冲注码选择
日期:2008-2-18 13:03:00 来源:本站整理
点击: 作者:潘亮
点击: 作者:潘亮
点击【 大 中 小 】放大字体.
门体的冲注量多少是由冲注头打开时间长短决定的,工艺规定门体冲注量误差在正负50克范围内,在生产工艺中它是最重要的,但它是受发泡机PLC控制的并不是由门发泡直接控制的,怎样才能使冲注量受门发泡的PLC控制呢?
我们的解决办法是用门发泡的PLC去控制几个小继电器,让不同的冲注码与不同输出继电器一一对应,这样我们需要占用10个左右的输出点。不过根据前面的思路,我们也只需控制4个继电器就够了,让不同的冲注码与4个继电器的不同输出通断组合一一对应就行了,最后让这些继电器的不同通断组合使发泡机PLC得到不同的输入组合,再让发泡机PLC根据这些不同的组合,自动选择不同的时间对相应的门体进行冲注,这些继电器的不同组合,我们叫它为冲注码。一般情况下,10个夹具上的门体因型号不同会有2~5种冲注码,所以我们用了4个继电器,它们可以组成16种冲注码,这样冲注码的数量就够用了;另根据实测,冲注头注料速度一般为250克/秒,而发泡机PLC能把冲注时间参数控制在0.01秒以内,也就是说理想情况下误差正负2.5克,完全能满足生产工艺要求。
我们设想把4个冲注码输出继电器分别接在PLC的00403、00404、00405、00406,在门体需冲注时,让PLC把该门的冲注码设置值读入一个公共通道DM300,再通过比较电路把设置的常数让其中一个对应的辅助继电器接通(05100~05109),最后用BCD码转化电路使PLC输出继电器00403~00406输出对应的继电器通断组合,这样就实现了冲注码的自动识别。具体它们之间的关系见表2。
表2
根据前面的设想,以7号夹具左门并选此门冲注量为7为例,我们可编出如下程序图(见图3)。
图3
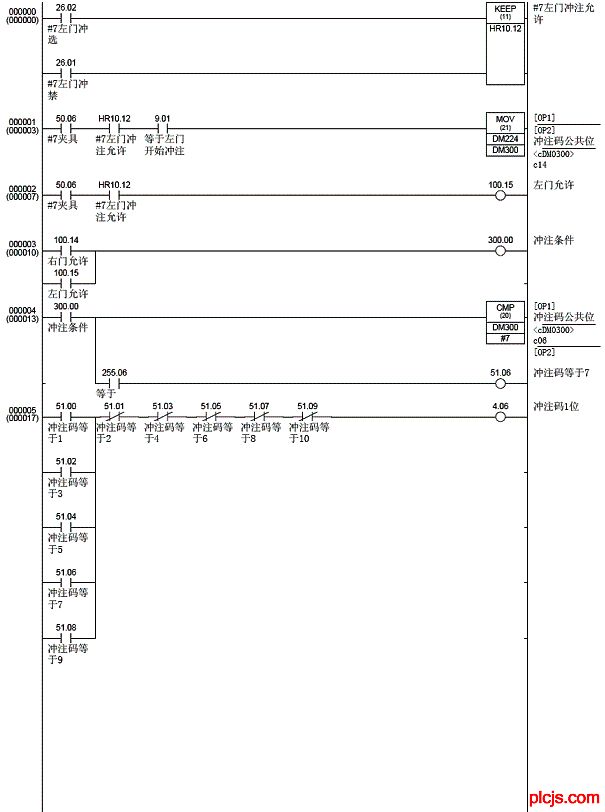
续图3
原理如下:在触摸屏中把7号夹具左门冲注选择允许(02602通),再选择此门的冲注码选择,范围应在常数0~10内,我们选择7,那么常数7就以BCD码的形式被读入7号夹具左门冲注码设置通道DM224。
当02602接通时,HR1012就接通保持,这里之所以选择记忆继电器是为了断电后不会使触摸屏的设置内容丢失。当线体运行到7号夹具在正常工作位时,05006就接通(见夹具识别),05006和HR1012的常开都闭合使10015接通,10015的常开也闭合使30000接通,冲注码识别电路开始工作,在门体冲注前DM300的内容应为0(详见附录程序图第145段),00403~00406不输出。当冲注电机运行到冲注位置时,00901接通,移位指令MOV把该门的冲注码设置值DM224中的内容以BCD码的方式送入冲注公共通道DM300,再通过比较电路把DM300的内容与常数0~10比较,由于设置的是常数7,那么继电器05106就接通,然后在BCD码转化电路使PLC输出继电器00404、00405、00406输出00403断开。如选择的冲注码为8,那么只有00403输出,00404~00406都断开。
WWW_P※LCJS_COM-PLC-)技.术_网
我们的解决办法是用门发泡的PLC去控制几个小继电器,让不同的冲注码与不同输出继电器一一对应,这样我们需要占用10个左右的输出点。不过根据前面的思路,我们也只需控制4个继电器就够了,让不同的冲注码与4个继电器的不同输出通断组合一一对应就行了,最后让这些继电器的不同通断组合使发泡机PLC得到不同的输入组合,再让发泡机PLC根据这些不同的组合,自动选择不同的时间对相应的门体进行冲注,这些继电器的不同组合,我们叫它为冲注码。一般情况下,10个夹具上的门体因型号不同会有2~5种冲注码,所以我们用了4个继电器,它们可以组成16种冲注码,这样冲注码的数量就够用了;另根据实测,冲注头注料速度一般为250克/秒,而发泡机PLC能把冲注时间参数控制在0.01秒以内,也就是说理想情况下误差正负2.5克,完全能满足生产工艺要求。
W1WW_P4LCJS_COM-PLC-技.术_网
我们设想把4个冲注码输出继电器分别接在PLC的00403、00404、00405、00406,在门体需冲注时,让PLC把该门的冲注码设置值读入一个公共通道DM300,再通过比较电路把设置的常数让其中一个对应的辅助继电器接通(05100~05109),最后用BCD码转化电路使PLC输出继电器00403~00406输出对应的继电器通断组合,这样就实现了冲注码的自动识别。具体它们之间的关系见表2。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
表2
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
| DM300 | 05100~05115输出状态 | 00406 | 00405 | 00404 | 00403 |
| 1 | 05100通 | 通 | 断 | 断 | 断 |
| 2 | 05101通 | 断 | 通 | 断 | 断 |
| 3 | 05102通 | 通 | 通 | 断 | 断 |
| 4 | 05103通 | 断 | 断 | 通 | 断 |
| 5 | 05104通 | 通 | 断 | 通 | 断 |
| 6 | 05105通 | 断 | 通 | 通 | 断 |
| 7 | 05106通 | 通 | 通 | 通 | 断 |
| 8 | 05107通 | 断 | 断 | 断 | 通 |
| 9 | 05108通 | 通 | 断 | 断 | 通 |
| 10 | 05109通 | 断 | 通 | 断 | 通 |
W1WW_P4LCJS_COM-PLC-技.术_网
10个夹具上共有20个门体,也就是说需20个冲注码和20个门体是否冲注选择开关,我们可以把它们都放入触摸屏中,详见触摸屏的使用。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
根据前面的设想,以7号夹具左门并选此门冲注量为7为例,我们可编出如下程序图(见图3)。
WWW_P※LCJS_COM-PLC-)技.术_网
图3
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWcW_PLCJS_COM-PLC-技.术_网
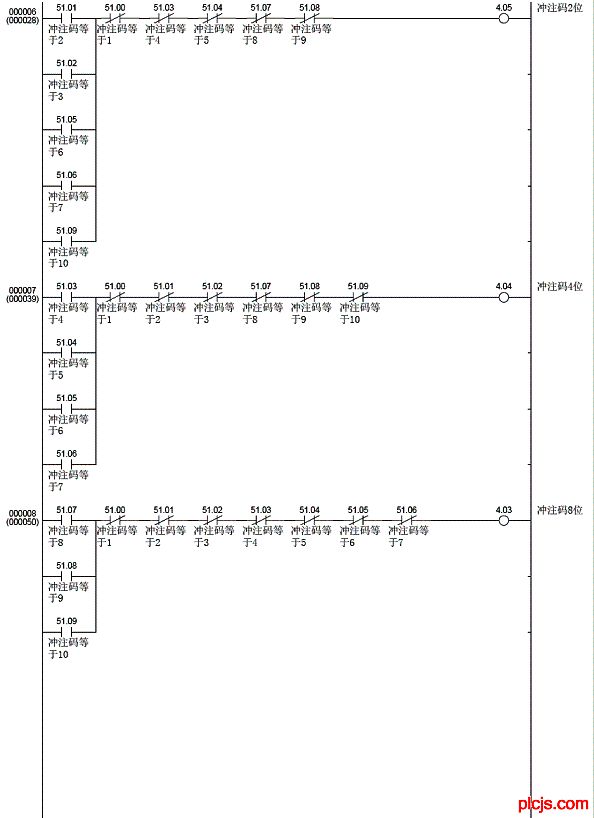
续图3
WWcW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
原理如下:在触摸屏中把7号夹具左门冲注选择允许(02602通),再选择此门的冲注码选择,范围应在常数0~10内,我们选择7,那么常数7就以BCD码的形式被读入7号夹具左门冲注码设置通道DM224。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
当02602接通时,HR1012就接通保持,这里之所以选择记忆继电器是为了断电后不会使触摸屏的设置内容丢失。当线体运行到7号夹具在正常工作位时,05006就接通(见夹具识别),05006和HR1012的常开都闭合使10015接通,10015的常开也闭合使30000接通,冲注码识别电路开始工作,在门体冲注前DM300的内容应为0(详见附录程序图第145段),00403~00406不输出。当冲注电机运行到冲注位置时,00901接通,移位指令MOV把该门的冲注码设置值DM224中的内容以BCD码的方式送入冲注公共通道DM300,再通过比较电路把DM300的内容与常数0~10比较,由于设置的是常数7,那么继电器05106就接通,然后在BCD码转化电路使PLC输出继电器00404、00405、00406输出00403断开。如选择的冲注码为8,那么只有00403输出,00404~00406都断开。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行