西门于MM440变频器在高炉送料系统的应用
日期:2006-3-29 21:16:56 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
一、引言:
在高炉炼铁生产中,进料系统是设备的重要组成部分,其可靠性直接影响到生产效率及经济效益。本文对西门子MM440变频器在该系统改造部分的应用,以及该系统的传控部分进行讨论。
二,原系统概述:
1、原系统机械部分构成
由一台卷扬机拖动两台料车,料车位于轨道斜面上,互为上行、下行,即其中一台料车载料上行,另一台为空车下行,运行过程中电机始终处于负载状态。
2、原系统电气部分构成
原系统由一台6极55kW绕线式电机拖动,转子回路靠切换电阻实现速度调整,通过主令控制器(与电机同轴连接)采集料车的位置,控制电阻的投入切除,同时控制机械抱闸的开闭。
3、原系统存在的问题:
由于该调速方式为转子串电阻调速,电阻容易烧毁,加上卷扬机钢丝绳松紧程度不一致,有时出现料车“挂顶”事故,严重影响了生产。
三、新系统构成;
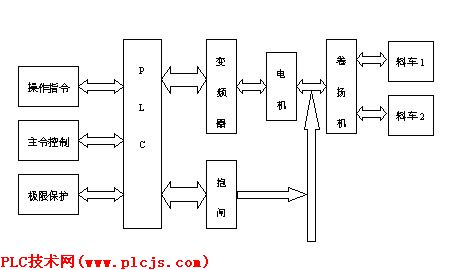
1、新系统构成框图:
2、电气部分改造过程:
在不改变原来工人操作习惯的前提下,增加一台S7-224的PLC,保留原来电机,将其转子滑环短接,拆除调速电阻,保留原来主令控制器,在轨道斜面安装两个行程开关,作为料车位置的极限保护。
3、新系统工作原理:
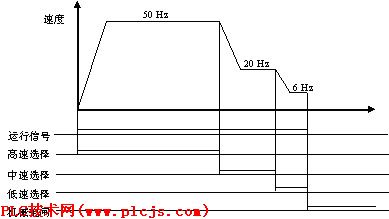
操作工发出料车1上行指令,选通变频器的固定频率50Hz,变频器由0Hz开始提速,开启抱闸,直到全速运行;随着电机的转动,主令控制器的K1闭合至PLC,由PLC发出中速指令,选通变频器的固定频率20Hz,电机以中速运行;当主令控制器的K2闭合时,选通变频器的固定频率6Hz,电机以低速运行;当主令控制器的K3闭合时.说明料车已经达到终点,变器封锁输出,同时关闭机械抱闸,料车l送料完毕。料车2重复如上过程。
4、速度曲线;(以料车1上行为例)
5、变频器相关参数设置表
参数号 设定值 说明
P0003 3 用户访问所有参数
P1300 20 无测速机的矢量控制方式
P0701 1 DIN1选择正转
P0702 2 DIN2选择反转
P0703 15 DIN3选择高速
P0704 16 DIN4选择中速
P0705 17 DIN5选择低速
P0706 3 DIN6选择OFF2封锁输出(低电平)
P0732 52.C 继电器2功能(驱动抱闸)
P1215 1 抱闸使能
P1216 0.5秒 抱闸打开延时时间
P1001 50HZ 固定频率
P1002 20HZ 固定频率
P1003 6HZ 固定频率
P1120 10秒 加速时间
P1121 10秒 减速时间
P1130 1秒 加速起始段圆弧时间
P1910 1 自动检测电机参数
6、系统的保护:
在轨道斜面上位于料车终点稍后一点安装两个行程开关,作为极限保护点,以防止主令控制器失灵时的最后保护,再次防止料车,“挂顶”事故的发生。对于变频器自身故障由PLC采集,当故障发生时,立即关闭机械抱闸,以防止料车下滑。
四、过程中遇到的问题
1、变频器选型:
考虑到冶金系统的设计特点,电机已经加大了余量,而且原系统电机的实际运行电流在85安培左右,故变频器同级选配55kW。由于该卷扬机拖动两台料车,变频器工作于第一象限.没有能量回馈,故不必选配制动单元和制动电阻。
2、在空载调试阶段:
每次在料车1下行时,变频器过压保护经测量输入端电压为390V,从理论上分析,此种故障不应该出现,但是过压保护就是由于电机的再生能量造成,而且故障始终出现在料车1下行时,经过仔细检查两台料车发现,料车2的配重已经丢失,经重新调整两台料车的配重之后,变频器正常。
3、加速曲线的调整:
变频器从0Hz开始加速,通过斜坡时间至全速,已经实现了对电机的软启动,考虑到卷扬机钢丝绳的伸缩以及减速机的齿隙影响,在加速开始加入圆弧曲线.从而进一步减小对机械部分的冲击。
WWW.PLCJS.COM——可编程控制器技术门户
在高炉炼铁生产中,进料系统是设备的重要组成部分,其可靠性直接影响到生产效率及经济效益。本文对西门子MM440变频器在该系统改造部分的应用,以及该系统的传控部分进行讨论。
——可——编——程——控-制-器-技——术——门——户
二,原系统概述:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1、原系统机械部分构成
WW.W_PLC※JS_C,OM-PL,C-技.术_网
由一台卷扬机拖动两台料车,料车位于轨道斜面上,互为上行、下行,即其中一台料车载料上行,另一台为空车下行,运行过程中电机始终处于负载状态。
——可——编——程——控-制-器-技——术——门——户
2、原系统电气部分构成
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
原系统由一台6极55kW绕线式电机拖动,转子回路靠切换电阻实现速度调整,通过主令控制器(与电机同轴连接)采集料车的位置,控制电阻的投入切除,同时控制机械抱闸的开闭。
WWW.PLCJS.COM——可编程控制器技术门户
3、原系统存在的问题:
WWW_PL※CJS_COM-PLC-技.术_网
由于该调速方式为转子串电阻调速,电阻容易烧毁,加上卷扬机钢丝绳松紧程度不一致,有时出现料车“挂顶”事故,严重影响了生产。
plcjs.技.术_网
三、新系统构成;
plcjs.技.术_网
1、新系统构成框图:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
2、电气部分改造过程:
plcjs.技.术_网
在不改变原来工人操作习惯的前提下,增加一台S7-224的PLC,保留原来电机,将其转子滑环短接,拆除调速电阻,保留原来主令控制器,在轨道斜面安装两个行程开关,作为料车位置的极限保护。
W1WW_P4LCJS_COM-PLC-技.术_网
3、新系统工作原理:
WWW_PLCJS_COM-PLC-技.术_网
操作工发出料车1上行指令,选通变频器的固定频率50Hz,变频器由0Hz开始提速,开启抱闸,直到全速运行;随着电机的转动,主令控制器的K1闭合至PLC,由PLC发出中速指令,选通变频器的固定频率20Hz,电机以中速运行;当主令控制器的K2闭合时,选通变频器的固定频率6Hz,电机以低速运行;当主令控制器的K3闭合时.说明料车已经达到终点,变器封锁输出,同时关闭机械抱闸,料车l送料完毕。料车2重复如上过程。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
4、速度曲线;(以料车1上行为例)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
P.L.C.技.术.网——可编程控制器技术门户
5、变频器相关参数设置表
WWW_PLCJS_COM-PLC-技.术_网
参数号 设定值 说明
WWW_P※LCJS_CO※M-PLC-技-.术_网
P0003 3 用户访问所有参数
WW.W_PLC※JS_C,OM-PL,C-技.术_网
P1300 20 无测速机的矢量控制方式
plcjs.技.术_网
P0701 1 DIN1选择正转
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
P0702 2 DIN2选择反转
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
P0703 15 DIN3选择高速
WW.W_PLC※JS_C,OM-PL,C-技.术_网
P0704 16 DIN4选择中速
WWW.PLCJS.COM——可编程控制器技术门户
P0705 17 DIN5选择低速
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P0706 3 DIN6选择OFF2封锁输出(低电平)
plcjs.技.术_网
P0732 52.C 继电器2功能(驱动抱闸)
WWW_PLCJS@_COM%-PLC-技.术_网
P1215 1 抱闸使能
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P1216 0.5秒 抱闸打开延时时间
WWW_P※LCJS_COM-PLC-)技.术_网
P1001 50HZ 固定频率
WWW_P※LCJS_CO※M-PLC-技-.术_网
P1002 20HZ 固定频率
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
P1003 6HZ 固定频率
——可——编——程——控-制-器-技——术——门——户
P1120 10秒 加速时间
WWW_PLCJS@_COM%-PLC-技.术_网
P1121 10秒 减速时间
WWW_P※LCJS_COM-PLC-)技.术_网
P1130 1秒 加速起始段圆弧时间
WWW_P※LCJS_CO※M-PLC-技-.术_网
P1910 1 自动检测电机参数
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
6、系统的保护:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
在轨道斜面上位于料车终点稍后一点安装两个行程开关,作为极限保护点,以防止主令控制器失灵时的最后保护,再次防止料车,“挂顶”事故的发生。对于变频器自身故障由PLC采集,当故障发生时,立即关闭机械抱闸,以防止料车下滑。
WWcW_PLCJS_COM-PLC-技.术_网
四、过程中遇到的问题
WWW_PLCJS_COM-PLC-技.术_网
1、变频器选型:
plcjs.技.术_网
考虑到冶金系统的设计特点,电机已经加大了余量,而且原系统电机的实际运行电流在85安培左右,故变频器同级选配55kW。由于该卷扬机拖动两台料车,变频器工作于第一象限.没有能量回馈,故不必选配制动单元和制动电阻。
W1WW_P4LCJS_COM-PLC-技.术_网
2、在空载调试阶段:
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
每次在料车1下行时,变频器过压保护经测量输入端电压为390V,从理论上分析,此种故障不应该出现,但是过压保护就是由于电机的再生能量造成,而且故障始终出现在料车1下行时,经过仔细检查两台料车发现,料车2的配重已经丢失,经重新调整两台料车的配重之后,变频器正常。
WWW_PLCJS_COM-PLC-技.术_网
3、加速曲线的调整:
WWW_PLCJS@_COM%-PLC-技.术_网
变频器从0Hz开始加速,通过斜坡时间至全速,已经实现了对电机的软启动,考虑到卷扬机钢丝绳的伸缩以及减速机的齿隙影响,在加速开始加入圆弧曲线.从而进一步减小对机械部分的冲击。
本新闻共2页,当前在第1页1 2
——可——编——程——控-制-器-技——术——门——户
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行