新型织机织边用筒管纱卷绕机的设计及控制(下)
日期:2008-9-24 19:36:52 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
3 PLC控制系统设计
现代工业有多种控制方法,有单片机、 DSP、PLC控制等等。相比之下,PLC的价格较低,控制指令简单、易懂,所以这台小型卷绕机采用PLC控制。选用台达公司的DVP-20EX PLC,它是一种叠装式结构的小型PLC,指令丰富、功能强大、可靠性高、结构紧凑、便于扩展、性能价格比高。
3.1 卷绕机的控制原理
筒子回转运动的表面线速度,称为卷取速度,以 表示。丝条往复运动的线速度,称为导丝速度,以 表示。丝条单位时间内的卷绕长度,则称为卷绕速度,以 表示。根据运动学相对运动原理,在卷绕过程中,任一卷取点,M在筒子表面上的相对速度即卷绕速度 ,牵连速度即卷取速度 ,其绝对速度则是导丝速度 。由画出的矢量图和展开图即可得出各速度间的关系。



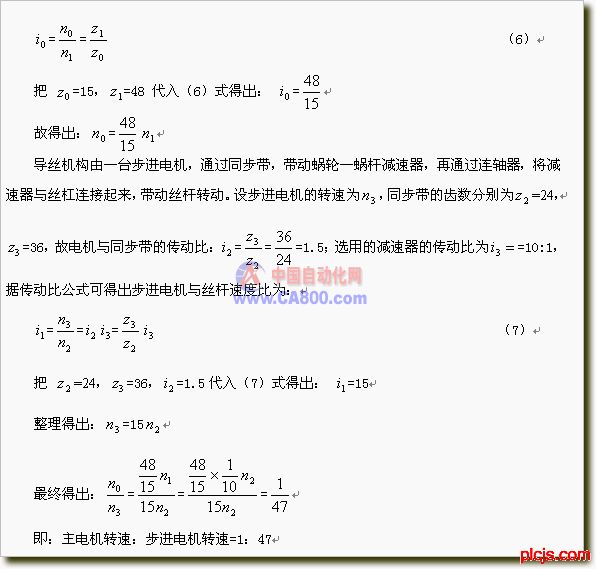
在实际应用中,卷绕角 可取 ,按上式原理算得的转速比范围为0.087~0.17。分别调整两台电机的转速,即可适应不同的卷绕角要求,适合各类纱线卷绕。
3.2 PLC程序说明及主要I/O介绍
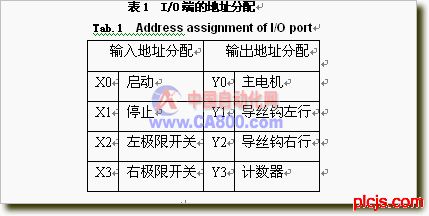
PLC程序编制实现的主要控制要求:通过调节两台变频器,控制主电机与步进电机按照计算所得的转速比回转,从而实现筒管与丝杆按照一定速比转动,主轴旋转一圈,丝杆要走一个线径的距离。遇到左右极限开关时,步进电机要自动换向,控制导丝钩左右往复运动,从而实现卷绕的连续性。PLC主要I/O地址分配如表1:
4 结束语
这台小型卷绕机实现了新型织机织边用筒管纱的全自动卷绕,该机卷绕效率高、运行稳定,设计中很好的解决了卷绕过程中常出现的重叠、跳线等现象,保证了产品的高质量。该设备采用PLC实现卷绕过程的控制,可根据用户的要求方便的改变卷绕的工艺参数,控制比较简单、实用。并且,经过对本设备部分结构的适当改变,便可用于同类型纱线的卷绕,所以本卷绕机在纱线卷绕方面将得到越来越广的应用。
参考文献:
[1> 廖林清等 编著.机械设计方法学.重庆:重庆大学出版社,2000.
[2> 黄靖远 主编.机械设计学.北京:机械工业出版社,1999.
[3> 杨建成 SDS8—M4牵伸加捻机卷绕机构运动分析.纺织机械,1996 NO.2
[4> 杨建成 TW—710型高速卷绕机导丝机构的探讨.纺织机械,1999 NO2。
[5> 杨建成 高速卷绕机旋转叶片拨叉式导丝机构的优化设计.天津工业大学学报,1999.(2)
WWcW_PLCJS_COM-PLC-技.术_网
现代工业有多种控制方法,有单片机、 DSP、PLC控制等等。相比之下,PLC的价格较低,控制指令简单、易懂,所以这台小型卷绕机采用PLC控制。选用台达公司的DVP-20EX PLC,它是一种叠装式结构的小型PLC,指令丰富、功能强大、可靠性高、结构紧凑、便于扩展、性能价格比高。
WWW_PL※CJS_COM-PLC-技.术_网
3.1 卷绕机的控制原理
——可——编——程——控-制-器-技——术——门——户
筒子回转运动的表面线速度,称为卷取速度,以 表示。丝条往复运动的线速度,称为导丝速度,以 表示。丝条单位时间内的卷绕长度,则称为卷绕速度,以 表示。根据运动学相对运动原理,在卷绕过程中,任一卷取点,M在筒子表面上的相对速度即卷绕速度 ,牵连速度即卷取速度 ,其绝对速度则是导丝速度 。由画出的矢量图和展开图即可得出各速度间的关系。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
在实际应用中,卷绕角 可取 ,按上式原理算得的转速比范围为0.087~0.17。分别调整两台电机的转速,即可适应不同的卷绕角要求,适合各类纱线卷绕。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
3.2 PLC程序说明及主要I/O介绍
WW.W_PLC※JS_C,OM-PL,C-技.术_网
PLC程序编制实现的主要控制要求:通过调节两台变频器,控制主电机与步进电机按照计算所得的转速比回转,从而实现筒管与丝杆按照一定速比转动,主轴旋转一圈,丝杆要走一个线径的距离。遇到左右极限开关时,步进电机要自动换向,控制导丝钩左右往复运动,从而实现卷绕的连续性。PLC主要I/O地址分配如表1:
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_CO※M-PLC-技-.术_网
4 结束语
WWW_PLC※JS_COM-PmLC-技.术_网
这台小型卷绕机实现了新型织机织边用筒管纱的全自动卷绕,该机卷绕效率高、运行稳定,设计中很好的解决了卷绕过程中常出现的重叠、跳线等现象,保证了产品的高质量。该设备采用PLC实现卷绕过程的控制,可根据用户的要求方便的改变卷绕的工艺参数,控制比较简单、实用。并且,经过对本设备部分结构的适当改变,便可用于同类型纱线的卷绕,所以本卷绕机在纱线卷绕方面将得到越来越广的应用。
WWW_PLCJS_COM-PLC-技.术_网
参考文献:
P.L.C.技.术.网——可编程控制器技术门户
[1> 廖林清等 编著.机械设计方法学.重庆:重庆大学出版社,2000.
WW.W_PLC※JS_C,OM-PL,C-技.术_网
[2> 黄靖远 主编.机械设计学.北京:机械工业出版社,1999.
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
[3> 杨建成 SDS8—M4牵伸加捻机卷绕机构运动分析.纺织机械,1996 NO.2
WW.W_PLCJS_COM-PLC-技.术_网
[4> 杨建成 TW—710型高速卷绕机导丝机构的探讨.纺织机械,1999 NO2。
P.L.C.技.术.网——可编程控制器技术门户
[5> 杨建成 高速卷绕机旋转叶片拨叉式导丝机构的优化设计.天津工业大学学报,1999.(2)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
上一篇: 自调匀整技术在棉纺系统中的应用(中)下一篇: 新型织机织边用筒管纱卷绕机的设计及控制(上)
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行