一种基于RS485的相位计设计
日期:2006-9-19 22:25:19 来源: 中国自动化网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
1 引言
为了适应实验室开发的基于RS485的继电综合保护系统的需要,我们根据“填脉冲式”相位测量原理设计一种以Atmega8为主控制器、使用RS485通信的工频相位计,作为一个总线端点连接在综合保护系统中。
Atmega8工作在16MHz的晶振频率下,其AVR内核可以达到接近16MIPS的性能,定时器可以工作在16MHz,带有输入捕获功能,片内集成了8KB的FLASH,512B的EEPROM和1KB的SRAM,一个串行的USART接口,可以大大简化系统外围电路的设计,能够适应该相位计的需要。
2 电路原理
2.1 技术路线
过零检测是普遍采用的相位测量方法。本文采用双向过零检测,即在输入的正向过零点和负向过零点同时检测相位,利用误差的互补性,进行平均后可以使误差减到最小。
为了使通讯线路与输入端的强电隔离,在输入端先进行过零检测,再通过光耦隔离、调理后送入ATmega8的捕获引脚。
2.2 电路原理
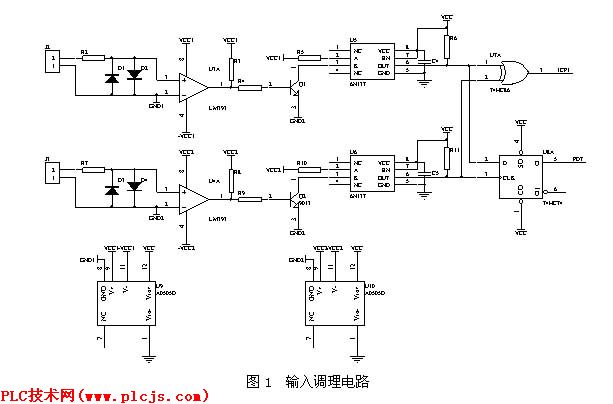
图1为相位计的输入电路示意图,双电压比较器LM393的输入用二极管限制电压幅度在 V。其中J2和J3为电压输入。两路输入的过零检测结果进行异或,变换为宽度在0-180度的正脉冲,通过光耦隔离后再进行检测。输入电压的相位超前、滞后关系由D触发器74HC74检测。当输入1超前输入2时,D触发器的输出为高电平,反之为低电平。输入端的电源供给用A0505D隔离,由单片机端的+5V电源提供,两路输入通道之间也是相互隔离的。A0505D的输出没有经过稳压,所以逻辑芯片采用2-6V电源的HC系列。
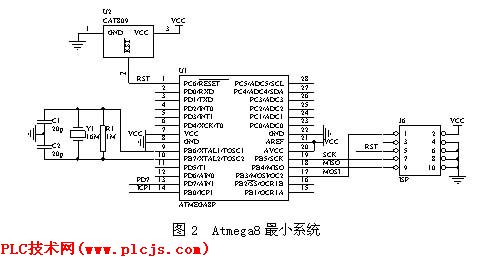
Atmega8采用16MHz的晶振,需要将其熔丝CKSEL3:0编程为1111,将CKOPT编程为0。复位端使用CAT809L,具有上电复位功能,电压超过阈值(4.63V)140ms后取消复位信号,增加系统的可靠性。系统还预留了10针的ISP接口,可以通过并口下载线等工具在系统更新程序。
3 软件设计
3.1 通信协议
相位计与上位机的通信采用字符命令,所有的数字、字符等都以ASCII码传送,指令的长度不固定,指令以特殊字符开头,表示不同意义,都以回车(0DH)结束。
在综合保护系统中的每个测量控制模块都有一个唯一的模块地址,相位计的初始模块地址设置为00H,它可以被上位机修改成需要的模块地址。
该相位计中用到的两条命令如下:
(1)读数据
发送:?
接收:!
(2)修改地址
发送:>
接收:<
其中ADDR为地址,长度为2字节的ASCII码,如00发送时表示为30H、30H,DATA为4字节的数据,3字节整数的ASCII码即3位整数,1字节的小数,小数也用16进制表示。修改地址中NEW ADDR为新设定的地址的ASCII码,OLD ADDR分别为原来的地址。
3.2 程序设计
程序主要分为相位的测量和通信两部分。
(1)相位测量。相位测量中对相位连续测量,总是保存最新的结果,上位机读数据时也是读取到最新的数据。使用T/C1定时器的捕获功能测量预处理后的脉冲宽度,将连续测量到的两脉冲宽度进行平均,即可实现双向过零检测。T/C1为16位定时器,使用16MHz工作频率时的最大溢出时间为4.096ms,ICP1引脚上的信号的最大脉冲宽度为10ms,因而需要在T/C1的溢出中断程序中记录溢出的次数。当捕获到的输入的下降沿后, Atmega8将测量到的数据通过计算转换为角度保存。下降沿时刻(包括溢出次数)减去上升沿时刻,得到计数值,再转换为角度,计算公式为:

对于相位的超前和滞后关系由PD7上的状态得到。当为高时表示输入1超前输入2,将结果转换为1-360度的范围保存。主程序中对相位差为0度和180度的情况作出判断。当相位差为0度或180度时,捕获端为单一电平,没有脉冲变化。当为高电平相位差为180度,为低电平时相位差为0。在主程序中设置一个大于10ms的延时,当延时程序结束输入信号还没有变化即可判断相位差为0度或180度。程序对没有输入的情况没有给出判断。
(2)通信程序设计。串口中断程序中,只有当接收到的字符为回车符时才进行判断,其他字符产生的中断只是将接收到的字符保存在缓冲区中。
4 误差分析
ATmega8采用16MHz的晶振,每个时钟周期为62.5ns,即工频的0.001125度电角度,这个误差是数字系统固有的误差,要减小这个误差只能是提高系统的时钟频率,只是对于该相位计的分辨率0.1度来说可以忽略。
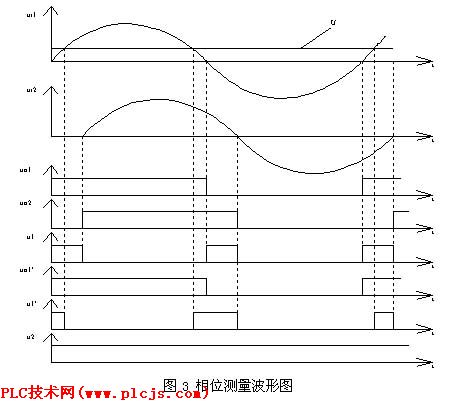
输入通道采用四电压比较器LM393,LM393对上升沿和下降沿的响应延迟时间不对称。典型的上升沿延迟时间和下降沿延迟时间在5mV输入为0.8us和1.6us。LM393的输入端的阈值为5mV,在不同的输入电压下,过零点的检测存在不同的误差。在单向过零检测中这些误差都必然存在。该相位计采用双向过零检测技术,可以把上述延迟时间和阈值点的误差抵消掉。同时在输入电压有一定畸变时,如输入电压附加有直流成分等,仍能保持较高精度。如图3所示,ui1和ui2为输入电压,理论上的LM339的输出和异或门的输出如曲线uo1、uo2、u1所示,如果输入电压附有直流分量U,由图中可以看出,异或门的输出u1’经过平均后与理论曲线等效。D触发器的输出如u2所示,此时为高电平。
另外,光耦也存在上升沿和下降沿的延迟时间不对称的问题。延迟时间会随输入电流 和输出负载变化,其所产生的误差直接进入了测量通道。对于该相位计所用的6N137,负载电阻为2KΩ时,上升沿延迟时间 比下降沿延迟时间 大10ns多。由6N137的数据手册中的输入电流-延迟时间和负载电阻-延迟时间图示可以看出,两图中的 和 曲线均由一个交点,将光耦的工作点设置在该处,即输入电路为7.5mA和负载电阻大约700Ω时,可以大致消除此项误差。
5 结束语
该相位计完全可以达到设计的精度,已经被应用到继电器综合保护系统中。出于分辨率的需要,并没有采用更高的分辨率。
WWW_PLCJS@_COM%-PLC-技.术_网
为了适应实验室开发的基于RS485的继电综合保护系统的需要,我们根据“填脉冲式”相位测量原理设计一种以Atmega8为主控制器、使用RS485通信的工频相位计,作为一个总线端点连接在综合保护系统中。
WWcW_PLCJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
Atmega8工作在16MHz的晶振频率下,其AVR内核可以达到接近16MIPS的性能,定时器可以工作在16MHz,带有输入捕获功能,片内集成了8KB的FLASH,512B的EEPROM和1KB的SRAM,一个串行的USART接口,可以大大简化系统外围电路的设计,能够适应该相位计的需要。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
2 电路原理
WW.W_PLCJS_COM-PLC-技.术_网
2.1 技术路线
WWW_PLCJS@_COM%-PLC-技.术_网
过零检测是普遍采用的相位测量方法。本文采用双向过零检测,即在输入的正向过零点和负向过零点同时检测相位,利用误差的互补性,进行平均后可以使误差减到最小。
WWW_PLCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
为了使通讯线路与输入端的强电隔离,在输入端先进行过零检测,再通过光耦隔离、调理后送入ATmega8的捕获引脚。
WWW_PL※CJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
2.2 电路原理
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
图1为相位计的输入电路示意图,双电压比较器LM393的输入用二极管限制电压幅度在 V。其中J2和J3为电压输入。两路输入的过零检测结果进行异或,变换为宽度在0-180度的正脉冲,通过光耦隔离后再进行检测。输入电压的相位超前、滞后关系由D触发器74HC74检测。当输入1超前输入2时,D触发器的输出为高电平,反之为低电平。输入端的电源供给用A0505D隔离,由单片机端的+5V电源提供,两路输入通道之间也是相互隔离的。A0505D的输出没有经过稳压,所以逻辑芯片采用2-6V电源的HC系列。
WWW_PL※CJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
Atmega8采用16MHz的晶振,需要将其熔丝CKSEL3:0编程为1111,将CKOPT编程为0。复位端使用CAT809L,具有上电复位功能,电压超过阈值(4.63V)140ms后取消复位信号,增加系统的可靠性。系统还预留了10针的ISP接口,可以通过并口下载线等工具在系统更新程序。
plcjs.技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLC※JS_COM-PmLC-技.术_网
3 软件设计
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3.1 通信协议
——可——编——程——控-制-器-技——术——门——户
相位计与上位机的通信采用字符命令,所有的数字、字符等都以ASCII码传送,指令的长度不固定,指令以特殊字符开头,表示不同意义,都以回车(0DH)结束。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PL※CJS_COM-PLC-技.术_网
在综合保护系统中的每个测量控制模块都有一个唯一的模块地址,相位计的初始模块地址设置为00H,它可以被上位机修改成需要的模块地址。
WWW_PLC※JS_COM-PmLC-技.术_网
该相位计中用到的两条命令如下:
WW.W_PLCJS_COM-PLC-技.术_网
(1)读数据
WWW_P※LCJS_COM-PLC-)技.术_网
发送:?
WWW_PLCJS@_COM%-PLC-技.术_网
接收:!
P.L.C.技.术.网——可编程控制器技术门户
(2)修改地址
WWW_PL※CJS_COM-PLC-技.术_网
发送:>
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
接收:<
P.L.C.技.术.网——可编程控制器技术门户
其中ADDR为地址,长度为2字节的ASCII码,如00发送时表示为30H、30H,DATA为4字节的数据,3字节整数的ASCII码即3位整数,1字节的小数,小数也用16进制表示。修改地址中NEW ADDR为新设定的地址的ASCII码,OLD ADDR分别为原来的地址。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
3.2 程序设计
WWW.PLCJS.COM——可编程控制器技术门户
程序主要分为相位的测量和通信两部分。
W1WW_P4LCJS_COM-PLC-技.术_网
(1)相位测量。相位测量中对相位连续测量,总是保存最新的结果,上位机读数据时也是读取到最新的数据。使用T/C1定时器的捕获功能测量预处理后的脉冲宽度,将连续测量到的两脉冲宽度进行平均,即可实现双向过零检测。T/C1为16位定时器,使用16MHz工作频率时的最大溢出时间为4.096ms,ICP1引脚上的信号的最大脉冲宽度为10ms,因而需要在T/C1的溢出中断程序中记录溢出的次数。当捕获到的输入的下降沿后, Atmega8将测量到的数据通过计算转换为角度保存。下降沿时刻(包括溢出次数)减去上升沿时刻,得到计数值,再转换为角度,计算公式为:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
对于相位的超前和滞后关系由PD7上的状态得到。当为高时表示输入1超前输入2,将结果转换为1-360度的范围保存。主程序中对相位差为0度和180度的情况作出判断。当相位差为0度或180度时,捕获端为单一电平,没有脉冲变化。当为高电平相位差为180度,为低电平时相位差为0。在主程序中设置一个大于10ms的延时,当延时程序结束输入信号还没有变化即可判断相位差为0度或180度。程序对没有输入的情况没有给出判断。
plcjs.技.术_网
(2)通信程序设计。串口中断程序中,只有当接收到的字符为回车符时才进行判断,其他字符产生的中断只是将接收到的字符保存在缓冲区中。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
4 误差分析
WWW.PLCJS.COM——可编程控制器技术门户
ATmega8采用16MHz的晶振,每个时钟周期为62.5ns,即工频的0.001125度电角度,这个误差是数字系统固有的误差,要减小这个误差只能是提高系统的时钟频率,只是对于该相位计的分辨率0.1度来说可以忽略。
WWW_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
输入通道采用四电压比较器LM393,LM393对上升沿和下降沿的响应延迟时间不对称。典型的上升沿延迟时间和下降沿延迟时间在5mV输入为0.8us和1.6us。LM393的输入端的阈值为5mV,在不同的输入电压下,过零点的检测存在不同的误差。在单向过零检测中这些误差都必然存在。该相位计采用双向过零检测技术,可以把上述延迟时间和阈值点的误差抵消掉。同时在输入电压有一定畸变时,如输入电压附加有直流成分等,仍能保持较高精度。如图3所示,ui1和ui2为输入电压,理论上的LM339的输出和异或门的输出如曲线uo1、uo2、u1所示,如果输入电压附有直流分量U,由图中可以看出,异或门的输出u1’经过平均后与理论曲线等效。D触发器的输出如u2所示,此时为高电平。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
另外,光耦也存在上升沿和下降沿的延迟时间不对称的问题。延迟时间会随输入电流 和输出负载变化,其所产生的误差直接进入了测量通道。对于该相位计所用的6N137,负载电阻为2KΩ时,上升沿延迟时间 比下降沿延迟时间 大10ns多。由6N137的数据手册中的输入电流-延迟时间和负载电阻-延迟时间图示可以看出,两图中的 和 曲线均由一个交点,将光耦的工作点设置在该处,即输入电路为7.5mA和负载电阻大约700Ω时,可以大致消除此项误差。
WWW.PLCJS.COM——可编程控制器技术门户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
5 结束语
W1WW_P4LCJS_COM-PLC-技.术_网
该相位计完全可以达到设计的精度,已经被应用到继电器综合保护系统中。出于分辨率的需要,并没有采用更高的分辨率。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS_COM-PLC-技.术_网
上一篇: 变频器的选型及配置要点下一篇: 流量备件的选型及采购(-2)
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行