
图4 手动/半自动/自动控制
W1WW_P4LCJS_COM-PLC-技.术_网
由于选用了光耦合电路的输入板为计算机的安全运行创造了有利条件。在PCL-724上有微支微动 开关,用来设置地址,以便计算机能识别使用PCL-724卡。
P.L.C.技.术.网——可编程控制器技术门户
PCL-724的制造商通常会提供测试程序及通用驱动程序模块,编程人员将驱动模块联接到应用程 序中,即可方便地读写指定端口的PCL-724。通讯参数设置如下(见图5)
plcjs.技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WW.W_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图5 PCL-724输入输出卡
WWW_P※LCJS_COM-PLC-)技.术_网
此外,MOXA厂商还提供了一套通讯测试程序,可以用于测试称重仪表发来的数据是否正确接 收,测试时要正确设置通讯参数,使之与仪表发送的数据规则一致。通讯测试如下图所示
P.L.C.技.术.网——可编程控制器技术门户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PL※CJS_COM-PLC-技.术_网
图6 通讯测试
WW.W_PLC※JS_C,OM-PL,C-技.术_网
此种控制方式与“工控机+PLC”结构不同之处是将PLC可编程控制器的软件部分编写入工控机软件内,充分利用了工控机自身的功能,大大减化了电控系统结构,使得电控系统的维护和使用变 得更加简单。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
3 常用的两种全自动控制系统的功能特点
——可——编——程——控-制-器-技——术——门——户
(1)具有电脑控制管理的全自动生产和手动生产功能;
WWW_PLCJS@_COM%-PLC-技.术_网
(2)系统电脑根据用户设定的搅拌量,自动调整配方,称重误差自动修正功能;
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(3)生产资料存储、查询、统计、打印等功能;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
(4)生产量和材料消耗量统计功能;
WWW.PLCJS.COM——可编程控制器技术门户
(5)根据混凝土生产工艺可设定水泥、水、添加剂的落料秩序,如实现添加剂后加法,以提高混凝土的质量;
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(6)水泥仓物料管理功能。可进行来料登记、物料消耗及当前物料仓储情况查询,仓内的物料高度 直接显示在生产界面上;
WWW_P※LCJS_COM-PLC-)技.术_网
(7)安全检查功能入超差检查功能。有效消除闸门开、闭不到位等异常情况的影响,计量超差给 出提示,等待处理及继续键的输入;
WWW_PLCJS_COM-PLC-技.术_网
(8)可根据砂含水量随时手动调节水的配料份量;
WWW_PLCJS_COM-PLC-技.术_网
(9)由于采用了高集成电路,使电路更为简洁,可靠性更高,并在线路中加进了独特的抗干扰措施,使仪器能在恶劣的现场环境中稳定、可靠地使用,除添加剂精确到0.01kg外,其它仪表精度是1kg。
WWW_PLCJS_COM-PLC-技.术_网
4 全自动控制系统使用中存在的问题及原因
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
生产中全自动控制系统有时不够可靠稳定,理论生产率与实际生产率存在较大的差距,产生此问题的主要原因是:
WWW_PLCJS@_COM%-PLC-技.术_网
(1)先进的控制系统需要良好的机械配合才能发挥最大功效。机械配置性能优越可靠,总体配套设计合理,控制系统的功能才能得到充分体现;
WWW_PL※CJS_COM-PLC-技.术_网
(2)贮料设备、卸料设备的合理设计,将大大缩短卸料及配料时间,缩短生产周期,提高生产率。特别是水泥混凝土楼(站)中大骨料的闸门,极易出现闸门开/闭不到位及卡料等异常情况,使得连续生产被打断,影响了全自动控制系统的生产过程;
WWW_PLCJS@_COM%-PLC-技.术_网
(3)只有选用灵敏可靠的电器元件,为控制系统提供及时准确的信号传送,才能保证自动系统的连续进行。因此日常维护中必须要对各信号元件进行检查,发现损坏要选用灵敏可靠的电器元件予以更换。
——可——编——程——控-制-器-技——术——门——户
本新闻共2页,当前在第1页1 2
WWW_PL※CJS_COM-PLC-技.术_网
上一篇: 浅谈轧机AGC及伺服控制系统的应用下一篇: 窄带钢五机架冷连轧机电气控制系统
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行