变结构智能调节器的研制
日期:2008-9-8 21:08:48 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘 要:介绍了一种变结构智能调节器的设计方法,它适用于加热炉这类大惯性、非线性、受外界因素干扰的对象。利用模式识别实现智能切换,增加系统的抗干扰能力,提高系统的快速性。通过试验表明,控制效果明显改善。
关键词:变结构智能调节器;串级控制;模糊控制;PID调节器
1 引 言
在工业过程控制中,存在许多复杂控制对象,它们具有大惯性、受随机因素干扰、非线性等特点。如用于轧钢生产的加热炉,受外界扰动较大处于非稳定状态,并且系统特性随温度变化,具有非线性,特别是从待轧到轧钢的过渡过程,要求既能快速升温,又具有较强的抗干扰能力。若采用以固定参数为主的常规PID串级控制,其抗干扰能力及跟随效果均较差。因此,采用单回路控制和串级控制两种控制方式,设计一种变结构智能调节器,使其适用于待轧和轧钢过程及其过渡过程。利用串级控制较强的抗干扰能力,在待轧的时候采用串级控制,使温度保持在待轧温度范围内,得到轧制信号后切换到单回路控制,利用单回路的快速性,使加热炉在流量给定的条件下快速升温,当接近轧钢温度时,再切换到串级控制,使其保持在轧钢温度范围内正常运行。
模糊控制对对象模型难以确定、非线性、大滞后情况有良好的控制品质,它只根据设定值的过程变量偏差来确定调节器的输出,选择适当的规则可以达到快速响应。因此,将模糊控制和传统的PID控制相结合,在系统偏差较大时,侧重于模糊控制,提高系统的响应速度;在系统偏差较小、系统渐趋稳定时,侧重于PID调节。这样,既可利用PID控制的静差小、稳定性好的优点,又具有模糊控制对参数适应性强和调节速度快的特点。使系统在整个运行过程中既满足快速性的要求,又具有较强的抗扰动能力。在包头钢铁公司轧钢厂(简称包钢轧钢厂)加热炉上的应用表明,调节效果有明显的改善。
2 变结构PID调节器的设计
2.1 变结构控制调节器构成
变结构调节器控制系统如图1所示。在图1中加热炉是主要调节对象,具有大惯性、非线性的特点。主调节器由模糊控制和PID控制组成。而副对象是调节阀,其时间常数往往很小,以防止出现大的超调和波动。副调节器为P调节器。
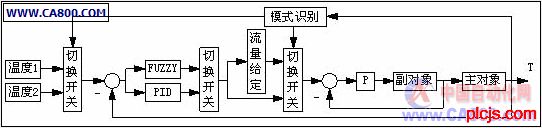
图1 变结构调节器控制系统
由图1可以看出,各种方式的切换利用模式识别,当满足相应的切换条件时进行切换。
2.2 模糊控制器的设计
2.2.1 模糊控制器的结构 选择模糊控制器的输入变量为误差e及误差的变化ec,输出变量u为控制量的变化量,相应的模糊集为E,EC,U,是一个双输入单输出的二维模糊控制器。对误差E、误差变化EC及控制量U的模糊集及其论域定义如下:E、EC和U的模糊集为:{NB,NS,ZZ,PS,PM,PB},PB,PS,ZZ,NS,NB分别对应正大、正小、零、负小、负大;将误差e,误差变化率Δe和控制量u的模糊语言变量E,EC以及U的论域分成5个等级[2>。它们的隶属函数选trimf(三角形),如图2所示。
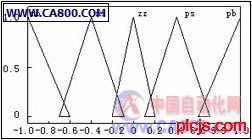
图2 E,EC,U的隶属度函数
2.2.2 模糊控制规则 相应控制规则可用如下模糊条件语句来描述:if E is NB and EC is NB then U is PB经过总结和归纳得到25条控制规则,相应可构成一个模糊控制规则表(见表1)。
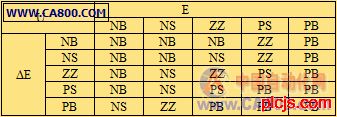
表1 模糊控制规则
3 硬件构成及软件设计
调节器的硬件构成见图3。工业现场标准的模拟信号可以直接经过仪表放大器INA114放大进入MSP430模数转换器的输入端,采用MSP430本身提供的2.5V电压作为该模数转换器的参考电压。作为实验板,仅对外部两路差分信号采样,即4~20mA DC和0~10V DC信号。JTAG接口用来调试程序,因为MSP芯片采用的是表面封贴的封装TQFP64,通过插座实现开发系统和目标板的连接不方便。RS485通讯用于组建小型控制网络。模拟信号输出采用2个8位D/A转换器DAC0832,可分别输出4~20mA和0~10V DC信号。为方便操作,设计了调整参数用的小键盘,只有3个键即增加、减小和确认键。设置的参数和调节曲线用低功耗液晶屏显示。
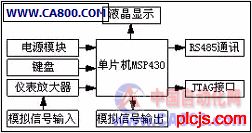
图3 调节器硬件构成
软件设计包括主程序和键盘扫描、显示、数据采集处理、控制算法等子程序模块。主程序流程见图4。软件程序在计算机上采用IAR开发系统,用C语言编写而成,通过JTAG接口直接进行仿真和下载到MSP430的Flash存储器中。
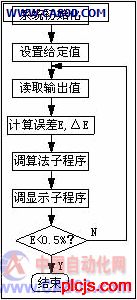
图4 主程序流程
注:E=给定值-输出值
4 应用试验结果
利用设计的变结构智能调节器和传统的PID调节器对包钢轧钢厂加热炉分别进行调节控制试验。待轧温度700℃,轧钢温度1100℃,得到的温度变化波形如图5、图6所示。
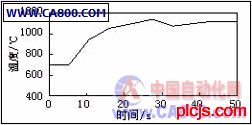
图5 常规PID控制温度变化曲线

图6 变结构控制温度变化曲线
由图5可以看出,待轧时,加热炉的温度保持在700℃,5s后得到轧钢信号,温度上升很慢,28s后加热炉在热量损失的情况下,即扰动的情况下,其抑制扰动的能力很弱。温度恢复也很慢。
由图6可以看出,待轧时,变结构控制使加热炉维持在700℃,在10s后得到轧钢信号,切换到单回路控制,在流量给定下,温度快速上升到950℃,然后平滑的切换到串级控制,利用串级控制较强的抗扰性,使温度平滑的上升到1100℃,开始轧钢。在23秒的时候,加热炉在热量损失的情况下,温度的变化也很小,并且很快恢复轧钢温度,不影响正常轧钢,快速性和抗扰性都比传统的PID串级控制有了明显的改善。
WWcW_PLCJS_COM-PLC-技.术_网
关键词:变结构智能调节器;串级控制;模糊控制;PID调节器
WWW_PL※CJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
1 引 言
WWW_PLCJS@_COM%-PLC-技.术_网
在工业过程控制中,存在许多复杂控制对象,它们具有大惯性、受随机因素干扰、非线性等特点。如用于轧钢生产的加热炉,受外界扰动较大处于非稳定状态,并且系统特性随温度变化,具有非线性,特别是从待轧到轧钢的过渡过程,要求既能快速升温,又具有较强的抗干扰能力。若采用以固定参数为主的常规PID串级控制,其抗干扰能力及跟随效果均较差。因此,采用单回路控制和串级控制两种控制方式,设计一种变结构智能调节器,使其适用于待轧和轧钢过程及其过渡过程。利用串级控制较强的抗干扰能力,在待轧的时候采用串级控制,使温度保持在待轧温度范围内,得到轧制信号后切换到单回路控制,利用单回路的快速性,使加热炉在流量给定的条件下快速升温,当接近轧钢温度时,再切换到串级控制,使其保持在轧钢温度范围内正常运行。
WWW_PL※CJS_COM-PLC-技.术_网
模糊控制对对象模型难以确定、非线性、大滞后情况有良好的控制品质,它只根据设定值的过程变量偏差来确定调节器的输出,选择适当的规则可以达到快速响应。因此,将模糊控制和传统的PID控制相结合,在系统偏差较大时,侧重于模糊控制,提高系统的响应速度;在系统偏差较小、系统渐趋稳定时,侧重于PID调节。这样,既可利用PID控制的静差小、稳定性好的优点,又具有模糊控制对参数适应性强和调节速度快的特点。使系统在整个运行过程中既满足快速性的要求,又具有较强的抗扰动能力。在包头钢铁公司轧钢厂(简称包钢轧钢厂)加热炉上的应用表明,调节效果有明显的改善。
WWW.PLCJS.COM——可编程控制器技术门户
2 变结构PID调节器的设计
WWcW_PLCJS_COM-PLC-技.术_网
2.1 变结构控制调节器构成
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
变结构调节器控制系统如图1所示。在图1中加热炉是主要调节对象,具有大惯性、非线性的特点。主调节器由模糊控制和PID控制组成。而副对象是调节阀,其时间常数往往很小,以防止出现大的超调和波动。副调节器为P调节器。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图1 变结构调节器控制系统
plcjs.技.术_网
由图1可以看出,各种方式的切换利用模式识别,当满足相应的切换条件时进行切换。
WWW_P※LCJS_CO※M-PLC-技-.术_网
2.2 模糊控制器的设计
WWW_PLC※JS_COM-PmLC-技.术_网
2.2.1 模糊控制器的结构 选择模糊控制器的输入变量为误差e及误差的变化ec,输出变量u为控制量的变化量,相应的模糊集为E,EC,U,是一个双输入单输出的二维模糊控制器。对误差E、误差变化EC及控制量U的模糊集及其论域定义如下:E、EC和U的模糊集为:{NB,NS,ZZ,PS,PM,PB},PB,PS,ZZ,NS,NB分别对应正大、正小、零、负小、负大;将误差e,误差变化率Δe和控制量u的模糊语言变量E,EC以及U的论域分成5个等级[2>。它们的隶属函数选trimf(三角形),如图2所示。
WWW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
图2 E,EC,U的隶属度函数
WW.W_PLC※JS_C,OM-PL,C-技.术_网
2.2.2 模糊控制规则 相应控制规则可用如下模糊条件语句来描述:if E is NB and EC is NB then U is PB经过总结和归纳得到25条控制规则,相应可构成一个模糊控制规则表(见表1)。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WW.W_PLCJS_COM-PLC-技.术_网
表1 模糊控制规则
P.L.C.技.术.网——可编程控制器技术门户
3 硬件构成及软件设计
plcjs.技.术_网
调节器的硬件构成见图3。工业现场标准的模拟信号可以直接经过仪表放大器INA114放大进入MSP430模数转换器的输入端,采用MSP430本身提供的2.5V电压作为该模数转换器的参考电压。作为实验板,仅对外部两路差分信号采样,即4~20mA DC和0~10V DC信号。JTAG接口用来调试程序,因为MSP芯片采用的是表面封贴的封装TQFP64,通过插座实现开发系统和目标板的连接不方便。RS485通讯用于组建小型控制网络。模拟信号输出采用2个8位D/A转换器DAC0832,可分别输出4~20mA和0~10V DC信号。为方便操作,设计了调整参数用的小键盘,只有3个键即增加、减小和确认键。设置的参数和调节曲线用低功耗液晶屏显示。
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图3 调节器硬件构成
WW.W_PLC※JS_C,OM-PL,C-技.术_网
软件设计包括主程序和键盘扫描、显示、数据采集处理、控制算法等子程序模块。主程序流程见图4。软件程序在计算机上采用IAR开发系统,用C语言编写而成,通过JTAG接口直接进行仿真和下载到MSP430的Flash存储器中。
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS@_COM%-PLC-技.术_网
图4 主程序流程
WWcW_PLCJS_COM-PLC-技.术_网
注:E=给定值-输出值
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
4 应用试验结果
WWW_PLC※JS_COM-PmLC-技.术_网
利用设计的变结构智能调节器和传统的PID调节器对包钢轧钢厂加热炉分别进行调节控制试验。待轧温度700℃,轧钢温度1100℃,得到的温度变化波形如图5、图6所示。
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
图5 常规PID控制温度变化曲线
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图6 变结构控制温度变化曲线
——可——编——程——控-制-器-技——术——门——户
由图5可以看出,待轧时,加热炉的温度保持在700℃,5s后得到轧钢信号,温度上升很慢,28s后加热炉在热量损失的情况下,即扰动的情况下,其抑制扰动的能力很弱。温度恢复也很慢。
WWW_PL※CJS_COM-PLC-技.术_网
由图6可以看出,待轧时,变结构控制使加热炉维持在700℃,在10s后得到轧钢信号,切换到单回路控制,在流量给定下,温度快速上升到950℃,然后平滑的切换到串级控制,利用串级控制较强的抗扰性,使温度平滑的上升到1100℃,开始轧钢。在23秒的时候,加热炉在热量损失的情况下,温度的变化也很小,并且很快恢复轧钢温度,不影响正常轧钢,快速性和抗扰性都比传统的PID串级控制有了明显的改善。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
上一篇: 旁支式混凝土结构秤台轨道衡的技术创新及适用特性下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行