数控编程中三种软件的使用
日期:2008-8-11 22:49:49 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
数控编程有很多软件,最常用的有PRO / E软件,UG、CATIA、CIMATRON、DELCAM等软件。在我国的模具加工业,一般是几种软件混合使用。取利补弊。我们铸造模具厂是金属模具和压铸模具的加工企业。现在使用PRO / E软件进行设计,利用其实体参数化的功能。而数控编程软件则使用CIMATRON和DELCAM。在实际工作中使用的效果比较好。
一、 数据格式的转换:
IGES是最通用的格式,出错机率比较少,即使转换成相应的图形有错误,也能修改。不影响模具的编程质量。PRO / E的文件转换成CIMATRON文件,出了这种IGES转换格式外,还有一种中性文件的转换方式,即Neutral file ,后缀为NEU。效果要比IGES的格式要好。
DELCAM软件中的数控模块POWERMILL能直接读CIMATRON软件的格式,但效果不太好,被修剪的曲面有一部分被修复了。最好使用DELCAM软件中的PX-EXCHANGE进行转换,效果要好些。即使用IGES转换格式,数据转换效果最理想。
二、 数控编程时,另一种校正程序的方法:
程序编制好后,检验程序可用SIMULATOR和VERIFIER等方式进行。其效果一般情况下还是可以的。但是在实际工作中,如果将铣刀刀具设置错误,以上两种方式都不能检查出来。
编制数控程序时,由于各种原因,经常将铣刀的直径设错、或者有时将平头的铣刀设置成球头铣刀,即实际铣刀刀具与程序铣刀刀具不符合。象R5的刀具设成R6,R6的刀具设成R5等。为了避免上述错误的发生。经过长时间的研究、总结。将程序中的刀具参数,如刀具的名称,刀具的直径,平头铣刀的刀尖半径等。都用后置处理的方法提出来,将其放到刀具路经名称中。调用程序时可参考。在FANUC系统中,还可以在数控程序内以括弧形式注解刀具参数,也能保证铣刀参数的正确性。例如CIMATRON软件生成的刀具路经名称为:1002010-x2-sxh.caor3r0.D6.0-R0.0.hei 其中1002010-x2-sxh是模具零件名、 caor3r0是程序名,其中r 3代表铣刀半径、 D6.0是刀具的直径、 R0.0是刀具的刀尖圆角、 hei是数控机床Heidenhain系统的缩写。
三 、DELCAM软件后编辑功能比较好:
DELCAM软件后编辑功能相对来说是比较好的。可以在任意方向上裁减。其赛车线加工方式对一些老式的机床操作系统更实用。加工中跳刀现象比较少,节省了大量的辅助加工时间。且一次计算出的刀具路经,可以任意编辑,不用再重复计算。节省了编制程序的计算时间。
四 、CIMATRON中一种清根方法的再完善:
在CLEANUP清根方式中,将垂直区域和水平区域分别采用不同的刀具加工。步骤如下:
1 、在水平区域,采用半径较大的平头带小圆弧角的刀具进行加工。在垂直区域留下了与所用刀具半径圆弧相同的未加工区域。采用REMACHIN中的ONLY VERT . CONS . Z方法加工。如图1。最下侧的刀具路经a 。采用刀具半径为R10,刀尖角为R3
2 、在垂直区域,采用半径较小的平头带小圆弧角的刀具或者用半径较小的球头刀具进行螺旋式加工。采用REMACHIN中的ONLY HOR Z . ON SRF . 方法加工。如图1。上侧的刀具路经 b。采用刀具半径为R5的球头刀。
3 、在垂直区域最下边与水平区域交汇处有局部区域未加工,有残留区域。此时采用WCUT只加工这个区域,高度采用水平区域的高度。即刀具路经a的加工高度。如图1。最下侧的刀具路经 c 。采用刀具半径为R5的球头刀。
此方法适合零件形状较深,可保证刀具的刚度、强度及零件加工质量。
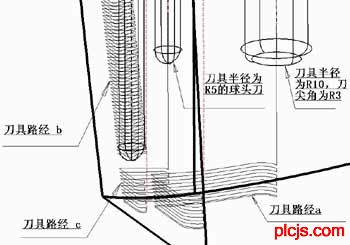
图 1 --清根方法的再完善
五 、实际工作中的一个实例:
铸造模具厂在加工汽车制动盘模具时,如下图2。使用CIMATRON软件,由于齿尖处R为R3.2使用半径R3的平头铣刀应该没什么问题。但是使用CIMATRON软件的人都知道,当加工凹型时刀具尺寸与凹型相差很小时,程序根本就不运行,或者运行也出错,如下图3:形成了不同的刀具路径。如果将刀具半径缩小到R2.5时,加工的效果比较好,但是刀具的刚度、强度都降低了,影响加工效率和质量。于是我们改用DELCAM软件。将其用IGES格式转换到DELCAM,加工参数与CIMATRON相同。如图4。将图3和图4的刀具路径进行比较,从图形上看DELCAM软件加工的效果要比CIMATRON软件好得多,而且加工出来的模具确实比较好。
实际工作中可能遇到各种问题,利用软件的各自的优势互补,达到加工出合格产品的目的。
图 2 制动盘模具顶视图
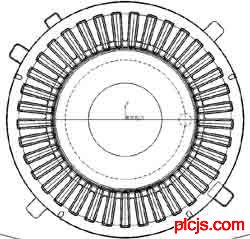
图 3 CIMATRON软件加工制动盘模具的实例
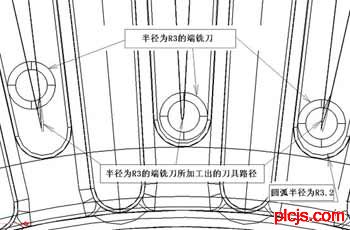
图 4 DELCAM软件加工制动盘模具的实例
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
一、 数据格式的转换:
——可——编——程——控-制-器-技——术——门——户
IGES是最通用的格式,出错机率比较少,即使转换成相应的图形有错误,也能修改。不影响模具的编程质量。PRO / E的文件转换成CIMATRON文件,出了这种IGES转换格式外,还有一种中性文件的转换方式,即Neutral file ,后缀为NEU。效果要比IGES的格式要好。
WWW_PLCJS@_COM%-PLC-技.术_网
DELCAM软件中的数控模块POWERMILL能直接读CIMATRON软件的格式,但效果不太好,被修剪的曲面有一部分被修复了。最好使用DELCAM软件中的PX-EXCHANGE进行转换,效果要好些。即使用IGES转换格式,数据转换效果最理想。
WWW_PLC※JS_COM-PmLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
二、 数控编程时,另一种校正程序的方法:
WWcW_PLCJS_COM-PLC-技.术_网
程序编制好后,检验程序可用SIMULATOR和VERIFIER等方式进行。其效果一般情况下还是可以的。但是在实际工作中,如果将铣刀刀具设置错误,以上两种方式都不能检查出来。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
编制数控程序时,由于各种原因,经常将铣刀的直径设错、或者有时将平头的铣刀设置成球头铣刀,即实际铣刀刀具与程序铣刀刀具不符合。象R5的刀具设成R6,R6的刀具设成R5等。为了避免上述错误的发生。经过长时间的研究、总结。将程序中的刀具参数,如刀具的名称,刀具的直径,平头铣刀的刀尖半径等。都用后置处理的方法提出来,将其放到刀具路经名称中。调用程序时可参考。在FANUC系统中,还可以在数控程序内以括弧形式注解刀具参数,也能保证铣刀参数的正确性。例如CIMATRON软件生成的刀具路经名称为:1002010-x2-sxh.caor3r0.D6.0-R0.0.hei 其中1002010-x2-sxh是模具零件名、 caor3r0是程序名,其中r 3代表铣刀半径、 D6.0是刀具的直径、 R0.0是刀具的刀尖圆角、 hei是数控机床Heidenhain系统的缩写。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
三 、DELCAM软件后编辑功能比较好:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
DELCAM软件后编辑功能相对来说是比较好的。可以在任意方向上裁减。其赛车线加工方式对一些老式的机床操作系统更实用。加工中跳刀现象比较少,节省了大量的辅助加工时间。且一次计算出的刀具路经,可以任意编辑,不用再重复计算。节省了编制程序的计算时间。
WWW_P※LCJS_CO※M-PLC-技-.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
四 、CIMATRON中一种清根方法的再完善:
WWW_PLCJS_COM-PLC-技.术_网
在CLEANUP清根方式中,将垂直区域和水平区域分别采用不同的刀具加工。步骤如下:
P.L.C.技.术.网——可编程控制器技术门户
1 、在水平区域,采用半径较大的平头带小圆弧角的刀具进行加工。在垂直区域留下了与所用刀具半径圆弧相同的未加工区域。采用REMACHIN中的ONLY VERT . CONS . Z方法加工。如图1。最下侧的刀具路经a 。采用刀具半径为R10,刀尖角为R3
WW.W_PLCJS_COM-PLC-技.术_网
2 、在垂直区域,采用半径较小的平头带小圆弧角的刀具或者用半径较小的球头刀具进行螺旋式加工。采用REMACHIN中的ONLY HOR Z . ON SRF . 方法加工。如图1。上侧的刀具路经 b。采用刀具半径为R5的球头刀。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
3 、在垂直区域最下边与水平区域交汇处有局部区域未加工,有残留区域。此时采用WCUT只加工这个区域,高度采用水平区域的高度。即刀具路经a的加工高度。如图1。最下侧的刀具路经 c 。采用刀具半径为R5的球头刀。
WW.W_PLCJS_COM-PLC-技.术_网
此方法适合零件形状较深,可保证刀具的刚度、强度及零件加工质量。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图 1 --清根方法的再完善
WWW_PLCJS@_COM%-PLC-技.术_网
五 、实际工作中的一个实例:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
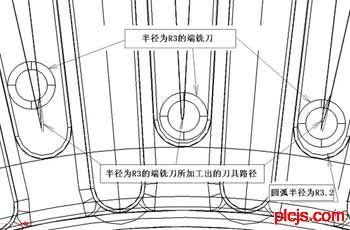
铸造模具厂在加工汽车制动盘模具时,如下图2。使用CIMATRON软件,由于齿尖处R为R3.2使用半径R3的平头铣刀应该没什么问题。但是使用CIMATRON软件的人都知道,当加工凹型时刀具尺寸与凹型相差很小时,程序根本就不运行,或者运行也出错,如下图3:形成了不同的刀具路径。如果将刀具半径缩小到R2.5时,加工的效果比较好,但是刀具的刚度、强度都降低了,影响加工效率和质量。于是我们改用DELCAM软件。将其用IGES格式转换到DELCAM,加工参数与CIMATRON相同。如图4。将图3和图4的刀具路径进行比较,从图形上看DELCAM软件加工的效果要比CIMATRON软件好得多,而且加工出来的模具确实比较好。
WW.W_PLCJS_COM-PLC-技.术_网
实际工作中可能遇到各种问题,利用软件的各自的优势互补,达到加工出合格产品的目的。
——可——编——程——控-制-器-技——术——门——户
W1WW_P4LCJS_COM-PLC-技.术_网
图 2 制动盘模具顶视图
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
图 3 CIMATRON软件加工制动盘模具的实例
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
图 4 DELCAM软件加工制动盘模具的实例
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
上一篇: EIP在数控机床的应用下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行