PLC控制变频器在短纤拉伸系统中的应用
日期:2008-10-28 1:00:02 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
1引言

如图1所示,涤纶短纤的后纺拉伸系统主要由导丝机、三道七辊、卷曲机等组成,其中三道七辊之间要求有稳定、可调、准确的拉伸比,导丝机与七辊及七辊与卷曲机之间要求有一定的张力,拉伸比的精确控制是整个拉伸系统中重要的一环,它直接关系到短纤产品的质量。传统的同步及拉伸比控制方法一般采用单电机拖动,长边轴联接,依靠机械无级变速器的调速来实现拉伸比控制和系统的同步控制,它存在着拉伸比不易调节、精度低、变化大、机械设备故障率高等缺点,本文着重介绍一种应用PLC、变频器、触摸屏且各拉伸单元独立拖动的拉伸同步控制系统。
2 拉伸系统硬件设计及工作原理
2.1系统组成
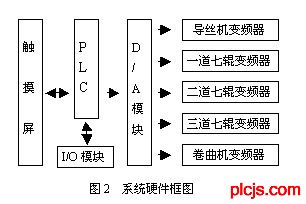
系统组成参见系统硬件框图如图2所示。
本系统主要由变频器、PLC、触摸屏等组成。其中变频器采用性价比较好的艾默生EV2000系列G型变频器,它具有转矩矢量控制、转差补偿、电压AVR自动调整及负载转矩自适应等一系列先进功能;PLC选用抗干扰能力强的三菱FX2N—128MR型PLC,外加两个模拟输出模块FX2N—4DA;触摸屏选用功能强大,稳定性好的EasyView产品MT510S触摸屏。
2.2系统工作特点与原理设计
(1)问题的提出
在短纤拉伸系统中,由于总拉伸比一般在4~5之间,其中第二道七辊与第三道七辊间的拉伸比介于3~4之间,第一道七辊与第二道七辊间的拉伸比介于1~1.5之间,当各拉伸单元采用变频器独立拖动时,将出现只有第三道七辊的变频器做功,而前面两道七辊的拖动电机由于后道辊的拉伸作用而工作于发电状态,产生再生能量,使变频器直流母线电压超过额定值,致使变频器出现过压保护而无法正常工作。
(2)解决办法
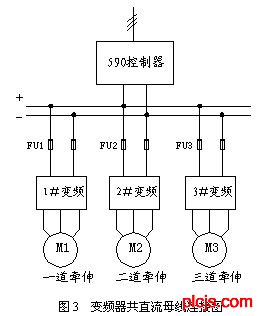
通常解决变频器的再生能量问题,可以采用能量消耗法、能量回馈法、并联直流母线吸收法等,其中能量消耗法是在变频器的直流回路中并联“制动电阻”,通过“制动电阻”以热的形式将再生能量消耗掉,而能量回馈法是在变频器的直流侧并接一能量回馈装置,当电动机处于再生发电运行时,启动能量回馈装置将再生能量回馈到电网侧,它所需设备复杂且价格又高,综合考虑节能、经济、可靠性等因素,本系统采用并联直流母线吸收法,如图3所示,它取消变频器的交流电源连接, 采用一台欧陆590直流控制器作为三台变频器的公共直流电源,将第一道七辊、第二道七辊、第三道七辊的变频器的直流母线连接在一起。可以发现当第一道七辊、第二道七辊的拖动电机由于后道七辊的拉伸而产生再生能量时,这部分能量将通过公共直流母线回馈给处于电动状态的第三道七辊的变频器,从而保持直流母线电压稳定,使第一道、第二道七辊的变频器也能正常工作。变频器直流侧滤波大电容通电瞬间的冲击问题,可以通过设定590控制器的斜坡上升时间来解决,这样可以采用通用型变频器,而不用定制专用变频器。
(3)原理设计
考虑到拉伸系统对拉伸比的精度要求不是非常高,本系统采用开环控制,系统设计有单动/联动选择开关,单动状态可用于单机调试,当开关打到“联动”时,系统处于同步运行状态,速度给定信号通过操作PLC输入端的“升”、“降”按钮,利用INC/DEC指令转化成数值信号,由PLC中的CPU根据触摸屏输入的各段预设比例值进行逻辑及数值运算,得到与各速度成正比的数值信号,后经D/A模块转换成4~20mA的模拟量,控制导丝机、三道七辊及卷曲机变频器的输出频率,通过控制软件的优化设计及变频器参数的合理设置,可使系统的拉伸系数及同步系数精确到0.01,同时可以通过触摸屏实时修改各种参数,实现人机交互,以满足生产工艺的需要,实现导丝、拉伸、卷曲等后纺工艺的拉伸控制与同步控制。
3 软件设计与控制
系统软件设计主要由两部分构成,一部分是PLC的控制软件设计,另一部分是触摸屏的画面组态设计。
从功能上讲,PLC主要完成系统的初始化,各种数字I/O量的控制,故障监测和自诊断控制,同步系数、拉伸系数的设置与各段输出数值信号的计算,D/A模块模拟量的输出控制,以及与触摸屏间的通信等。整个PLC的工作流程如图4所示。
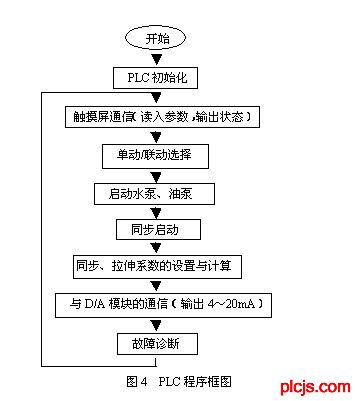
图4 PLC工作流程
软件主要由主程序,自诊断程序,数值运算程序,与D/A模块的通信程序组成,它以循环扫描的工作方式执行。
触摸屏的画面组态包括创建显示画面和编辑信息,并将它们与PLC程序相链接,它主要由三部分组成,第一部分是工作画面示意图,系统的工作流程及各项参数都显示在上面,让工艺操作人员能及时了解系统工作情况。为了做到界面美观形象,可在主画面中设计一些动画显示功能。第二部分是系统工作参数的实时控制,包括拉伸系数,同步系数,各减速箱的减速比,制动延时时间的设定与修改,为防止有人误操作而对系统产生破坏,可以为不同的操作人员设定不同的操作密码和相应的操作权限,以保障系统安全和生产安全。第三部分是报警功能及帮助信息设置,当PLC检测到系统运行中发生故障时,就把相应的故障信息传给触摸屏,触摸屏显示相应的报警画面,显示故障内容及帮助信息的链接,提示维护人员做相应的处理。
4 系统调试的几点体会
4.1必要的抗干扰设计
考虑到变频器本身就是一个严重的干扰源,要使系统能可靠、准确的运行,就必须为PLC提供一个由隔离变压器、滤波电抗器组成的独立电源,并保证系统的可靠接地,同时注意布线的合理规范及模拟信号线的屏蔽与接地问题。
4.2选用电流源信号
由于D/A模块的输出模拟量易受干扰,应用时把模拟量的输出类型设置为抗干扰能力更强的4~20mA,而不应设置为0~10V。
4.3 降低变频器的载波频率
可以适当降低变频器的载波频率,以减少变频器的干扰。
5 结束语
本系统是触摸屏,PLC和变频器综合应用的一个很好的实例,通过三者的完美结合,提高了系统的稳定性与准确性,增强了人机交互功能,使后纺工艺控制更具智能化与人性化。本系统方案已于2004年1月在福建晋江盛欣化纤公司安装调试成功,一年多来运行情况良好,产品质量有了较大的提高。
WWW_PLC※JS_COM-PmLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
如图1所示,涤纶短纤的后纺拉伸系统主要由导丝机、三道七辊、卷曲机等组成,其中三道七辊之间要求有稳定、可调、准确的拉伸比,导丝机与七辊及七辊与卷曲机之间要求有一定的张力,拉伸比的精确控制是整个拉伸系统中重要的一环,它直接关系到短纤产品的质量。传统的同步及拉伸比控制方法一般采用单电机拖动,长边轴联接,依靠机械无级变速器的调速来实现拉伸比控制和系统的同步控制,它存在着拉伸比不易调节、精度低、变化大、机械设备故障率高等缺点,本文着重介绍一种应用PLC、变频器、触摸屏且各拉伸单元独立拖动的拉伸同步控制系统。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWcW_PLCJS_COM-PLC-技.术_网
2 拉伸系统硬件设计及工作原理
WW.W_PLC※JS_C,OM-PL,C-技.术_网
2.1系统组成
plcjs.技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
系统组成参见系统硬件框图如图2所示。
WWW_PLCJS@_COM%-PLC-技.术_网
本系统主要由变频器、PLC、触摸屏等组成。其中变频器采用性价比较好的艾默生EV2000系列G型变频器,它具有转矩矢量控制、转差补偿、电压AVR自动调整及负载转矩自适应等一系列先进功能;PLC选用抗干扰能力强的三菱FX2N—128MR型PLC,外加两个模拟输出模块FX2N—4DA;触摸屏选用功能强大,稳定性好的EasyView产品MT510S触摸屏。
WW.W_PLCJS_COM-PLC-技.术_网
2.2系统工作特点与原理设计
WW.W_PLCJS_COM-PLC-技.术_网
(1)问题的提出
P.L.C.技.术.网——可编程控制器技术门户
在短纤拉伸系统中,由于总拉伸比一般在4~5之间,其中第二道七辊与第三道七辊间的拉伸比介于3~4之间,第一道七辊与第二道七辊间的拉伸比介于1~1.5之间,当各拉伸单元采用变频器独立拖动时,将出现只有第三道七辊的变频器做功,而前面两道七辊的拖动电机由于后道辊的拉伸作用而工作于发电状态,产生再生能量,使变频器直流母线电压超过额定值,致使变频器出现过压保护而无法正常工作。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(2)解决办法
WW.W_PLCJS_COM-PLC-技.术_网
通常解决变频器的再生能量问题,可以采用能量消耗法、能量回馈法、并联直流母线吸收法等,其中能量消耗法是在变频器的直流回路中并联“制动电阻”,通过“制动电阻”以热的形式将再生能量消耗掉,而能量回馈法是在变频器的直流侧并接一能量回馈装置,当电动机处于再生发电运行时,启动能量回馈装置将再生能量回馈到电网侧,它所需设备复杂且价格又高,综合考虑节能、经济、可靠性等因素,本系统采用并联直流母线吸收法,如图3所示,它取消变频器的交流电源连接, 采用一台欧陆590直流控制器作为三台变频器的公共直流电源,将第一道七辊、第二道七辊、第三道七辊的变频器的直流母线连接在一起。可以发现当第一道七辊、第二道七辊的拖动电机由于后道七辊的拉伸而产生再生能量时,这部分能量将通过公共直流母线回馈给处于电动状态的第三道七辊的变频器,从而保持直流母线电压稳定,使第一道、第二道七辊的变频器也能正常工作。变频器直流侧滤波大电容通电瞬间的冲击问题,可以通过设定590控制器的斜坡上升时间来解决,这样可以采用通用型变频器,而不用定制专用变频器。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(3)原理设计
WWW.PLCJS.COM——可编程控制器技术门户
考虑到拉伸系统对拉伸比的精度要求不是非常高,本系统采用开环控制,系统设计有单动/联动选择开关,单动状态可用于单机调试,当开关打到“联动”时,系统处于同步运行状态,速度给定信号通过操作PLC输入端的“升”、“降”按钮,利用INC/DEC指令转化成数值信号,由PLC中的CPU根据触摸屏输入的各段预设比例值进行逻辑及数值运算,得到与各速度成正比的数值信号,后经D/A模块转换成4~20mA的模拟量,控制导丝机、三道七辊及卷曲机变频器的输出频率,通过控制软件的优化设计及变频器参数的合理设置,可使系统的拉伸系数及同步系数精确到0.01,同时可以通过触摸屏实时修改各种参数,实现人机交互,以满足生产工艺的需要,实现导丝、拉伸、卷曲等后纺工艺的拉伸控制与同步控制。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
3 软件设计与控制
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
系统软件设计主要由两部分构成,一部分是PLC的控制软件设计,另一部分是触摸屏的画面组态设计。
P.L.C.技.术.网——可编程控制器技术门户
从功能上讲,PLC主要完成系统的初始化,各种数字I/O量的控制,故障监测和自诊断控制,同步系数、拉伸系数的设置与各段输出数值信号的计算,D/A模块模拟量的输出控制,以及与触摸屏间的通信等。整个PLC的工作流程如图4所示。
W1WW_P4LCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
图4 PLC工作流程
WWW.PLCJS.COM——可编程控制器技术门户
软件主要由主程序,自诊断程序,数值运算程序,与D/A模块的通信程序组成,它以循环扫描的工作方式执行。
plcjs.技.术_网
触摸屏的画面组态包括创建显示画面和编辑信息,并将它们与PLC程序相链接,它主要由三部分组成,第一部分是工作画面示意图,系统的工作流程及各项参数都显示在上面,让工艺操作人员能及时了解系统工作情况。为了做到界面美观形象,可在主画面中设计一些动画显示功能。第二部分是系统工作参数的实时控制,包括拉伸系数,同步系数,各减速箱的减速比,制动延时时间的设定与修改,为防止有人误操作而对系统产生破坏,可以为不同的操作人员设定不同的操作密码和相应的操作权限,以保障系统安全和生产安全。第三部分是报警功能及帮助信息设置,当PLC检测到系统运行中发生故障时,就把相应的故障信息传给触摸屏,触摸屏显示相应的报警画面,显示故障内容及帮助信息的链接,提示维护人员做相应的处理。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
4 系统调试的几点体会
WWW_P※LCJS_CO※M-PLC-技-.术_网
4.1必要的抗干扰设计
WW.W_PLCJS_COM-PLC-技.术_网
考虑到变频器本身就是一个严重的干扰源,要使系统能可靠、准确的运行,就必须为PLC提供一个由隔离变压器、滤波电抗器组成的独立电源,并保证系统的可靠接地,同时注意布线的合理规范及模拟信号线的屏蔽与接地问题。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4.2选用电流源信号
WWW_P※LCJS_CO※M-PLC-技-.术_网
由于D/A模块的输出模拟量易受干扰,应用时把模拟量的输出类型设置为抗干扰能力更强的4~20mA,而不应设置为0~10V。
WWW_PLCJS_COM-PLC-技.术_网
4.3 降低变频器的载波频率
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
可以适当降低变频器的载波频率,以减少变频器的干扰。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
5 结束语
WWW_PLCJS_COM-PLC-技.术_网
本系统是触摸屏,PLC和变频器综合应用的一个很好的实例,通过三者的完美结合,提高了系统的稳定性与准确性,增强了人机交互功能,使后纺工艺控制更具智能化与人性化。本系统方案已于2004年1月在福建晋江盛欣化纤公司安装调试成功,一年多来运行情况良好,产品质量有了较大的提高。
WWW_PLCJS_COM-PLC-技.术_网
上一篇: 变频器的合理选用及干扰抑制下一篇: 西门子变频器在1250纵剪上的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行