300 MW机组稀相气力除灰控制系统设计与应用
日期:2008-4-29 14:20:17 来源:本站整理
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘 要:分析300 MW机组稀相气力除灰系统工作原理;以300 MW机组引进稀相除灰系统及控制应用实例为背景,结合华东周边地区应用的情况,指出相应控制系统的结构特点与设计方法。
关键词:气力除灰;稀相输送;控制系统;设计应用;工艺流程;省煤器;气锁阀
除灰系统及PLC(Programmable Logic Con-troller)控制是近年来电站新建、扩建、改建(含大代小)的热点项目之一。随着电站大机组的建设,环境保护对电站建设中的除灰、脱硫、排渣、除尘、废水排放等提出了更高的要求。除灰系统的设计与制造前景非常广阔。特别是北方地区的电厂受自然条件的限制,缺水非常严重,推广气力除灰技术更为迫切。300 MW机组新建电厂或老厂改造(含大代小),按2×300 MW机组稀相气力除灰系统配置,以工艺流程为基础,机电一体化为核心的新颖设计思想,从工艺系统考虑,摈弃了传统的设计方法,优化工艺流程,加强系统计算,在保证工艺过程合理的基础上,充分利用和开发了软件的功能。在PLC控制系统设计上,增加了与DCS系统及其它信息网络(Information Networks)的接口,改进原来主机与远程站DH+单缆冷备通讯,采用与远程通讯的双缆热备ControlNet网络的设置,并提出了模拟信号处理采用总线通讯的新思想。2×300 MW机组的除灰系统是国产化大型程控设计的一个新课题,其中涉及到气固二相流体力学、机械制造、机电接口、可编程控制器、计算机网络技术、数据通讯、生产过程自动化、气动原理等多方面的专业技术,是集机电一体化、自动控制设计为一体,具有代表性的典型项目。
现以上海外高桥发电厂稀相气力除灰输送控制系统为背景,结合华东周边地区实际应用中所出现的问题,提出意见和建议,为今后选择或制造同类系统时提供参考依据。
1 工艺流程及控制原理
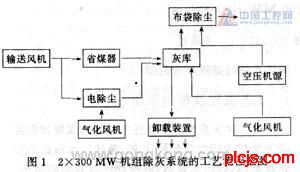
气力除灰系统的主要任务是将省煤器及电除尘下集灰斗所收集到的飞灰,通过气力输送排放到灰库,然后用车装运,或搅拌成湿灰装船运走。整个过程是以密封管道形式输送。稀相除灰系统的最大压力P≤0.2 MPa。
1.1 控制原理
该飞灰系统是一套微正压气力输灰装置,每台机组对应一套输灰装置,两台机组为一个控制单元,可同时或单独运行。其控制原理简述如下:
(1)用输送风机作为系统的动力源,将烟尘内收集到的飞灰排往灰库。
(2)系统内设两根输灰管,粗、细灰分排,将省煤器和一电场里的粗灰收集起来后输送到对应机组的粗灰库。而二、三电场的细灰则被输送到细灰库。当1号炉粗灰管出现故障时,用细灰管将粗、细灰送至1号/2号细灰库。灰库也可以选择,当细灰库不能工作时,可用1号炉或2号炉输灰管将粗、细灰输送到1号或2 号粗灰库;同样,当粗灰库不能工作时,可将粗、细灰输送到细灰库。
(3)气锁阀从灰斗里收集灰并将灰排到正压输送管路。气锁阀工作周期为2 min,根据时间分别控制气锁阀的进排灰,灰斗与气锁阀的压力、气锁阀与输送管道的压力均保持平衡。为了使输灰管路内的灰流量稳定,同一电场的各个气锁阀的工作周期相互错开,即有4个气锁阀在进灰,4个气锁阀在排灰,气锁阀的前半个周期为进灰时间,后半个周期为排灰时间。
(4)灰斗气化风机通过加热管道给每个电除尘灰斗的气化板及气锁阀提供干燥的热空气,使气锁阀的灰呈流化状态。灰库气化系统将加热空气引入灰库,防止灰库内灰结块,同时使灰库内的灰呈流化状态,便于灰从灰库内排出。灰库布袋除尘器对灰库内的气灰混合物进行过滤,以保证排放空气的纯度为99.9%。
(5)灰库底部有干灰伸缩节卸灰装置,放灰时,收尘风机联锁自动投入,将余灰吸入灰库,确保放灰干净。另留有两个湿排灰卸载口,为湿排灰搅拌或装船,作为备用手段。
2 除灰控制系统的设计
除灰系统的PLC控制设计比较复杂,除工艺本身涉及到的气固两相流体力学计算外,其逻辑条件比较复杂,设备选型、匹配比较特殊。有的老电厂系统改造时,仍需保留原水力排灰装置,水/气隔离阀的共存给系统设计带来了更大的难度,也提出了更高的要求。
2.1 I/O离散量分布
开关量输入DI:544;开关量输出DO:448;模拟量输入AI:24;冗余量:20%。
2.2 PLC控制系统的配置
2×300 MW机组除灰系统的PLC与上位监控机布置见图2,下设4个远程站和1个本地站,本地站主要完成人—机接口及信息管理功能。

(1)程控系统主机(PLC)采用RockwellAu-tomation公司的PLC-5/40C系列可编程控制器2台,组成一套完整的双机热备系统,对飞灰系统实时监控。其中一台为主控器,另一台为热备机。当一台出现故障时,另一台在50 ms内无扰自动切换上去,保证系统安全可靠连续运行。上位机监控采用Rockwell softwaer的RS-View软件,以Windows 95和NT为操作系统,以RS-232/DH+485通讯口连接2台64 cm CRT,另配2台喷墨打印机组成监控本地站,供运行人员监控用。
(2)远程通道与主机之间采用控制网络进行通讯,通讯介质为同轴电缆,传输距离最长为30km,传输速率为5 M Baud。本系统设计传输距离为1 500 m,传输速率为5 M Baud。每个远程站按功能作用不同,配置不同的I/O模块。留有与以太网及DCS的标准接口。
(3)下位机控制采用运行在Microsoft Win-dows 95和Windows NT环境平台的RSLogix5软件,运用最新技术以节省开发时间,获取最高效率,新的RSLogix5软件融梯型图、拖放数据库编辑、准确方便的I/O 组态、参考信息、报表诊断功能为一体,加强互操作性,增加了自动检测和组态通讯参数,以提供可靠的通讯方式。
3 稀相除灰系统应用问题分析与探讨
近年来,新建、扩建、改建(含大代小)的300MW机组大都采用稀相除灰输送技术,但每个电厂由于燃烧煤种、灰分比例不同,陆续暴露出一些问题。总结其经验教训,为我们更好地掌握、应用、开发该系统,提供良好的技术储备。
3.1 灰管堵灰
堵灰问题是除灰系统中三大“瓶颈”问题之一,如何解决克服这一重大缺陷是制造商在设计时考虑的主要方向之一。在1号炉调试时,系统曾出现过省煤器输灰管堵灰及灰倒流现象,不得已在其输灰管出口端加装了手动闸阀,靠人工完成作业。为此,我们会同外方专家及设计院、安装公司等单位商量解决办法。改变原管路走向,减少90°弯头,并缩短管路距离,对2、3、4号炉的原直“T”型三通改成“Y”型三通,解决了堵灰问题,并得到了外方专家的赞同。
3.2 风机过压保护
输送风机的可靠运行是系统出力动力源的根本保证。系统原设计负荷压力运行范围不大于105 kPa。但在实际运行中,曾出现过管道压力超出定值20%以上。为此,我们同外方专家一起商讨风机保护措施,在软件程序上增设自动保护功能。当由于突然故障使负荷增至120 kPa并持续10 s,风机便自动跳闸报警。增设这一功能以后,确保了输送风机在限定的范围之内安全运行。
3.3 压力趋势监控
压力趋势图能实时反应压力变化,分析压力趋势走向,帮助我们监控系统的运行状况,以免在极限峰值边界附近波动。外方在设计中没有考虑这一因素,故在 Control-View软件选件中没有配置这一功能的软件包,以至对突发故障所致的压力突然增高,无法用数据记录其原因及时间。外方在前期排空清管设定值为38 kPa。实际运行中,特别是省煤器至一电场排灰这一段,经常出现堵灰现象。中方工程技术人员向外方提出这个问题,外方开始不相信,将排空清管这一设定值改为45kPa,吹扫2 min。看上去是解决了堵灰问题,实际上管道仍有积灰现象,影响出力。经过几次试验,外方修改了原程序,改变了排灰顺序,延长了吹扫时间,并在1、2、 3、4号炉增加了实时压力趋势图。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
摘 要:分析300 MW机组稀相气力除灰系统工作原理;以300 MW机组引进稀相除灰系统及控制应用实例为背景,结合华东周边地区应用的情况,指出相应控制系统的结构特点与设计方法。
WWW_PLCJS@_COM%-PLC-技.术_网
关键词:气力除灰;稀相输送;控制系统;设计应用;工艺流程;省煤器;气锁阀
WWW_PLC※JS_COM-PmLC-技.术_网
除灰系统及PLC(Programmable Logic Con-troller)控制是近年来电站新建、扩建、改建(含大代小)的热点项目之一。随着电站大机组的建设,环境保护对电站建设中的除灰、脱硫、排渣、除尘、废水排放等提出了更高的要求。除灰系统的设计与制造前景非常广阔。特别是北方地区的电厂受自然条件的限制,缺水非常严重,推广气力除灰技术更为迫切。300 MW机组新建电厂或老厂改造(含大代小),按2×300 MW机组稀相气力除灰系统配置,以工艺流程为基础,机电一体化为核心的新颖设计思想,从工艺系统考虑,摈弃了传统的设计方法,优化工艺流程,加强系统计算,在保证工艺过程合理的基础上,充分利用和开发了软件的功能。在PLC控制系统设计上,增加了与DCS系统及其它信息网络(Information Networks)的接口,改进原来主机与远程站DH+单缆冷备通讯,采用与远程通讯的双缆热备ControlNet网络的设置,并提出了模拟信号处理采用总线通讯的新思想。2×300 MW机组的除灰系统是国产化大型程控设计的一个新课题,其中涉及到气固二相流体力学、机械制造、机电接口、可编程控制器、计算机网络技术、数据通讯、生产过程自动化、气动原理等多方面的专业技术,是集机电一体化、自动控制设计为一体,具有代表性的典型项目。
WWW_PLCJS_COM-PLC-技.术_网
现以上海外高桥发电厂稀相气力除灰输送控制系统为背景,结合华东周边地区实际应用中所出现的问题,提出意见和建议,为今后选择或制造同类系统时提供参考依据。
WWW_PLCJS@_COM%-PLC-技.术_网
1 工艺流程及控制原理
WWW_PL※CJS_COM-PLC-技.术_网
气力除灰系统的主要任务是将省煤器及电除尘下集灰斗所收集到的飞灰,通过气力输送排放到灰库,然后用车装运,或搅拌成湿灰装船运走。整个过程是以密封管道形式输送。稀相除灰系统的最大压力P≤0.2 MPa。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
1.1 控制原理
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
该飞灰系统是一套微正压气力输灰装置,每台机组对应一套输灰装置,两台机组为一个控制单元,可同时或单独运行。其控制原理简述如下:
W1WW_P4LCJS_COM-PLC-技.术_网
(1)用输送风机作为系统的动力源,将烟尘内收集到的飞灰排往灰库。
W1WW_P4LCJS_COM-PLC-技.术_网
(2)系统内设两根输灰管,粗、细灰分排,将省煤器和一电场里的粗灰收集起来后输送到对应机组的粗灰库。而二、三电场的细灰则被输送到细灰库。当1号炉粗灰管出现故障时,用细灰管将粗、细灰送至1号/2号细灰库。灰库也可以选择,当细灰库不能工作时,可用1号炉或2号炉输灰管将粗、细灰输送到1号或2 号粗灰库;同样,当粗灰库不能工作时,可将粗、细灰输送到细灰库。
WW.W_PLCJS_COM-PLC-技.术_网
(3)气锁阀从灰斗里收集灰并将灰排到正压输送管路。气锁阀工作周期为2 min,根据时间分别控制气锁阀的进排灰,灰斗与气锁阀的压力、气锁阀与输送管道的压力均保持平衡。为了使输灰管路内的灰流量稳定,同一电场的各个气锁阀的工作周期相互错开,即有4个气锁阀在进灰,4个气锁阀在排灰,气锁阀的前半个周期为进灰时间,后半个周期为排灰时间。
P.L.C.技.术.网——可编程控制器技术门户
(4)灰斗气化风机通过加热管道给每个电除尘灰斗的气化板及气锁阀提供干燥的热空气,使气锁阀的灰呈流化状态。灰库气化系统将加热空气引入灰库,防止灰库内灰结块,同时使灰库内的灰呈流化状态,便于灰从灰库内排出。灰库布袋除尘器对灰库内的气灰混合物进行过滤,以保证排放空气的纯度为99.9%。
W1WW_P4LCJS_COM-PLC-技.术_网
(5)灰库底部有干灰伸缩节卸灰装置,放灰时,收尘风机联锁自动投入,将余灰吸入灰库,确保放灰干净。另留有两个湿排灰卸载口,为湿排灰搅拌或装船,作为备用手段。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
WWcW_PLCJS_COM-PLC-技.术_网
2 除灰控制系统的设计
plcjs.技.术_网
除灰系统的PLC控制设计比较复杂,除工艺本身涉及到的气固两相流体力学计算外,其逻辑条件比较复杂,设备选型、匹配比较特殊。有的老电厂系统改造时,仍需保留原水力排灰装置,水/气隔离阀的共存给系统设计带来了更大的难度,也提出了更高的要求。
WWcW_PLCJS_COM-PLC-技.术_网
2.1 I/O离散量分布
WWW.PLCJS.COM——可编程控制器技术门户
开关量输入DI:544;开关量输出DO:448;模拟量输入AI:24;冗余量:20%。
WW.W_PLCJS_COM-PLC-技.术_网
2.2 PLC控制系统的配置
WWW_PLCJS_COM-PLC-技.术_网
2×300 MW机组除灰系统的PLC与上位监控机布置见图2,下设4个远程站和1个本地站,本地站主要完成人—机接口及信息管理功能。
WWW_PLCJS@_COM%-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
(1)程控系统主机(PLC)采用RockwellAu-tomation公司的PLC-5/40C系列可编程控制器2台,组成一套完整的双机热备系统,对飞灰系统实时监控。其中一台为主控器,另一台为热备机。当一台出现故障时,另一台在50 ms内无扰自动切换上去,保证系统安全可靠连续运行。上位机监控采用Rockwell softwaer的RS-View软件,以Windows 95和NT为操作系统,以RS-232/DH+485通讯口连接2台64 cm CRT,另配2台喷墨打印机组成监控本地站,供运行人员监控用。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(2)远程通道与主机之间采用控制网络进行通讯,通讯介质为同轴电缆,传输距离最长为30km,传输速率为5 M Baud。本系统设计传输距离为1 500 m,传输速率为5 M Baud。每个远程站按功能作用不同,配置不同的I/O模块。留有与以太网及DCS的标准接口。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(3)下位机控制采用运行在Microsoft Win-dows 95和Windows NT环境平台的RSLogix5软件,运用最新技术以节省开发时间,获取最高效率,新的RSLogix5软件融梯型图、拖放数据库编辑、准确方便的I/O 组态、参考信息、报表诊断功能为一体,加强互操作性,增加了自动检测和组态通讯参数,以提供可靠的通讯方式。
plcjs.技.术_网
3 稀相除灰系统应用问题分析与探讨
W1WW_P4LCJS_COM-PLC-技.术_网
近年来,新建、扩建、改建(含大代小)的300MW机组大都采用稀相除灰输送技术,但每个电厂由于燃烧煤种、灰分比例不同,陆续暴露出一些问题。总结其经验教训,为我们更好地掌握、应用、开发该系统,提供良好的技术储备。
P.L.C.技.术.网——可编程控制器技术门户
3.1 灰管堵灰
plcjs.技.术_网
堵灰问题是除灰系统中三大“瓶颈”问题之一,如何解决克服这一重大缺陷是制造商在设计时考虑的主要方向之一。在1号炉调试时,系统曾出现过省煤器输灰管堵灰及灰倒流现象,不得已在其输灰管出口端加装了手动闸阀,靠人工完成作业。为此,我们会同外方专家及设计院、安装公司等单位商量解决办法。改变原管路走向,减少90°弯头,并缩短管路距离,对2、3、4号炉的原直“T”型三通改成“Y”型三通,解决了堵灰问题,并得到了外方专家的赞同。
P.L.C.技.术.网——可编程控制器技术门户
3.2 风机过压保护
WW.W_PLCJS_COM-PLC-技.术_网
输送风机的可靠运行是系统出力动力源的根本保证。系统原设计负荷压力运行范围不大于105 kPa。但在实际运行中,曾出现过管道压力超出定值20%以上。为此,我们同外方专家一起商讨风机保护措施,在软件程序上增设自动保护功能。当由于突然故障使负荷增至120 kPa并持续10 s,风机便自动跳闸报警。增设这一功能以后,确保了输送风机在限定的范围之内安全运行。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
3.3 压力趋势监控
WWW_P※LCJS_COM-PLC-)技.术_网
压力趋势图能实时反应压力变化,分析压力趋势走向,帮助我们监控系统的运行状况,以免在极限峰值边界附近波动。外方在设计中没有考虑这一因素,故在 Control-View软件选件中没有配置这一功能的软件包,以至对突发故障所致的压力突然增高,无法用数据记录其原因及时间。外方在前期排空清管设定值为38 kPa。实际运行中,特别是省煤器至一电场排灰这一段,经常出现堵灰现象。中方工程技术人员向外方提出这个问题,外方开始不相信,将排空清管这一设定值改为45kPa,吹扫2 min。看上去是解决了堵灰问题,实际上管道仍有积灰现象,影响出力。经过几次试验,外方修改了原程序,改变了排灰顺序,延长了吹扫时间,并在1、2、 3、4号炉增加了实时压力趋势图。
P.L.C.技.术.网——可编程控制器技术门户
上一篇: 与DCS控制系统相结合的新型火电厂培训用仿真机下一篇: 调压阀在南山水电站的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行