德维森V80系列PLC在超声波布料切割机中的应用
日期:2007-10-24 0:18:42 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
摘要:本文介绍了V80系列PLC在超声波切割机中的应用情况,重点阐述了V80系列PLC控制步进电机以及灵活变成方式。
关键词:PLC、超声波切割机,步进电机,异步电机
相关设备和行业:纺织机械
1、引言:
超声波切割机用于加工化纤、尼龙类布料,主要用来制作无尘拭布(洁净布),无缝缝润等产品。
无尘布是常用于电子产品、光学仪器以及其他在无尘生产环境中制作的零部件清洁用布。无尘布柔软、弹性大、易变形。在使用中不能出现脱毛、崩布边等要求。由于该布料有着特殊的使用要求,所以对布料的分切加工也有着特殊的工艺要求。
超声波切割机是针对无尘布的特点,专门设计制造的专用机械。具有切口光滑、牢靠,切边准确,不会变形,不翘边、起毛、抽丝、皱折等优点。可避免的“激光切割机”存在的切边粗糙、焦边、起球等缺点。
作为国内技术力量最强的PLC研发和生产厂商——德维森科技(深圳)有限公司和厂商一起从电气控制到工艺,为厂商提供了解决方案。
2、超声波切割技术
超声波切割机主要有2个技术问题,一个超声波的产生,另外一个就是布料的传送控制,切割。超声波主要是通过陶瓷振子加上电压产生超声波振动,再经增幅放大,使刀头刃具产生高速振动,可用来切割布料,塑料等材料。作为超声波切割机中最重要的一环就是实现布料的精确传送以及高速切割。切割机要求每次布料的传送长度一致,并且为了提高生产效率,对布料的传送和切割速度有要求。并且在切割时要求不能产生黑边的现象。由于切割机的需要非常大,所以对成本控制也比较严格。
3、德维森的超声波切割机解决方案
德维森公司针对前面提到的问题,提出了一个价格低廉和可靠高效的解决方案:
对主传送马达,我们采用普通的步进电机代替伺服电机,对于切割电机,采用普通的交流异步电机。其他压布挡板的控制,进刀,退刀的控制以及布料的安装等均采用气缸来控制。
电气控制采用V80M32DR-AC/S就可以实现所有控制,并带一个简单的触摸屏来实现对布料切割长度的设置以及累计产量的统计并实现机器的启动停止控制。
V80M32DR-AC/S为德维森科技推出的带运动控制的小型PLC,具有16个输入点以及16个继电器输出点。并且带有2路单独的速度高达50KHZ的高速PTO/PWM输出单元。并有2路全功能(ABZ三相)的高速计数功能。
切割机的控制流程如下:
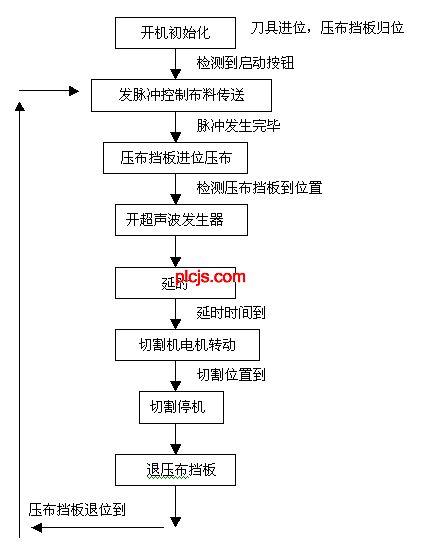
从上述工艺我们可以看到,和传统的切割机比较,我们节省了切割刀具的进刀退刀的过程,另外我们的刀具切割,可实现从左到右切割一次,下次可实现从右到左,而不是有的机器,切割一次以后,必须将刀具归位的做法,大大提高了整体速度,所以我们的解决方案具有功能强,精度高,成本低,性价比高的特点。对于布料的长度设置,我们可最小设置布料长度在5cm以下,布料宽度可灵活调整。
采用V80M32DR-AC/S小型PLC,单机可实现对传送布料的步进电机,切割的交流异步电机,以及气缸的控制。由于V80的脉冲输出具有速度可任意设置,最多可设置256段不同加减速曲线,并且脉冲输出精确,驱动电路抗干扰强的特点,保证了布料传送的精确和快速。在本系统中,我们设定了5段加减速频率,分别为2段加速,2段减速,1段高速稳定输出。
V80脉冲输出功能块程序编写的简要介绍。V80带S型的PLC具有2路高速脉冲输出的功能。脉冲输出具有三种设置功能模块,分别为:普通模式脉冲串输出(PTO)设置(N_PTO_S);平滑模式脉冲串输出(PTO)设置(B_PTO_S);多段模式脉冲串输出(PTO)设置(M_PTO_S);脉宽调制输出功能块为:脉宽调制输出(PWM)设置(PWM_S)。
运行功能块为:脉冲输出运行(PLSRUN)
我们这里需要用到多段模式脉冲串输出设置(M_PTO_S)模块,每一段频率脉冲需要5个参数,如果有N段加,减速曲线,则需要N*5个参数。5个参数分别为:第一,起始周期(单位可为ms或者us)频率则为周期的倒数;第二:递进周期T(bit0~bit14 有效,bit15 为递进方向控制位,1 为减,0 为增);第三:递进间隔脉冲数N,即每隔多少个脉冲,变化一次频率;第四:当前段脉冲数,以这个方式输出的总脉冲个数;第五:方向输出线控制字,是否和外部的方向线绑定输出。我们可以看出,对脉冲输出的控制设置比较清晰,操作简单。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
关键词:PLC、超声波切割机,步进电机,异步电机
plcjs.技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
相关设备和行业:纺织机械
WWW_PLC※JS_COM-PmLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
1、引言:
WWW_PL※CJS_COM-PLC-技.术_网
超声波切割机用于加工化纤、尼龙类布料,主要用来制作无尘拭布(洁净布),无缝缝润等产品。
WWW_P※LCJS_COM-PLC-)技.术_网
无尘布是常用于电子产品、光学仪器以及其他在无尘生产环境中制作的零部件清洁用布。无尘布柔软、弹性大、易变形。在使用中不能出现脱毛、崩布边等要求。由于该布料有着特殊的使用要求,所以对布料的分切加工也有着特殊的工艺要求。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
超声波切割机是针对无尘布的特点,专门设计制造的专用机械。具有切口光滑、牢靠,切边准确,不会变形,不翘边、起毛、抽丝、皱折等优点。可避免的“激光切割机”存在的切边粗糙、焦边、起球等缺点。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
作为国内技术力量最强的PLC研发和生产厂商——德维森科技(深圳)有限公司和厂商一起从电气控制到工艺,为厂商提供了解决方案。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS_COM-PLC-技.术_网
2、超声波切割技术
WW.W_PLC※JS_C,OM-PL,C-技.术_网
超声波切割机主要有2个技术问题,一个超声波的产生,另外一个就是布料的传送控制,切割。超声波主要是通过陶瓷振子加上电压产生超声波振动,再经增幅放大,使刀头刃具产生高速振动,可用来切割布料,塑料等材料。作为超声波切割机中最重要的一环就是实现布料的精确传送以及高速切割。切割机要求每次布料的传送长度一致,并且为了提高生产效率,对布料的传送和切割速度有要求。并且在切割时要求不能产生黑边的现象。由于切割机的需要非常大,所以对成本控制也比较严格。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3、德维森的超声波切割机解决方案
WW.W_PLCJS_COM-PLC-技.术_网
德维森公司针对前面提到的问题,提出了一个价格低廉和可靠高效的解决方案:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
对主传送马达,我们采用普通的步进电机代替伺服电机,对于切割电机,采用普通的交流异步电机。其他压布挡板的控制,进刀,退刀的控制以及布料的安装等均采用气缸来控制。
WWW.PLCJS.COM——可编程控制器技术门户
电气控制采用V80M32DR-AC/S就可以实现所有控制,并带一个简单的触摸屏来实现对布料切割长度的设置以及累计产量的统计并实现机器的启动停止控制。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
V80M32DR-AC/S为德维森科技推出的带运动控制的小型PLC,具有16个输入点以及16个继电器输出点。并且带有2路单独的速度高达50KHZ的高速PTO/PWM输出单元。并有2路全功能(ABZ三相)的高速计数功能。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
切割机的控制流程如下:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
从上述工艺我们可以看到,和传统的切割机比较,我们节省了切割刀具的进刀退刀的过程,另外我们的刀具切割,可实现从左到右切割一次,下次可实现从右到左,而不是有的机器,切割一次以后,必须将刀具归位的做法,大大提高了整体速度,所以我们的解决方案具有功能强,精度高,成本低,性价比高的特点。对于布料的长度设置,我们可最小设置布料长度在5cm以下,布料宽度可灵活调整。
W1WW_P4LCJS_COM-PLC-技.术_网
采用V80M32DR-AC/S小型PLC,单机可实现对传送布料的步进电机,切割的交流异步电机,以及气缸的控制。由于V80的脉冲输出具有速度可任意设置,最多可设置256段不同加减速曲线,并且脉冲输出精确,驱动电路抗干扰强的特点,保证了布料传送的精确和快速。在本系统中,我们设定了5段加减速频率,分别为2段加速,2段减速,1段高速稳定输出。
WWcW_PLCJS_COM-PLC-技.术_网
V80脉冲输出功能块程序编写的简要介绍。V80带S型的PLC具有2路高速脉冲输出的功能。脉冲输出具有三种设置功能模块,分别为:普通模式脉冲串输出(PTO)设置(N_PTO_S);平滑模式脉冲串输出(PTO)设置(B_PTO_S);多段模式脉冲串输出(PTO)设置(M_PTO_S);脉宽调制输出功能块为:脉宽调制输出(PWM)设置(PWM_S)。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
运行功能块为:脉冲输出运行(PLSRUN)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
我们这里需要用到多段模式脉冲串输出设置(M_PTO_S)模块,每一段频率脉冲需要5个参数,如果有N段加,减速曲线,则需要N*5个参数。5个参数分别为:第一,起始周期(单位可为ms或者us)频率则为周期的倒数;第二:递进周期T(bit0~bit14 有效,bit15 为递进方向控制位,1 为减,0 为增);第三:递进间隔脉冲数N,即每隔多少个脉冲,变化一次频率;第四:当前段脉冲数,以这个方式输出的总脉冲个数;第五:方向输出线控制字,是否和外部的方向线绑定输出。我们可以看出,对脉冲输出的控制设置比较清晰,操作简单。
本新闻共2页,当前在第1页1 2
WWW_PLCJS_COM-PLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行