自调匀整技术是前纺最重要的要素(下)
日期:2008-11-1 23:19:03 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
1.6 出条检测
一般的开环自调匀整系统在出条端是没有检测点的,控制系统根据喂入检测信号调节牵伸倍数后直接输出须条,无法在线了解匀整效果。USC、USG型自调匀整均在出条处设置了检测喇叭口,它不同于闭环系统的出条检测,与自调匀整的控制系统没有关系,是一个直接监测输出条质量,向计算机提供信号的高精度监测器。出条检测采用具有高速、高精度特点的FP棉条压力传感器,能检测条子的微小变化,实现对棉条质量的监控。若配合高性能的软件,还能直接在终端显示棉条的条干数值和波谱图,这对系统调试和质量监控有重要的意义。
1.7 显示终端
终端是控制系统与操作人员连接的桥梁,通过显示终端对有关工艺条件和技术参数进行设定,并随时了解生产情况和出条质量。USC型、USG型自调匀整终端选用点阵型液晶,液晶本身自带控制线路,其控制是由一个计算机控制系统完成。
1.8 匀整技术参数
1.8.1 死区长度
死区长度即后区凹凸罗拉到主牵伸区变速点间的距离。它决定匀整部分对喂人量波动的延长时间。对于开环式自调匀整装置,可以用下式近似表示死区长度值L: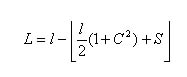
式中:
--检测点到前罗拉握持点的距离;
--纤维平均长度;
--纤维长度离散系数;
--纤维变速点到前罗拉握持点间的距离。
若纱条输入速度为v1,系统惯性的延迟时间为t',则匀整系统的延迟时间为t=(1/v1)-t',而延迟时间的确定将直接影响匀整系统的匀整效果。
由上式可知,死区长度与检测点位置有关。USC型自调匀整装置检测点位于后罗拉后方约1150mm处,且死区长度应随加工纤维的长度及长度离散情况的不同而异。另外,延迟时间除了与死区长度有关,还要考虑系统延迟时间的影响,不同的自调匀整装置,具有不同的t'值,在确定纱条输人速度时,除了对喂入张力的影响,还要考虑到其与延迟时间有关。
因死区长度受多种因素影响,是一个不确定参数,匀整系统的设计应为用户正确选用该参数提供方便。使用USC型、USG型自调装置时,系统手册会推荐一个死区长度,但实践证明,它并非最佳死区长度。由于影响因素较多,还需经试验进行修正才能确定最佳值。生产实际中,当品种翻改、原料变化时,都会使匀整点发生变化,应考虑死区长度的合理调节。
1.8.2 放大倍数
放大倍数决定着对喂入量波动的响应程度。由于检测装置是机械式检测喂入条线密度,受原料性能、密集程度、蓬松性等因素影响,与客观实际的波动有一定差异,必须以放大倍数的调整决定匀整机构调节量的大小。若放大倍数过大或过小,都会使匀整后的输出条定量偏离设定值。因此,每次原料调整、品种变化时,必须经过试验调整来确定最佳的放大倍数。
2 典型自调匀整装置主要工艺性能
高速并条机上使用的USTER公司的USC型、USG型自调匀整装置是目前世界上具有代表性的先进产品,现将生产实践中的工艺性能试验情况总结如下。
2.1 匀整范围
在安装有USC型自调匀整装置的并条机上进行加减条试验,将喂入条由7根-→8根-→7根-→6根一→7根变化(变化范围 -14.2% ~ +14.2%),每次间隔大于100 m,然后按喂入条顺序取出条子变换时刻前后形成的输出条试样,进行不同片段长度不匀率分析,结果显示条干CV和不同片段的重量不匀率和重量偏差无明显变化。但在7根喂入时加减2根(变化范围 -28.6% ~ +28.6%)条子时,因超出匀整范围(±25%),生产无法正常进行,说明USC型自调匀整在匀整范围内有很好的匀整作用。
2.2 短片段不匀的匀整效果
在VOUK SH802-E型并条机正常喂人精梳条中夹进一根具有明显短片段不匀的精梳条,对喂入条和输出条进行波谱图和条干CV分析,结果显示精梳条中具有波长为8cm ~ 10cm不匀波经USC型自调匀整后完全消除,条干CV由6.10%降为3.45%,说明USC型自调匀整装置对短片段不匀具有较好的匀整效果。
2.3 精梳条结合波改善效果
将精梳条(波谱分析存在33cm~43cm接合波)喂入SH802-E型并条机,分别在USC型自调匀整装置开启和关闭两种情况下对输出条取样,进行波谱图分析,结果显示接合波经USC型自调匀整后已基本消失,说明自调匀整对改善精梳条接合波效果明显,这也为实现精梳后单并工艺提供了技术条件。
2.4 不同片段长度的匀整效果
在安装有USG型自调匀整的FA326型并条机上,对经过自调匀整的输出条进行1 m、2 m、3m、4m、5 m不同片段的重量不匀试验,并条机的两个眼分别进行,结果显示两眼测得的数值基本相同,相同片段长度的有匀整的比无匀整的要好,重量CV比无匀整的要小。在有匀整的情况下,片段长度越长,匀整效果越好,说明并条机自调匀整对短片段的匀整要求比较高,技术难度较大。
2.5 USG型自调匀整合格率
在安装USG型自调匀整的FA326型并条机上,对8根、7根、9根不同喂入条件下的输出条5m称重各20段,分别计算出8根-→7根和8根-→9根的匀整效果。结果显示,在8根正常喂入的情况下,增减一根条子,其匀整率都在标准范围内。匀整率越小,说明重量差异越小,匀整效果越好。
3 结束语
随着现代纺纱生产技术的不断提高。并条机自调匀整技术的应用已十分重要,其技术和作用已成为并条工序现代化的关键所在。
(1)并条机自调匀整对精梳条接合波有较好的改善作用,可满足实现精梳后单道并条工艺。
(2)并合可以改善条子的长片段不匀,并条机自调匀整的作用关键是改善短片段不匀,将并合和自调匀整结合起来,可以实现并条工序的最佳工艺效果。
(3)开环式控制系统具有较强的匀整针对性,是并条机自调匀整装置较理想的控制方式,加上出条在线检测装置,实现在线监控,使其作用更加完善。
(4)自调匀整装置不能影响并条机的工艺作用,针对不同的牵伸形式设计合理的牵伸调节方式十分重要。
(5)我国并条机的自调匀整技术与国际先进水平相比还有一定的差距,主要表现在可以匀整的片段长度和制造精度,应加强有关技术研究,努力赶超世界先进水平。
W1WW_P4LCJS_COM-PLC-技.术_网
一般的开环自调匀整系统在出条端是没有检测点的,控制系统根据喂入检测信号调节牵伸倍数后直接输出须条,无法在线了解匀整效果。USC、USG型自调匀整均在出条处设置了检测喇叭口,它不同于闭环系统的出条检测,与自调匀整的控制系统没有关系,是一个直接监测输出条质量,向计算机提供信号的高精度监测器。出条检测采用具有高速、高精度特点的FP棉条压力传感器,能检测条子的微小变化,实现对棉条质量的监控。若配合高性能的软件,还能直接在终端显示棉条的条干数值和波谱图,这对系统调试和质量监控有重要的意义。
WWW_PL※CJS_COM-PLC-技.术_网
1.7 显示终端
WWW.PLCJS.COM——可编程控制器技术门户
终端是控制系统与操作人员连接的桥梁,通过显示终端对有关工艺条件和技术参数进行设定,并随时了解生产情况和出条质量。USC型、USG型自调匀整终端选用点阵型液晶,液晶本身自带控制线路,其控制是由一个计算机控制系统完成。
WWW_P※LCJS_COM-PLC-)技.术_网
1.8 匀整技术参数
WWW_PL※CJS_COM-PLC-技.术_网
1.8.1 死区长度
WWW.PLCJS.COM——可编程控制器技术门户
死区长度即后区凹凸罗拉到主牵伸区变速点间的距离。它决定匀整部分对喂人量波动的延长时间。对于开环式自调匀整装置,可以用下式近似表示死区长度值L:
W1WW_P4LCJS_COM-PLC-技.术_网
式中:
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
--检测点到前罗拉握持点的距离;
WWW_PLC※JS_COM-PmLC-技.术_网
--纤维平均长度;
WWW_PLC※JS_COM-PmLC-技.术_网
--纤维长度离散系数;
plcjs.技.术_网
--纤维变速点到前罗拉握持点间的距离。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
若纱条输入速度为v1,系统惯性的延迟时间为t',则匀整系统的延迟时间为t=(1/v1)-t',而延迟时间的确定将直接影响匀整系统的匀整效果。
WWW_PLC※JS_COM-PmLC-技.术_网
由上式可知,死区长度与检测点位置有关。USC型自调匀整装置检测点位于后罗拉后方约1150mm处,且死区长度应随加工纤维的长度及长度离散情况的不同而异。另外,延迟时间除了与死区长度有关,还要考虑系统延迟时间的影响,不同的自调匀整装置,具有不同的t'值,在确定纱条输人速度时,除了对喂入张力的影响,还要考虑到其与延迟时间有关。
WWW_P※LCJS_CO※M-PLC-技-.术_网
因死区长度受多种因素影响,是一个不确定参数,匀整系统的设计应为用户正确选用该参数提供方便。使用USC型、USG型自调装置时,系统手册会推荐一个死区长度,但实践证明,它并非最佳死区长度。由于影响因素较多,还需经试验进行修正才能确定最佳值。生产实际中,当品种翻改、原料变化时,都会使匀整点发生变化,应考虑死区长度的合理调节。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
1.8.2 放大倍数
WW.W_PLC※JS_C,OM-PL,C-技.术_网
放大倍数决定着对喂入量波动的响应程度。由于检测装置是机械式检测喂入条线密度,受原料性能、密集程度、蓬松性等因素影响,与客观实际的波动有一定差异,必须以放大倍数的调整决定匀整机构调节量的大小。若放大倍数过大或过小,都会使匀整后的输出条定量偏离设定值。因此,每次原料调整、品种变化时,必须经过试验调整来确定最佳的放大倍数。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2 典型自调匀整装置主要工艺性能
WW.W_PLC※JS_C,OM-PL,C-技.术_网
高速并条机上使用的USTER公司的USC型、USG型自调匀整装置是目前世界上具有代表性的先进产品,现将生产实践中的工艺性能试验情况总结如下。
P.L.C.技.术.网——可编程控制器技术门户
2.1 匀整范围
plcjs.技.术_网
在安装有USC型自调匀整装置的并条机上进行加减条试验,将喂入条由7根-→8根-→7根-→6根一→7根变化(变化范围 -14.2% ~ +14.2%),每次间隔大于100 m,然后按喂入条顺序取出条子变换时刻前后形成的输出条试样,进行不同片段长度不匀率分析,结果显示条干CV和不同片段的重量不匀率和重量偏差无明显变化。但在7根喂入时加减2根(变化范围 -28.6% ~ +28.6%)条子时,因超出匀整范围(±25%),生产无法正常进行,说明USC型自调匀整在匀整范围内有很好的匀整作用。
WWW_P※LCJS_COM-PLC-)技.术_网
2.2 短片段不匀的匀整效果
WWW_PLC※JS_COM-PmLC-技.术_网
在VOUK SH802-E型并条机正常喂人精梳条中夹进一根具有明显短片段不匀的精梳条,对喂入条和输出条进行波谱图和条干CV分析,结果显示精梳条中具有波长为8cm ~ 10cm不匀波经USC型自调匀整后完全消除,条干CV由6.10%降为3.45%,说明USC型自调匀整装置对短片段不匀具有较好的匀整效果。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
2.3 精梳条结合波改善效果
WWW.PLCJS.COM——可编程控制器技术门户
将精梳条(波谱分析存在33cm~43cm接合波)喂入SH802-E型并条机,分别在USC型自调匀整装置开启和关闭两种情况下对输出条取样,进行波谱图分析,结果显示接合波经USC型自调匀整后已基本消失,说明自调匀整对改善精梳条接合波效果明显,这也为实现精梳后单并工艺提供了技术条件。
WWW_PLCJS@_COM%-PLC-技.术_网
2.4 不同片段长度的匀整效果
W1WW_P4LCJS_COM-PLC-技.术_网
在安装有USG型自调匀整的FA326型并条机上,对经过自调匀整的输出条进行1 m、2 m、3m、4m、5 m不同片段的重量不匀试验,并条机的两个眼分别进行,结果显示两眼测得的数值基本相同,相同片段长度的有匀整的比无匀整的要好,重量CV比无匀整的要小。在有匀整的情况下,片段长度越长,匀整效果越好,说明并条机自调匀整对短片段的匀整要求比较高,技术难度较大。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2.5 USG型自调匀整合格率
WWW_PLC※JS_COM-PmLC-技.术_网
在安装USG型自调匀整的FA326型并条机上,对8根、7根、9根不同喂入条件下的输出条5m称重各20段,分别计算出8根-→7根和8根-→9根的匀整效果。结果显示,在8根正常喂入的情况下,增减一根条子,其匀整率都在标准范围内。匀整率越小,说明重量差异越小,匀整效果越好。
WWW_P※LCJS_CO※M-PLC-技-.术_网
3 结束语
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
随着现代纺纱生产技术的不断提高。并条机自调匀整技术的应用已十分重要,其技术和作用已成为并条工序现代化的关键所在。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(1)并条机自调匀整对精梳条接合波有较好的改善作用,可满足实现精梳后单道并条工艺。
plcjs.技.术_网
(2)并合可以改善条子的长片段不匀,并条机自调匀整的作用关键是改善短片段不匀,将并合和自调匀整结合起来,可以实现并条工序的最佳工艺效果。
——可——编——程——控-制-器-技——术——门——户
(3)开环式控制系统具有较强的匀整针对性,是并条机自调匀整装置较理想的控制方式,加上出条在线检测装置,实现在线监控,使其作用更加完善。
WWcW_PLCJS_COM-PLC-技.术_网
(4)自调匀整装置不能影响并条机的工艺作用,针对不同的牵伸形式设计合理的牵伸调节方式十分重要。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(5)我国并条机的自调匀整技术与国际先进水平相比还有一定的差距,主要表现在可以匀整的片段长度和制造精度,应加强有关技术研究,努力赶超世界先进水平。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
上一篇: 新型精梳机多单元分步传动及其控制系统下一篇: 自调匀整技术是前纺最重要的要素(上)
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行