点击: 作者:未知
1 概述
目前安庆石化热电厂发电所需的燃料--煤主要由铁路和水路两条线供应。其输煤系统的铁路部分已采用PLC控制,系统设有自动和手动操作方式。而水路部分仍采用常规的继电器逻辑控制,只能通过操作台按钮进行操作。此设备陈旧,继电器数量多,动作频繁,触点易损坏故障率高,并且只能采用现场手动控制方式,控制室与现场之间需电话联系,整个系统分段启停,自动化程度低,不利于事故处理,严重影响着生产的正常运行。
为实现输煤系统的安全、稳定运行,对电厂输煤控制系统的水路部分进行了改造,以工控机为人机接口,采用PLC程序控制系统,取消原有的操作台按钮操作、继电器联锁及简易模拟盘显示的控制方式,整个操作过程绘制成动态流程图画面,通过工控机进行监视与
操作。
2 系统结构
2.1 控制范围
控制范围为自江边煤运码头经皮带机运送至煤场或煤仓层的整个工作过程的设备。控制系统的改造包括煤码头装卸监控联锁系统(见图1)和厂内输煤联锁系统(见图示)两部分,联锁关系实际上是逆煤流方向产生的,即只有后者启动并进入正常运行状态,前者才能启动。厂内输煤系统中的皮带机为双带,分别形成了甲、乙两路两种单系统独立运行方式和两种独立交叉运行方式。
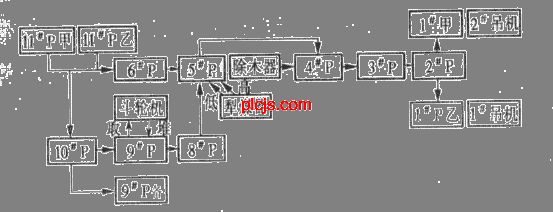
图l煤码头装卸监控联锁系统
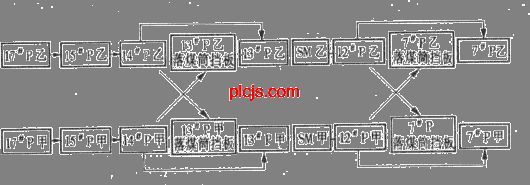
图2厂内输煤联锁系统
2·2 控制对象
整个联锁系统的控制对象主要包括23条皮带机及其辅助设备的控制、检测和报警。其中,控制参数主要完成23条皮带机及14台除尘器的启动和停止;检测参数主要包括各条皮带机的轻跑偏、重跑偏、开停状态、拉线开关、速度开关、切换开关等状态的显示及电机电流值的显示,还包括叉管位置、落煤筒挡板、除大木器·犁煤器、斗轮机、除铁器、皮带秤、核子秤及煤仓料位等辅助设备的状态和参数的显示,整个联锁系统的输入、输出点数列于表l。
表1联锁系统的输入、输出点数
|
设备名称 WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户) |
DI点 WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户) |
DO点 WWW_PLCJS@_COM%-PLC-技.术_网 |
AI点 WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户) |
|
皮带机(23条) WWW_P※LCJS_COM-PLC-)技.术_网 |
7×23 WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户) |
23 WWW.PLCJS.COM——可编程控制器技术门户 |
23 WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户) |
|
除尘器(14台) WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户) |
14 WWW_P※LCJS_CO※M-PLC-技-.术_网 |
14 ——可——编——程——控-制-器-技——术——门——户 |
|
|
叉管位置(6个) plcjs.技.术_网 |
6 W1WW_P4LCJS_COM-PLC-技.术_网 |
||
|
落煤筒挡板(18台) WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户) |
18 WWW_PL※CJS_COM-PLC-技.术_网 |
||
|
除大木器 WWW_PLCJS@_COM%-PLC-技.术_网 |
1 WWcW_PLCJS_COM-PLC-技.术_网 |
||
|
犁煤器 WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户) |
1 WWW_PLCJS_COM-PLC-技.术_网 |
||
|
斗轮机 P.L.C.技.术.网——可编程控制器技术门户 |
1 WWcW_PLCJS_COM-PLC-技.术_网 |
||
|
除铁器(3台) WWcW_PLCJS_COM-PLC-技.术_网 |
3 WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户) |
||
|
皮带秤、核子秤 WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户) |
3 WWW_PLCJS_COM-PLC-技.术_网 | ||
|
煤仓料位 WW.W_PLC※JS_C,OM-PL,C-技.术_网 |
3 WWW_P※LCJS_COM-PLC-)技.术_网 | ||
|
其他 WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户) |
4 WWW_PLC※JS_COM-PmLC-技.术_网 |
1 WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户) |
|
|
合计 WWW_P※LCJS_COM-PLC-)技.术_网 |
209 WWW_PL※CJS_COM-PLC-技.术_网 |
38 P.L.C.技.术.网——可编程控制器技术门户 |
29 WWW.PLCJS.COM——可编程控制器技术门户 |
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!