清棉自调匀整仪的特性及使用效果(上)
日期:2008-9-8 21:08:48 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
几十年来清棉成卷机匀整装置中均采用等轴双曲线锥轮调整,其匀整精度差,设备故障率高,效率低,机物料消耗多,特别是原料不同,锥轮双曲线也应不一样,由于锥轮不能随原料不同而改变双曲线参数K,因而难以满足纺纱工艺的要求。随着小功率的变频技术的发展和完善,使得对普通异步电动机也能很好地调节速度,特别是加入了微电脑控制技术。因此,微电脑变频自调匀整仪代替锥轮,代替老一代匀整仪在成卷机上得到广泛运用。
近年来,数字技术的应用,更体现了二十一世纪的时代潮流,也使匀整仪的性能更稳定、更可靠和更准确得到了保证。可以说:在成卷机上全面推广实现数字化、自动化(即智能型)的变频匀整仪的技改时机已经来到了。
棉卷重量不匀率的参数考核指针是:棉及棉型粘胶纤维为0.8%~1.2%;棉型合纤及中长化纤维为0.9%~1.4%。而在工厂长期的运转中,靠人工长期积累的经验来调整铁炮的起始点来达到棉卷的均匀,但这个均匀要求不高,涤棉的棉卷重量不匀率为1.2%左右;棉的棉卷重量不匀率为1%左右。然而随着乌氏特89公报的实施,对条干的均匀度,细纱的粗节、细节的要求都大幅提高,要求纺织产品的质量也很高,特别是喷气织机、片梭织机的广泛运用,轻薄织物的开发,单纱的单纱强力不匀率要求较高,以便减少布机的断头,即织布机的效率能达到85%~90%及以上,这些要求使棉卷不匀率满足1%~1.2%左右是远远不够的。加入WTO的激烈的质量竞争也要求我们清棉工序中棉卷重量不匀率能够降低,最好能达到0.8%或更小些,为了能在产品质量的激烈竞争中获胜,这个指标是一定要达到的。
一、0.8%棉卷重量不匀率应作为棉纺质量考核指针
在21世纪中清花棉卷重量不匀率不管是棉、涤及混纺纤维的棉卷重量不匀率均应控制在0.8%这个指标,这个指标能否达到呢?从我们控制技术方面来讲是可以达到的,以无锡市灵特电子仪器设备有限公司的FLT300B智能型清棉自调匀整仪为例:
1、采用变频调速器能稳定的、方便的进行匀整调速。调速器的选择我们经历了滑差电机调速系统;可控硅直流调速系统;单相调压调速系统;三相调压调速系统;直到目前推出的变频调速系统的艰难的道路。由于采用变频调速,可以自动的无级调速,运行稳定、可靠、方便以及操作维修、管理方便。
2、采用微电脑数字控制技术。棉卷重量不匀率的调整可采用微电脑数字控制技术,特别是在采用32位RISC芯片高速处理器及PC模糊控制原理,自动地以最快的速度找到最佳匀整点,以新的重量调节概念,能快速、准确地做出合格的棉卷,并且棉卷重量调节能自动运算,具有补偿值自动运算分析,不匀率计算功能以及不同品种工艺参数的储存等新功能,从而方便使用,为达到棉卷重量不匀率小于0.8%创造了条件。
3、新一代的棉卷重量不匀率控制系统应同时控制天平罗拉处、天平罗拉前及天平罗拉后三个方面。从工艺角度来看应对天平罗拉后面的成卷部分如车头机械因素、尘笼吸棉和生头因素等造成棉层重量规律性不匀的控制、天平罗拉处棉层的厚薄调节天平罗拉速度的控制以及天平罗拉处前方机台(如A092)给棉速度的控制三个方面来进行,以此来稳定棉层厚度并进而降低棉卷的重量不匀率。
(1)天平罗拉处后方机台产生重量不匀的控制:
在天平罗处后方成卷车头部分的各部件如三翼打手的质量、上下尘笼及吸风大小及均匀度、加压罗拉加压大小、操作工生头的搭头好坏、各机台安装不良等影响棉卷的重量不匀率;又由于原料不同特别是使用涤纶纤维时,长期运转中可发现棉卷头重尾轻,造成棉卷重量规律性不匀,因而我们希望从生产运转中测出该机台的棉卷重量不匀率曲线,并输进微电脑,能根据棉层重量波动规律,在运转过程中进行微电脑曲线补偿,以降低棉卷重量不匀率。
(2)天平罗拉处速度控制:
天平罗拉的转速和棉层厚度成对应关系,即棉层厚时,天平罗拉速度减慢,反之速度加快。通过微电脑进行计算,调整天平罗拉速度,从而使单位时间内输出棉量保持恒定,达到匀整目的。
(3)天平罗拉处前方机台输棉速度的控制:
老一代的清棉自调匀整仪都是只控制天平罗拉处棉层的厚薄来调整天平罗拉速度的快慢来达到棉卷均匀的,这样很难达到理想的效果。假如当天平罗拉处的棉层较厚时,匀整仪使天平罗拉转速减慢,V形帘处给棉速度同时减慢,而输入到V形帘的棉花量却是由一只0.55KW 53转/分钟减速机传动斜面角钉帘子传动输入的,但该减速机不受天平罗拉速度的快慢速变化,它仍是按原来固定速度输送棉花,虽有回击罗拉,单作用不大,这样V形帘子处棉花量增多,人为造成棉层加厚,密度加大,恶化棉卷重量不匀率,不利于降低达到0.8%的重量不匀率,因而希望在这0.55KW 53转/分钟减速机处加装一套变频装置进行同步调速。由匀整仪根据天平罗拉处天平杆总吊钩处差动电感式位移传感器的位移信号,使电脑均棉调节系统控制斜面角钉帘子及水面帘子速度快慢,从而使棉层厚度达到稳定的目的,为棉卷重量不匀率达到0.8%创造了有利的条件。有类似于清钢联控制棉条长片段不匀调节系统的作用。
采用微电脑及模糊控制等技术,将天平罗拉及天平罗拉处前方各机台的速度都随天平罗拉处棉层厚薄进行相应的自动控制,加上采用后方成卷车头各机件产生重量不匀的曲线补偿,达到棉卷重量均匀的目的是行之有效的办法,为棉卷重量不匀率达到0.8%是可行的。
二、FLT300B智能型清棉变频自调匀整仪的特性
我们从棉纺工艺角度上提出以上几点要求,以便降低我们棉卷重量不匀率小于0.8%之目标。经我国科技工作者、电子专家们的辛勤努力、几年的奋斗而研制出了带长片段不匀控制的棉卷重量不匀率的清花变频匀整仪,该机能够使棉纤维、化学纤维及混纺纤维的棉卷重量不匀率能做到小于0.8%,这对我们纺织工业的老厂改造工作做出了贡献。现就无锡市灵特电子仪器设备有限公司的新一代自调匀整仪FLT300B带长片段不匀控制的自调匀整仪为代表作如下介绍;
1.工作原理:
FLT300B型自调匀整仪是淘汰老一代的自调匀整仪的新一代智能型自调匀整仪的杰出代表。现简略介绍一下它的工作原理:如图1所示即单打手成卷机安装FLT300B匀整仪的工艺示意图。
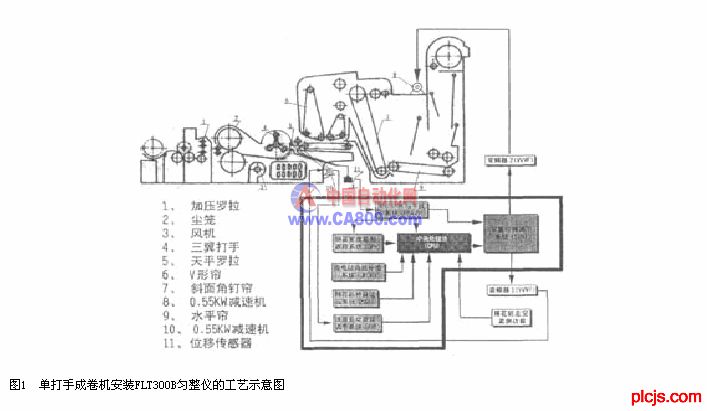
从图一所示该匀整仪由三个工艺方面所组成的匀整仪,即由微电脑曲线补偿匀整控制、棉层厚度匀整控制及输棉速度匀整控制等三大部分组成。其工作原理:
FLT300B型自调匀整仪安装在A076型、FA141型等国产成卷机上,取消锥轮一系列机械零件,保留天平罗拉及天平杠杆等部件,如图一所示:位移传感器安装在天平杠杆总吊钩处新安装的重锤上,当天平罗拉和天平杠杆之间的纵向棉层发生变化时,天平罗拉和天平杆总吊钩处的重锤也相应地发生上下位移,使传感器探头也同步发生上下位移,这个位移信号通过传感器将机械运动转化为电信号,经过放大传送到匀整仪控制器内,经滑动防脉冲干扰系统处理后输送到中央处理器(CPU)。当中央处理器接到由传感器送来的位移电信号后,由软件对其进行运算处理后,把输出结果传送到双重均棉调节系统中,再由双重均棉调节系统输出一电压值去控制变频器l(VVVF)。变频器为减速电动机的电源,因而通过变频器1频率的改变,控制异步电动机的转速,通过减速器等传动机构带动天平罗拉运转进行快慢速的调节,这样就使天平罗拉的转速和棉层厚度成对应关系,从而使单位时间内输出棉量保持恒定,达到匀整的目的。
同时双重均棉调节系统再输出一个电压值去控制变频器2(VVVF),通过变频器2频率的改变控制A092给棉异步电动机的转速,通过减速器改变斜面角钉帘子及水平帘子输棉速度,使V形帘处棉量稳定。
在天平罗拉处的前方成卷车头部分,由于棉花品种的不同、尘笼吸风的大小、横向吸风的均匀性、生头搭头的不良操作会造成不同机台会有不同的棉卷重量不匀率规律性的曲线,测出该机棉卷重量不匀率规律性变化的曲线,输送到图一中微电脑曲线补偿系统中,它能即时的在今后的运转过程中使当地进行补偿,并将进行补偿的运算信号经中央处理器,由双重均棉调节系统传送至变频器1及2,使天平罗拉及斜面角钉帘子、水平帘子作相应的速度改变,已达到减小棉卷重量的波动、该机还能对速度自动跟踪调节,棉花品种自适应调节、棉花密度监测跟踪调节等功能,保证在生产运转中生产处理想的棉卷,并使棉卷重量不匀率控制在0.8%或以下的水平。
WWW_P※LCJS_CO※M-PLC-技-.术_网
近年来,数字技术的应用,更体现了二十一世纪的时代潮流,也使匀整仪的性能更稳定、更可靠和更准确得到了保证。可以说:在成卷机上全面推广实现数字化、自动化(即智能型)的变频匀整仪的技改时机已经来到了。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
棉卷重量不匀率的参数考核指针是:棉及棉型粘胶纤维为0.8%~1.2%;棉型合纤及中长化纤维为0.9%~1.4%。而在工厂长期的运转中,靠人工长期积累的经验来调整铁炮的起始点来达到棉卷的均匀,但这个均匀要求不高,涤棉的棉卷重量不匀率为1.2%左右;棉的棉卷重量不匀率为1%左右。然而随着乌氏特89公报的实施,对条干的均匀度,细纱的粗节、细节的要求都大幅提高,要求纺织产品的质量也很高,特别是喷气织机、片梭织机的广泛运用,轻薄织物的开发,单纱的单纱强力不匀率要求较高,以便减少布机的断头,即织布机的效率能达到85%~90%及以上,这些要求使棉卷不匀率满足1%~1.2%左右是远远不够的。加入WTO的激烈的质量竞争也要求我们清棉工序中棉卷重量不匀率能够降低,最好能达到0.8%或更小些,为了能在产品质量的激烈竞争中获胜,这个指标是一定要达到的。
W1WW_P4LCJS_COM-PLC-技.术_网
一、0.8%棉卷重量不匀率应作为棉纺质量考核指针
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
在21世纪中清花棉卷重量不匀率不管是棉、涤及混纺纤维的棉卷重量不匀率均应控制在0.8%这个指标,这个指标能否达到呢?从我们控制技术方面来讲是可以达到的,以无锡市灵特电子仪器设备有限公司的FLT300B智能型清棉自调匀整仪为例:
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1、采用变频调速器能稳定的、方便的进行匀整调速。调速器的选择我们经历了滑差电机调速系统;可控硅直流调速系统;单相调压调速系统;三相调压调速系统;直到目前推出的变频调速系统的艰难的道路。由于采用变频调速,可以自动的无级调速,运行稳定、可靠、方便以及操作维修、管理方便。
W1WW_P4LCJS_COM-PLC-技.术_网
2、采用微电脑数字控制技术。棉卷重量不匀率的调整可采用微电脑数字控制技术,特别是在采用32位RISC芯片高速处理器及PC模糊控制原理,自动地以最快的速度找到最佳匀整点,以新的重量调节概念,能快速、准确地做出合格的棉卷,并且棉卷重量调节能自动运算,具有补偿值自动运算分析,不匀率计算功能以及不同品种工艺参数的储存等新功能,从而方便使用,为达到棉卷重量不匀率小于0.8%创造了条件。
WWW_P※LCJS_CO※M-PLC-技-.术_网
3、新一代的棉卷重量不匀率控制系统应同时控制天平罗拉处、天平罗拉前及天平罗拉后三个方面。从工艺角度来看应对天平罗拉后面的成卷部分如车头机械因素、尘笼吸棉和生头因素等造成棉层重量规律性不匀的控制、天平罗拉处棉层的厚薄调节天平罗拉速度的控制以及天平罗拉处前方机台(如A092)给棉速度的控制三个方面来进行,以此来稳定棉层厚度并进而降低棉卷的重量不匀率。
P.L.C.技.术.网——可编程控制器技术门户
(1)天平罗拉处后方机台产生重量不匀的控制:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
在天平罗处后方成卷车头部分的各部件如三翼打手的质量、上下尘笼及吸风大小及均匀度、加压罗拉加压大小、操作工生头的搭头好坏、各机台安装不良等影响棉卷的重量不匀率;又由于原料不同特别是使用涤纶纤维时,长期运转中可发现棉卷头重尾轻,造成棉卷重量规律性不匀,因而我们希望从生产运转中测出该机台的棉卷重量不匀率曲线,并输进微电脑,能根据棉层重量波动规律,在运转过程中进行微电脑曲线补偿,以降低棉卷重量不匀率。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(2)天平罗拉处速度控制:
WWW_PL※CJS_COM-PLC-技.术_网
天平罗拉的转速和棉层厚度成对应关系,即棉层厚时,天平罗拉速度减慢,反之速度加快。通过微电脑进行计算,调整天平罗拉速度,从而使单位时间内输出棉量保持恒定,达到匀整目的。
——可——编——程——控-制-器-技——术——门——户
(3)天平罗拉处前方机台输棉速度的控制:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
老一代的清棉自调匀整仪都是只控制天平罗拉处棉层的厚薄来调整天平罗拉速度的快慢来达到棉卷均匀的,这样很难达到理想的效果。假如当天平罗拉处的棉层较厚时,匀整仪使天平罗拉转速减慢,V形帘处给棉速度同时减慢,而输入到V形帘的棉花量却是由一只0.55KW 53转/分钟减速机传动斜面角钉帘子传动输入的,但该减速机不受天平罗拉速度的快慢速变化,它仍是按原来固定速度输送棉花,虽有回击罗拉,单作用不大,这样V形帘子处棉花量增多,人为造成棉层加厚,密度加大,恶化棉卷重量不匀率,不利于降低达到0.8%的重量不匀率,因而希望在这0.55KW 53转/分钟减速机处加装一套变频装置进行同步调速。由匀整仪根据天平罗拉处天平杆总吊钩处差动电感式位移传感器的位移信号,使电脑均棉调节系统控制斜面角钉帘子及水面帘子速度快慢,从而使棉层厚度达到稳定的目的,为棉卷重量不匀率达到0.8%创造了有利的条件。有类似于清钢联控制棉条长片段不匀调节系统的作用。
plcjs.技.术_网
采用微电脑及模糊控制等技术,将天平罗拉及天平罗拉处前方各机台的速度都随天平罗拉处棉层厚薄进行相应的自动控制,加上采用后方成卷车头各机件产生重量不匀的曲线补偿,达到棉卷重量均匀的目的是行之有效的办法,为棉卷重量不匀率达到0.8%是可行的。
WWW_PLC※JS_COM-PmLC-技.术_网
二、FLT300B智能型清棉变频自调匀整仪的特性
WWW_P※LCJS_COM-PLC-)技.术_网
我们从棉纺工艺角度上提出以上几点要求,以便降低我们棉卷重量不匀率小于0.8%之目标。经我国科技工作者、电子专家们的辛勤努力、几年的奋斗而研制出了带长片段不匀控制的棉卷重量不匀率的清花变频匀整仪,该机能够使棉纤维、化学纤维及混纺纤维的棉卷重量不匀率能做到小于0.8%,这对我们纺织工业的老厂改造工作做出了贡献。现就无锡市灵特电子仪器设备有限公司的新一代自调匀整仪FLT300B带长片段不匀控制的自调匀整仪为代表作如下介绍;
WW.W_PLCJS_COM-PLC-技.术_网
1.工作原理:
WWW_P※LCJS_COM-PLC-)技.术_网
FLT300B型自调匀整仪是淘汰老一代的自调匀整仪的新一代智能型自调匀整仪的杰出代表。现简略介绍一下它的工作原理:如图1所示即单打手成卷机安装FLT300B匀整仪的工艺示意图。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
从图一所示该匀整仪由三个工艺方面所组成的匀整仪,即由微电脑曲线补偿匀整控制、棉层厚度匀整控制及输棉速度匀整控制等三大部分组成。其工作原理:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
FLT300B型自调匀整仪安装在A076型、FA141型等国产成卷机上,取消锥轮一系列机械零件,保留天平罗拉及天平杠杆等部件,如图一所示:位移传感器安装在天平杠杆总吊钩处新安装的重锤上,当天平罗拉和天平杠杆之间的纵向棉层发生变化时,天平罗拉和天平杆总吊钩处的重锤也相应地发生上下位移,使传感器探头也同步发生上下位移,这个位移信号通过传感器将机械运动转化为电信号,经过放大传送到匀整仪控制器内,经滑动防脉冲干扰系统处理后输送到中央处理器(CPU)。当中央处理器接到由传感器送来的位移电信号后,由软件对其进行运算处理后,把输出结果传送到双重均棉调节系统中,再由双重均棉调节系统输出一电压值去控制变频器l(VVVF)。变频器为减速电动机的电源,因而通过变频器1频率的改变,控制异步电动机的转速,通过减速器等传动机构带动天平罗拉运转进行快慢速的调节,这样就使天平罗拉的转速和棉层厚度成对应关系,从而使单位时间内输出棉量保持恒定,达到匀整的目的。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
同时双重均棉调节系统再输出一个电压值去控制变频器2(VVVF),通过变频器2频率的改变控制A092给棉异步电动机的转速,通过减速器改变斜面角钉帘子及水平帘子输棉速度,使V形帘处棉量稳定。
WWW_P※LCJS_COM-PLC-)技.术_网
在天平罗拉处的前方成卷车头部分,由于棉花品种的不同、尘笼吸风的大小、横向吸风的均匀性、生头搭头的不良操作会造成不同机台会有不同的棉卷重量不匀率规律性的曲线,测出该机棉卷重量不匀率规律性变化的曲线,输送到图一中微电脑曲线补偿系统中,它能即时的在今后的运转过程中使当地进行补偿,并将进行补偿的运算信号经中央处理器,由双重均棉调节系统传送至变频器1及2,使天平罗拉及斜面角钉帘子、水平帘子作相应的速度改变,已达到减小棉卷重量的波动、该机还能对速度自动跟踪调节,棉花品种自适应调节、棉花密度监测跟踪调节等功能,保证在生产运转中生产处理想的棉卷,并使棉卷重量不匀率控制在0.8%或以下的水平。
本新闻共2页,当前在第1页1 2
W1WW_P4LCJS_COM-PLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行