清棉自调匀整仪的特性及使用效果(下)
日期:2008-9-8 21:08:48 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
2.FLT300B自调匀整仪的几个主要特性
(1)微电脑曲线补偿系统
锥轮式匀整装置以及电子式的变频匀整仪是通过检测天平罗拉处棉层厚薄,进而控制天平罗拉的转速快慢,以此来达到匀整的目的,而对于天平罗拉后部由于机械机构以及原料因素造成的重量不匀,则不能控制。例如纺化纤以及混纺时重量不匀率都较纺棉重量不匀率高,并且普遍出现一个卷子卷首重、尾部轻的现象,这已成为纺化纤的一个规律。而具有微电脑曲线补偿功能的智能型匀整仪利用了PC技术和模糊控制技术,根据重不匀率数据,输入该匀整仪,该机可以通过计算机软件进行补偿,使纺化纤卷及棉卷重不匀率大大降低到0.8%以下,从而达到长、段片段匀整的目的。
例如纺化纤卷时,测试一些卷子的每米重量可画出卷子重量不匀曲线,如图2所示:
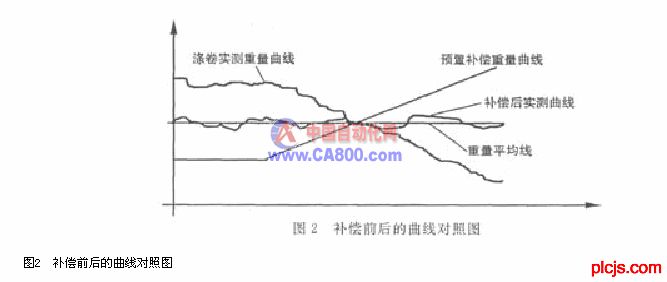
我们根据该实测出的重不匀曲线用直线段拟合分成2段(最多可分八段),可求得每一段所需的时间以及每段首、尾两端的实际重量值,把这些数据输入到微电脑曲线补偿系统中去。开车生产时匀整仪就会根据设定参数对涤卷进行补偿。在正常开车时,天平罗拉与天平杠杆处棉层厚度经传感器转变为电信号后由匀整控制仪进行变频调速,同时也将前述的输入计算机中的参数(即补偿参数)在微电脑中进行叠加,进行软件补偿,这样使化纤卷偏离重量平均线的实际测得的曲线均向重量平均线靠拢,达到降低卷子重不匀的目的。
(2)双重均棉速度调节系统 斜面角钉帘子及水平帘子是由一只0.55KW及减速箱减速为53转/分钟的机件传动的,起传动速度是固定的。当天平罗拉出棉层变厚时,天平罗拉速度就会变慢,V形帘下面的给棉罗拉速度也会减慢。而斜面角钉帘子仍按固定速度输送棉花,这样V形帘处棉花就增多,人为造成棉层加厚,密度加大,恶化棉卷重量不匀率,因此该处加装一套变频器,与原减速箱组成一套变频调速系统。棉层变化量通过天平罗拉处天平杆总吊钩处差动电感式传感器转换为电信号,经中央处理器调节该变频调速系统,使得斜面角钉帘子及水平帘子能与天平罗拉处变频调速系统同步调节速度的快慢并作无级调速。这样天平罗拉速度减慢,斜面角钉帘子速度也会减慢,输送的棉花也会减少,不会造成V形帘处棉花增多、密度加大的现象,稳定棉层厚度,大大提高了棉卷均匀度,为达到0.8%棉卷重量不匀率创造了条件。
这样FLT300B型新一代清棉自调匀整仪通过两套变频速度调节系统为稳定棉层厚度创造了有利条件。
如果天平罗拉前方时通过振动棉箱来供棉的,则在振动棉箱的一定高度处安装两个红外光电检测器,用来监控振动棉箱内的棉花高度。自调匀整主控器通过变频器控制给棉电机,根据两个红外光电监测的结果,控制给棉电机的转速。由于给棉电机是连续运转并且是无级调速的,杜绝了原开关式供棉的现象。
经生产运转中测定而绘制出的棉层厚度波动情况如图3:

经长期运转生产,也证实了使用双重均棉速度调节系统,能较好控制棉卷长、短片段的重量不匀,为降低棉卷重量不匀率的降低创造了条件。
(3)速度自动跟踪系统
在自调匀整仪调节系统中,变频器控制的是普通三相异步电动机。由三相异步电动机的特性我们可知,它存在着一个滑差,也就是说,当我们给变频器一个信号需要电机以一定转速运转,但由于滑差的存在,电机不可能达到匀整仪要求的转速。同时变频器以低速运转时,它的输出功率会减小。在自调匀整仪控制天平罗拉系统中,当天平罗拉处的棉花越厚,天平罗拉转速越低,而此时天平罗拉的负载越大,这个与变频器的特性恰好相反。鉴于这两点,在驱动天平罗拉的减速电机处加装一个转速反馈装置,反馈到匀整仪内,进一步调整变频器的输出频率,使得减速电机的转速与天平罗拉处的棉花厚度真正的一一对应。
(4)棉花密度监测跟踪调节系统
一般的匀整调整系统(锥轮和普通匀整仪)中,都把影响棉花重量的一个重要因素即棉花密度的变化忽略了,这是一个很大的错误。这儿指的棉花密度的变化是指同一个品种在不同外部条件下的密度的变化。在实际供棉过程中,棉层厚度是时刻变化的,但其所受的压力是不变化的,棉花是弹性纤维,厚与薄所呈现的张力是不一样的,在加之棉花的自重因素,棉花的密度随着其厚度的变化也在相应的变化,而不是一个定值。如果设计匀整仪时未将该环节考虑进去,最终使改变天平罗拉的转速不能与实际需要的转速相吻合,匀整效果将大打折扣!FLT300B智能型清棉自调匀整仪已将该环节考虑进去,它根据天平罗拉处棉层厚度的变化自动调整棉花的密度,最终使天平罗拉的转速能恰好与实际需要的转速相吻合,为不匀率降低到0.8%又提供了有力保证。
三、结束语
随着乌氏特89公报的实施,对细纱条干的均匀度、粗细节的要求提高、各纺纱织布机台速度提高也要求产品质量的提高,特别是喷气织机、片梭织机的广泛的应用,单纱强力不匀率要求较高,以减少布机的断头以及WTO的加入以及激烈的质量竞争,要求我们清棉工序中棉卷重量不匀率降低,0.8%棉卷重量不匀率应作为棉纺质量考核指标。
我国科技工作者、电子控制专家、微电脑专家们辛勤的劳动,研制了新一代智能型清棉自条匀整仪,而新一代智能型自调匀整仪又以灵特公司FLT300B自调匀整仪为代表,在棉、涤和混纺纤维所做的棉卷,棉卷重量不匀率均能达到0.8%的质量考核指标,为纺织企业老厂改造做出了贡献。
FLT300B清棉自调匀整仪具有较多的控制系统,FA141及FA076等机型是由机后成卷部分的补偿曲线均棉控制、天平罗拉棉层均棉控制以及机前斜面角钉帘子、水面帘的速度均棉控制即长片段不匀控制所组成的自调匀整系统。
FLT300B智能型自调匀整仪还具有双重均棉调节系统、棉花密度监测跟踪系统、棉花品种自适应系统、棉花防走空监测系统以及速度自动跟踪调节系统等功能,能确保棉卷重量不匀率0.8%提供了有力的保障。
——可——编——程——控-制-器-技——术——门——户
(1)微电脑曲线补偿系统
plcjs.技.术_网
锥轮式匀整装置以及电子式的变频匀整仪是通过检测天平罗拉处棉层厚薄,进而控制天平罗拉的转速快慢,以此来达到匀整的目的,而对于天平罗拉后部由于机械机构以及原料因素造成的重量不匀,则不能控制。例如纺化纤以及混纺时重量不匀率都较纺棉重量不匀率高,并且普遍出现一个卷子卷首重、尾部轻的现象,这已成为纺化纤的一个规律。而具有微电脑曲线补偿功能的智能型匀整仪利用了PC技术和模糊控制技术,根据重不匀率数据,输入该匀整仪,该机可以通过计算机软件进行补偿,使纺化纤卷及棉卷重不匀率大大降低到0.8%以下,从而达到长、段片段匀整的目的。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
例如纺化纤卷时,测试一些卷子的每米重量可画出卷子重量不匀曲线,如图2所示:
WW.W_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
我们根据该实测出的重不匀曲线用直线段拟合分成2段(最多可分八段),可求得每一段所需的时间以及每段首、尾两端的实际重量值,把这些数据输入到微电脑曲线补偿系统中去。开车生产时匀整仪就会根据设定参数对涤卷进行补偿。在正常开车时,天平罗拉与天平杠杆处棉层厚度经传感器转变为电信号后由匀整控制仪进行变频调速,同时也将前述的输入计算机中的参数(即补偿参数)在微电脑中进行叠加,进行软件补偿,这样使化纤卷偏离重量平均线的实际测得的曲线均向重量平均线靠拢,达到降低卷子重不匀的目的。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(2)双重均棉速度调节系统 斜面角钉帘子及水平帘子是由一只0.55KW及减速箱减速为53转/分钟的机件传动的,起传动速度是固定的。当天平罗拉出棉层变厚时,天平罗拉速度就会变慢,V形帘下面的给棉罗拉速度也会减慢。而斜面角钉帘子仍按固定速度输送棉花,这样V形帘处棉花就增多,人为造成棉层加厚,密度加大,恶化棉卷重量不匀率,因此该处加装一套变频器,与原减速箱组成一套变频调速系统。棉层变化量通过天平罗拉处天平杆总吊钩处差动电感式传感器转换为电信号,经中央处理器调节该变频调速系统,使得斜面角钉帘子及水平帘子能与天平罗拉处变频调速系统同步调节速度的快慢并作无级调速。这样天平罗拉速度减慢,斜面角钉帘子速度也会减慢,输送的棉花也会减少,不会造成V形帘处棉花增多、密度加大的现象,稳定棉层厚度,大大提高了棉卷均匀度,为达到0.8%棉卷重量不匀率创造了条件。
——可——编——程——控-制-器-技——术——门——户
这样FLT300B型新一代清棉自调匀整仪通过两套变频速度调节系统为稳定棉层厚度创造了有利条件。
WWW_PLC※JS_COM-PmLC-技.术_网
如果天平罗拉前方时通过振动棉箱来供棉的,则在振动棉箱的一定高度处安装两个红外光电检测器,用来监控振动棉箱内的棉花高度。自调匀整主控器通过变频器控制给棉电机,根据两个红外光电监测的结果,控制给棉电机的转速。由于给棉电机是连续运转并且是无级调速的,杜绝了原开关式供棉的现象。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
经生产运转中测定而绘制出的棉层厚度波动情况如图3:
P.L.C.技.术.网——可编程控制器技术门户
WWW_P※LCJS_CO※M-PLC-技-.术_网
经长期运转生产,也证实了使用双重均棉速度调节系统,能较好控制棉卷长、短片段的重量不匀,为降低棉卷重量不匀率的降低创造了条件。
W1WW_P4LCJS_COM-PLC-技.术_网
(3)速度自动跟踪系统
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
在自调匀整仪调节系统中,变频器控制的是普通三相异步电动机。由三相异步电动机的特性我们可知,它存在着一个滑差,也就是说,当我们给变频器一个信号需要电机以一定转速运转,但由于滑差的存在,电机不可能达到匀整仪要求的转速。同时变频器以低速运转时,它的输出功率会减小。在自调匀整仪控制天平罗拉系统中,当天平罗拉处的棉花越厚,天平罗拉转速越低,而此时天平罗拉的负载越大,这个与变频器的特性恰好相反。鉴于这两点,在驱动天平罗拉的减速电机处加装一个转速反馈装置,反馈到匀整仪内,进一步调整变频器的输出频率,使得减速电机的转速与天平罗拉处的棉花厚度真正的一一对应。
WWcW_PLCJS_COM-PLC-技.术_网
(4)棉花密度监测跟踪调节系统
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
一般的匀整调整系统(锥轮和普通匀整仪)中,都把影响棉花重量的一个重要因素即棉花密度的变化忽略了,这是一个很大的错误。这儿指的棉花密度的变化是指同一个品种在不同外部条件下的密度的变化。在实际供棉过程中,棉层厚度是时刻变化的,但其所受的压力是不变化的,棉花是弹性纤维,厚与薄所呈现的张力是不一样的,在加之棉花的自重因素,棉花的密度随着其厚度的变化也在相应的变化,而不是一个定值。如果设计匀整仪时未将该环节考虑进去,最终使改变天平罗拉的转速不能与实际需要的转速相吻合,匀整效果将大打折扣!FLT300B智能型清棉自调匀整仪已将该环节考虑进去,它根据天平罗拉处棉层厚度的变化自动调整棉花的密度,最终使天平罗拉的转速能恰好与实际需要的转速相吻合,为不匀率降低到0.8%又提供了有力保证。
P.L.C.技.术.网——可编程控制器技术门户
三、结束语
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
随着乌氏特89公报的实施,对细纱条干的均匀度、粗细节的要求提高、各纺纱织布机台速度提高也要求产品质量的提高,特别是喷气织机、片梭织机的广泛的应用,单纱强力不匀率要求较高,以减少布机的断头以及WTO的加入以及激烈的质量竞争,要求我们清棉工序中棉卷重量不匀率降低,0.8%棉卷重量不匀率应作为棉纺质量考核指标。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
我国科技工作者、电子控制专家、微电脑专家们辛勤的劳动,研制了新一代智能型清棉自条匀整仪,而新一代智能型自调匀整仪又以灵特公司FLT300B自调匀整仪为代表,在棉、涤和混纺纤维所做的棉卷,棉卷重量不匀率均能达到0.8%的质量考核指标,为纺织企业老厂改造做出了贡献。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
FLT300B清棉自调匀整仪具有较多的控制系统,FA141及FA076等机型是由机后成卷部分的补偿曲线均棉控制、天平罗拉棉层均棉控制以及机前斜面角钉帘子、水面帘的速度均棉控制即长片段不匀控制所组成的自调匀整系统。
WWW_PLCJS_COM-PLC-技.术_网
FLT300B智能型自调匀整仪还具有双重均棉调节系统、棉花密度监测跟踪系统、棉花品种自适应系统、棉花防走空监测系统以及速度自动跟踪调节系统等功能,能确保棉卷重量不匀率0.8%提供了有力的保障。
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行