点击: 作者:未知
一、引言
XK7136立式加工中心,原配美国AB公司的数控伺服系统和直流伺服电机;转盘型刀库的容量为16把刀,由气动装置实现自动换刀;主轴为德国INDRAMAT公司的模拟伺服主轴。加工中心原控制系统存在三方面的不足:(1)由于外界环境的影响模拟信号受干扰较大,又因机床为半闭环控制,定位精度不高,所以机床的加工精度不高;(2)在换刀找刀时,刀盘的旋转步数由绝对方法计算,使找刀占用很长时间;(3)主轴由外部电路控制,没有和系统通讯,控制不方便。经SKY数控系统改造后,实现了机床加工的高精度、高速度与易控制。

图1 信号处理框
二、伺服系统的改造
SKY数控系统是在PC机平台上开发的数控系统。它通过PC机的ISA多功能插卡,实现信号的转换和输入、输出。在机床的改造中,采用SKY系统特有的双位置闭环控制方式,伺服单元采用数字式交流伺服电机(图1)。双位置闭环克服了一般全闭环(速度环+位置环)的非线性影响,不会产生自持振荡而无法工作。它是由位置检测元件(光栅尺)和ISA插卡的位置比较器构成位置外环,由伺服电机所带光电码盘和ISA插卡的位置比较器构成位置内环形成的
由于转角内环构成一个随动系统,当系统位移指令发出后,外部位置环的位置检测元件直接获取工作台的位移信息,并通过内环的跟随性使伺服电机驱动工作台。系统通过ISA插卡的位置比较电路,将光栅的反馈值与指令值进行比较,用比较的差值进行控制,直到差值消除为止。此时光栅的反馈值等于指令值,理论上消除了机床间隙对精度的影响。光栅尺的精度为5μm,机床的加工精度很高。采用数字式交流伺服电机的优点是抗干扰能力强。指令信号以二进制码的形式发出后,以一组脉冲信号进行传送,不易受外界环境的干扰,而且二进制码以检测码的形式传送,以确保二进制码的正确性。
三、换刀控制的改造
机床的自动换刀装置(ATC)通过气动,实现转盘型刀库的上、下、左、右移动以及夹紧/松开装置的紧刀/松刀。刀盘的转动通过马氏轮传动原理实现。

找刀的硬件电路设计
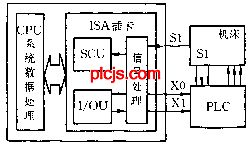
图2 S1.旋转刀盘上的传感器(接近开关) SCU.刀盘旋转步数计算电路 I/OU.PC机与外部设备的通讯接口
在换刀的控制中,我们对ISA插卡做了如下的处理(图2)。当换刀指令M06 TXX发出后,系统程序根据当前刀号以及指令的目标刀号判断刀盘的旋转方向并计算出旋转步数。然后通过低I/OU发出控制信号X0、X1至PLC控制旋转电机的正、反转(X0、X1的控制状态如表1)。刀盘每转过一个刀号,接近开关S1都会发出一个信号S1输入至SCU,SCU计数一次,直到SCU计数值等于所需旋转步数时,刀盘转到目标刀号,系统程序控制I/OU输出控制信号(0,0)到PLC,使刀盘旋转电机停止。
找刀程序的算法
将旋转刀盘的16个刀座号从1~16编号。假定:当前刀号存储在断电保护寄存器R1中:指令的目标刀号存储于寄存器R2中。那么应旋转的步数n=|R2-*R1|(n[0,15])。但若n>8,则旋转步数不是最少步数,所以必须改变刀盘旋转方向,则旋转步数为16-|R2-R1|(表2)。根据此算法可以计算出刀盘最少所需旋转的步数和判断出刀盘的旋转方向。
当系统收到M06 TXX指令后,系统程序首先将R2与*R1比较,n=R2-*R1。若n=0,则M06完成;若n≠0,则系统开始判断刀盘的旋转方向并计算刀盘的旋转步数,同时使Z轴回到换刀点。然后系统发信号使PLC有顺序的控制主轴的定位、刀盘的上、下、左、右移动以及紧刀/松刀等各个动作。
四、主轴控制部分的改造
将SKY数控系统与INDRAMAT模拟伺服主轴控制单元进行通讯,是改造主轴控制部分必不可少的步骤。通讯的实现也是由ISA插卡和PLC连接主轴控制单元完成的(图3)。当系统收到主轴旋转指令时,系统根据指令的转速大小和当时主轴转速倍数的乘积,发送一个二进制数码(以补码形式,易判断其正负)给ISA卡的D/AC,将其转换成模拟信号输出到SCU中。系统发出的是一个32位二进制数码,D/AC转换成+10~-10的模拟信号,转速由SCU中设定的最大转速vsmax和当时的模拟电压值U确定,计算公式为:vs=U*vsmax/10。当U值为正量,主轴旋转方向为顺时针;U值为负时,主轴旋转方向为逆时针。当系统收到指令M03 SXXXX,则指令值为正,U值为正,主轴顺时针旋转;若指令为M04 SXXXX,则指令值为负,U值为负,主轴逆时针旋转。
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!