窄带钢五机架冷连轧机电气控制系统
日期:2009-6-14 23:13:42 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
[摘要]介绍一种五机架窄带钢冷连轧机的电气控制系统,特别是PLC的系统组成和传动装置、机列速度和张力闭环的控制方法及实际效果。
关键词 冷连轧机、德国VIPA(惠朋)PLC、英国CT全数字直流调速装置、级联、张力
1、引言
冷轧窄带钢有着非常好的市场,但很多生产厂的轧机设备比较陈旧,特别是电气的装机水平和控制性能较差,直接影响到产品的质量、成材率和产量,当然也影响了企业的经济效益。总结前人的窄带钢冷轧机电控装置的设计生产经验,结合用户的具体要求,本着高性能,低成本的原则,选择德国VIPA 300S系列PLC和英国CT不可逆全数字直流调速装置MENTOR-Ⅱ为控制核心,设计制造了一套五机架冷连轧机的电气控制系统,而且实现了速度的级联控制和张力的闭环控制,大大提高了设备和产品的各项性能指标,取得了较明显的经济效益。
2、系统介绍
2.1 机组情况
五机架冷连轧机是由开卷机、螺旋储料装置、1-5#四辊冷轧机和卷取机等主要机械设备组成,全线没有活套机构,在1-2#、2-3#、3-4#和4-5#机架间设有张力计,1#机架入口和5#机架出口各有一台测厚仪,以测量来料厚度和成品厚度;每个机架为独立的直流传动系统,1-5#四辊冷轧机均为工作辊传动,辊缝按工艺人工摆放,压下控制采用四象限全数字直流调速装置电动压下替代交流电动压下,卷取机也采用了四象限直流传动系统。图1是机组的组成图。

图1 窄带钢五机架冷连轧机布置图
2.2 电气系统
针对窄带钢五机架冷连轧机的工艺特点,选择高性能的控制元器件是满足控制要求的关键。作为控制核心的PLC,选择了VIPA公司300S系列的CPU作为PROFIBUS系统的主站,在主操作台设置了IM253DP从站和一块TP270触摸屏,在两个压下控制柜和卷取控制柜分别设置了S7-200从站,同时控制1-5#机架的直流控制装置都安装了PROFIBUS扩展板MD24,在1-5#机架的机旁操作箱以及卷取操作台都分别设置了VIPA公司的IM253DP作为从站。
该套PLC系统,以VIPA公司的Speed7系列的CPU 315-2AG12作为主站,从站数量达到了16个。作为主站的CPU 315-2AG12,本机自带1M内存(50%程序,50%数据),运算速度高达每毫秒100,000指令,主要采集各个从站的数据,同时向各个从站传递指令,控制整个轧机;1-5#机架从站主要功能是接受主站传输的指令和数据(例如合闸、运行、速度给定等)以控制每个机架电机,同时向主站传递信息和数据(例如故障、速度反馈、电流反馈等)以反映每个机架电机的状态;1-5#架旁操作箱从站分别采集各个机架控制的开关量信号;卷取机从站主要功能是传递卷取电机的各种信息和接受主站的各种指令,同时还进行卷取卷径的计算以实现张力恒定;两个压下从站的功能是控制1-5#压下十台电机,同时还计算2#和5#压下驱动侧和操作侧的位置;系统200V从站主要采集主操作台对整个机列的操作信号;TP270触摸屏,通过MPI与CPU 315-2AG12通讯,主要用于显示各种机列数据(例如机列速度、卷取卷径和设备的故障情况等)。
在本控制系统中,大量选用VIPA公司的IM253DP作为从站,是节省投资的另一个主要方面。IM253DP具有很高的性价比,使用上可以和ET200M相媲美;同时VIPA公司的IM253DP的尺寸较小,采用35mm标准导轨安装,可以减小机旁操作箱的尺寸,接线采用弹簧卡接的型式,快速,可靠。图2是PLC的配置图

图2 五机架冷连轧机PLC系统配置图
直流电机的直流驱动单元采用的是C.T公司的MENTOR--Ⅱ系列全数字直流控制装置。该系列全数字直流控制装置具有典型的双闭环控制特性,全数字菜单式参数设定,并可在线调整,可编程的模拟量和开关量输入输出,速度反馈可选择电枢电压、测速发电机和码盘,电流环参数自整定功能,装置自检功能,自带小功率磁场驱动及可配套的磁场控制模块FXM5。为了节省投资,1-5#机架直流驱动单元都选用单象限工作的不可逆全数字直流控制装置及磁场控制模块FXM5,采用磁场换向的控制方式,满足点动时对反向的工作要求。
3、系统的控制功能
窄带钢五机架冷连轧机的电气控制系统需要实现:机列的逻辑控制、直流传动控制、速度级联控制、机架间张力闭环控制和卷取张力控制。
3.1 机列的逻辑控制和直流传动控制
这两部分的控制属于基本控制,逻辑控制上主要是在容错方面做了较多工作,因为直流装置采用的是不可逆装置,而工作中,各单机又需要反向点动,做好电机磁场的换向及避免各种误操作对设备造成损坏尤为重要。直流传动控制由于采用了全数字直流控制装置,保证了对给定信号的快速精确和稳定可靠地响应,并能准确地反馈各种信号。
3.2 速度级联控制
在冷连轧机的轧制过程中,各机架的速度匹配关系应始终遵循金属秒流量相等的原则,针对五机架连轧机,确定3#机架为机列速度基准机架,1#和2#机架按逆向级联方式进行,4#和5#机架按顺向级联方式进行。
按照金属秒流量相等的原则,第i机架的速度计算公式是:
Vi=Vi+1/Ki+1
公式中,Vi是本机架的出口线速度,Vi+1是相邻下游机架的出口线速度,Ki+1是相邻下游机架的延伸率。
有三个信号对各机架的速度产生影响:一是机列的主速度给定,根据主操作手给定的机列速度,按相应的级联关系分配给各机架;二是各机架的速度微调,3#机架是基准机架,不需要速度微调,1#、2#和4#、5#机架在操作台上各有一个微调电位器,1#和5#机架是级联终端,它们的微调Vw1、 Vw5分别只对本机架产生影响,而2#和4#机架的微调除了影响本机架,还应级联调节1#和5#机架;三是张力闭环调节信号,1-2#机架间的张力调节信号Vz12,附加给1#机架的速度给定,2-3#机架间的张力调节信号Vz23,除了附加给2#机架,还要级联到1#机架,3-4#机架间的张力调节信号Vz34,附加给4#机架,4-5#机架间的张力调节信号Vz45,除了附加给4#机架,还要级联到5#机架,各机架的最终速度给定如下:
5#机架:V5=V4*K5 +Vz45+Vw5
4#机架:V4=V3*K4 +Vz34+Vw4
2#机架:V2=V3/K3 +Vz23+Vw2
1#机架:V1=V2/K2 +Vz12+Vw1
作为1#和5#机架的速度微调,因为它们只影响本机架的速度给定,其实是可以直接进直流控制器的,但是为了充分利用PLC资源,利用PROFIBUS的优点,减少现场布线,所以将各微调信号都送到了PLC。
3.3 张力闭环控制
连轧机机架间张力的变化主要是由金属秒流量的变化引起的,由于在轧制过程中,辊缝基本上是不做调节的,所以改变轧机的速度就能改变金属秒流量,从而达到控制张力的目的。
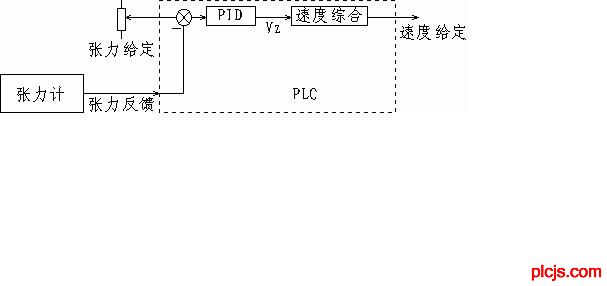
轧制过程中,PLC定时对机架间的张力反馈值进行采样,根据相应的张力给定计算出张力偏差值,调用PID控制指令,计算出张力调节信号,变换为速度信号形式,分配给相应的机架,达到通过速度实现对张力控制的目的。图3 是张力控制框图
WWcW_PLCJS_COM-PLC-技.术_网
[摘要]介绍一种五机架窄带钢冷连轧机的电气控制系统,特别是PLC的系统组成和传动装置、机列速度和张力闭环的控制方法及实际效果。
WWW_PL※CJS_COM-PLC-技.术_网
关键词 冷连轧机、德国VIPA(惠朋)PLC、英国CT全数字直流调速装置、级联、张力
——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
1、引言
WWW_PLC※JS_COM-PmLC-技.术_网
冷轧窄带钢有着非常好的市场,但很多生产厂的轧机设备比较陈旧,特别是电气的装机水平和控制性能较差,直接影响到产品的质量、成材率和产量,当然也影响了企业的经济效益。总结前人的窄带钢冷轧机电控装置的设计生产经验,结合用户的具体要求,本着高性能,低成本的原则,选择德国VIPA 300S系列PLC和英国CT不可逆全数字直流调速装置MENTOR-Ⅱ为控制核心,设计制造了一套五机架冷连轧机的电气控制系统,而且实现了速度的级联控制和张力的闭环控制,大大提高了设备和产品的各项性能指标,取得了较明显的经济效益。
WWW.PLCJS.COM——可编程控制器技术门户
2、系统介绍
WWcW_PLCJS_COM-PLC-技.术_网
2.1 机组情况
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
五机架冷连轧机是由开卷机、螺旋储料装置、1-5#四辊冷轧机和卷取机等主要机械设备组成,全线没有活套机构,在1-2#、2-3#、3-4#和4-5#机架间设有张力计,1#机架入口和5#机架出口各有一台测厚仪,以测量来料厚度和成品厚度;每个机架为独立的直流传动系统,1-5#四辊冷轧机均为工作辊传动,辊缝按工艺人工摆放,压下控制采用四象限全数字直流调速装置电动压下替代交流电动压下,卷取机也采用了四象限直流传动系统。图1是机组的组成图。
WWW_PLC※JS_COM-PmLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图1 窄带钢五机架冷连轧机布置图
plcjs.技.术_网
2.2 电气系统
WWW_P※LCJS_CO※M-PLC-技-.术_网
针对窄带钢五机架冷连轧机的工艺特点,选择高性能的控制元器件是满足控制要求的关键。作为控制核心的PLC,选择了VIPA公司300S系列的CPU作为PROFIBUS系统的主站,在主操作台设置了IM253DP从站和一块TP270触摸屏,在两个压下控制柜和卷取控制柜分别设置了S7-200从站,同时控制1-5#机架的直流控制装置都安装了PROFIBUS扩展板MD24,在1-5#机架的机旁操作箱以及卷取操作台都分别设置了VIPA公司的IM253DP作为从站。
WWW_PLC※JS_COM-PmLC-技.术_网
该套PLC系统,以VIPA公司的Speed7系列的CPU 315-2AG12作为主站,从站数量达到了16个。作为主站的CPU 315-2AG12,本机自带1M内存(50%程序,50%数据),运算速度高达每毫秒100,000指令,主要采集各个从站的数据,同时向各个从站传递指令,控制整个轧机;1-5#机架从站主要功能是接受主站传输的指令和数据(例如合闸、运行、速度给定等)以控制每个机架电机,同时向主站传递信息和数据(例如故障、速度反馈、电流反馈等)以反映每个机架电机的状态;1-5#架旁操作箱从站分别采集各个机架控制的开关量信号;卷取机从站主要功能是传递卷取电机的各种信息和接受主站的各种指令,同时还进行卷取卷径的计算以实现张力恒定;两个压下从站的功能是控制1-5#压下十台电机,同时还计算2#和5#压下驱动侧和操作侧的位置;系统200V从站主要采集主操作台对整个机列的操作信号;TP270触摸屏,通过MPI与CPU 315-2AG12通讯,主要用于显示各种机列数据(例如机列速度、卷取卷径和设备的故障情况等)。
WWW_PLCJS_COM-PLC-技.术_网
在本控制系统中,大量选用VIPA公司的IM253DP作为从站,是节省投资的另一个主要方面。IM253DP具有很高的性价比,使用上可以和ET200M相媲美;同时VIPA公司的IM253DP的尺寸较小,采用35mm标准导轨安装,可以减小机旁操作箱的尺寸,接线采用弹簧卡接的型式,快速,可靠。图2是PLC的配置图
P.L.C.技.术.网——可编程控制器技术门户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图2 五机架冷连轧机PLC系统配置图
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
直流电机的直流驱动单元采用的是C.T公司的MENTOR--Ⅱ系列全数字直流控制装置。该系列全数字直流控制装置具有典型的双闭环控制特性,全数字菜单式参数设定,并可在线调整,可编程的模拟量和开关量输入输出,速度反馈可选择电枢电压、测速发电机和码盘,电流环参数自整定功能,装置自检功能,自带小功率磁场驱动及可配套的磁场控制模块FXM5。为了节省投资,1-5#机架直流驱动单元都选用单象限工作的不可逆全数字直流控制装置及磁场控制模块FXM5,采用磁场换向的控制方式,满足点动时对反向的工作要求。
WW.W_PLCJS_COM-PLC-技.术_网
3、系统的控制功能
P.L.C.技.术.网——可编程控制器技术门户
窄带钢五机架冷连轧机的电气控制系统需要实现:机列的逻辑控制、直流传动控制、速度级联控制、机架间张力闭环控制和卷取张力控制。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3.1 机列的逻辑控制和直流传动控制
WWW_PLCJS@_COM%-PLC-技.术_网
这两部分的控制属于基本控制,逻辑控制上主要是在容错方面做了较多工作,因为直流装置采用的是不可逆装置,而工作中,各单机又需要反向点动,做好电机磁场的换向及避免各种误操作对设备造成损坏尤为重要。直流传动控制由于采用了全数字直流控制装置,保证了对给定信号的快速精确和稳定可靠地响应,并能准确地反馈各种信号。
WWW_PLC※JS_COM-PmLC-技.术_网
3.2 速度级联控制
WW.W_PLC※JS_C,OM-PL,C-技.术_网
在冷连轧机的轧制过程中,各机架的速度匹配关系应始终遵循金属秒流量相等的原则,针对五机架连轧机,确定3#机架为机列速度基准机架,1#和2#机架按逆向级联方式进行,4#和5#机架按顺向级联方式进行。
——可——编——程——控-制-器-技——术——门——户
按照金属秒流量相等的原则,第i机架的速度计算公式是:
WWW_PLCJS@_COM%-PLC-技.术_网
Vi=Vi+1/Ki+1
WWcW_PLCJS_COM-PLC-技.术_网
公式中,Vi是本机架的出口线速度,Vi+1是相邻下游机架的出口线速度,Ki+1是相邻下游机架的延伸率。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
有三个信号对各机架的速度产生影响:一是机列的主速度给定,根据主操作手给定的机列速度,按相应的级联关系分配给各机架;二是各机架的速度微调,3#机架是基准机架,不需要速度微调,1#、2#和4#、5#机架在操作台上各有一个微调电位器,1#和5#机架是级联终端,它们的微调Vw1、 Vw5分别只对本机架产生影响,而2#和4#机架的微调除了影响本机架,还应级联调节1#和5#机架;三是张力闭环调节信号,1-2#机架间的张力调节信号Vz12,附加给1#机架的速度给定,2-3#机架间的张力调节信号Vz23,除了附加给2#机架,还要级联到1#机架,3-4#机架间的张力调节信号Vz34,附加给4#机架,4-5#机架间的张力调节信号Vz45,除了附加给4#机架,还要级联到5#机架,各机架的最终速度给定如下:
WWW_PLC※JS_COM-PmLC-技.术_网
5#机架:V5=V4*K5 +Vz45+Vw5
WWW_P※LCJS_CO※M-PLC-技-.术_网
4#机架:V4=V3*K4 +Vz34+Vw4
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2#机架:V2=V3/K3 +Vz23+Vw2
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
1#机架:V1=V2/K2 +Vz12+Vw1
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
作为1#和5#机架的速度微调,因为它们只影响本机架的速度给定,其实是可以直接进直流控制器的,但是为了充分利用PLC资源,利用PROFIBUS的优点,减少现场布线,所以将各微调信号都送到了PLC。
——可——编——程——控-制-器-技——术——门——户
3.3 张力闭环控制
WWW_PL※CJS_COM-PLC-技.术_网
连轧机机架间张力的变化主要是由金属秒流量的变化引起的,由于在轧制过程中,辊缝基本上是不做调节的,所以改变轧机的速度就能改变金属秒流量,从而达到控制张力的目的。
WWW_P※LCJS_CO※M-PLC-技-.术_网
轧制过程中,PLC定时对机架间的张力反馈值进行采样,根据相应的张力给定计算出张力偏差值,调用PID控制指令,计算出张力调节信号,变换为速度信号形式,分配给相应的机架,达到通过速度实现对张力控制的目的。图3 是张力控制框图
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
本新闻共2页,当前在第1页1 2
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
上一篇: 浅议两种混凝土搅拌楼(站)的自动控制系统下一篇: PLC模块化编程在废烟支回收系统的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行