PLC在电厂锅炉排渣改造工程中的应用
日期:2006-6-13 20:33:20 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
我公司于2005年夏天进行锅炉排渣改造,计划每台炉每侧冷渣器的两个事故排渣口出口和正常排渣口出口下设一台刮板输送机,经刮板输送机收集的底渣送至斗式提升机,由斗式提升机经碎渣机破碎后送至原有气力输送系统送至渣仓。
该系统控制范围包括从冷渣器正常出口以及事故出口开始到原气力输送系统的进口之间的所有设备的控制。
系统描述
每台冷渣器排渣口,两个事故排渣口和正常排渣口下设一台链斗式输送机和刮板输送机将底渣送至冷渣器外,由斗式提升机提到位于渣斗顶部的破碎机,由破碎机破碎后,进入气力输送系统,由气力输送系统送至渣仓。
为保证冷渣器运行的正压以及保证热空气不会从事故排渣口排出,在冷渣器一、二室装设压差检测装置,以压差信号来控制事故排渣口插板门开关,从而控制冷渣器内底渣的料高以达到保证冷渣器内热空气不会从事故排渣口排出。
为保证冷渣器中底渣能从正常排渣口全部排出,将原DN420的正常排渣口扩至DN550。正常排渣口下装设中间渣斗,中间渣斗上设高、低料位计,以料位计控制中间渣斗中料高,从而保证冷渣器中热空气不会排至后续机械输送系统。中间渣斗出口装设插板门和电动给料机,以达从正常排渣口均匀给后续机械输送系统给料。
考虑到从事故排渣口排出的底渣温度较高,为保证斗式提升机的安全可靠性,每套系统斗式提升机设两台,一台运行,一台备用;斗式提升机出口设有就地事故排渣口,以保证后续气力输送系统故障时能就地排渣。
鉴于以上情况,通过采用PLC(可编程控制器)控制系统,解决当前存在的问题。系统的工作原理框图如下:
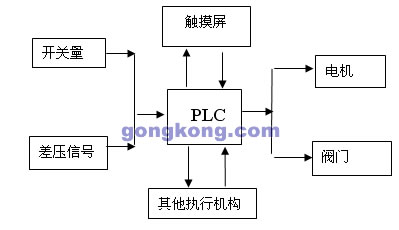
系统操作运行分别设有“远程自动”、“远程手动”、“就地手动”三种工作模式。“远程自动”模式为正常的主要运行方式,根据系统满足自动顺序运行的条件,在操作员站(控制室内的触摸屏)上操作完成整个除渣工艺流程。在自动顺序执行期间,出现任何故障或运行人员中断信号,都能使正在运行的程序中断并回到安全状态,使程序中断的故障或运行人员的指令都将在触摸屏上实时显示。当故障排除后,自动控制在确认无误后可再进行启动。系统有丰富的保护和故障界面供操作人员进行操作和分析。 “远程手动”模式为运行人员在触摸屏上点触每一个被控对象。远方控制操作有许可条件,以防止运行人员误动作。在远方手动模式下,系统提供了丰富帮助操作指导和反馈信息,指引操作人员的操作,以防止误操作。“就地手动”模式是运行人员通过就地控制箱操作被控对象,就地操作与远方程控操作之间有相互连锁。
1、 PLC控制系统的特点及组成
PLC在现代工业控制领域中早己得到了广泛的应用。以PLC的控制功能而言,具有严谨、方便、易编程、易安装、可靠性高等优点。它通用性强,适应面广,特别在数字量输入/输出等逻辑控制领域有无可比拟的优点。PLC具有丰富的逻辑控制指令和高级应用指令,它提供高质量的硬件、高水平的系统软件平台和易学易编程的应用软件平台。另外,PLC即有自身的网络体系又有开放I/0及通讯接口,很容易组建网络并实现远程访问。
PLC采用的Siemens公司生产的S7-300系列,由于现场的PLC系统与控制室的上位机距离较远(800米左右),因此通讯系统需成对加装RS-485中继器,确保系统运行的稳定性。
1.1 系统结构及硬件配置
根据控制需求,CPU模块采用CPU314、数字量输入(DI)采用SM321模块,数字量输出(DO) 采用 SM322模块,模拟量输入(AI) 采用 SM331模块,模拟量输出(AO) 采用 SM332模块以及IM365等模块组成,IM365实现机架扩展,上位机采用Easyview公司MT510T真彩触摸屏进行显示和控制,整个干渣系统的工艺流程及测量参数、控制方式、顺序运行状况、控制对象状态等均能够清楚地显示在触摸屏上,当参数越限报警或控制对象故障或状态发生变化时,以不同的颜色进行显示,使操作人员能够一目了然地了解到系统的运行情况,并实时地根据工艺要求进行系统参数进行调整。
WWW_P※LCJS_COM-PLC-)技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
该系统控制范围包括从冷渣器正常出口以及事故出口开始到原气力输送系统的进口之间的所有设备的控制。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
系统描述
W1WW_P4LCJS_COM-PLC-技.术_网
每台冷渣器排渣口,两个事故排渣口和正常排渣口下设一台链斗式输送机和刮板输送机将底渣送至冷渣器外,由斗式提升机提到位于渣斗顶部的破碎机,由破碎机破碎后,进入气力输送系统,由气力输送系统送至渣仓。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
为保证冷渣器运行的正压以及保证热空气不会从事故排渣口排出,在冷渣器一、二室装设压差检测装置,以压差信号来控制事故排渣口插板门开关,从而控制冷渣器内底渣的料高以达到保证冷渣器内热空气不会从事故排渣口排出。
WWW_P※LCJS_COM-PLC-)技.术_网
为保证冷渣器中底渣能从正常排渣口全部排出,将原DN420的正常排渣口扩至DN550。正常排渣口下装设中间渣斗,中间渣斗上设高、低料位计,以料位计控制中间渣斗中料高,从而保证冷渣器中热空气不会排至后续机械输送系统。中间渣斗出口装设插板门和电动给料机,以达从正常排渣口均匀给后续机械输送系统给料。
WWW_P※LCJS_CO※M-PLC-技-.术_网
考虑到从事故排渣口排出的底渣温度较高,为保证斗式提升机的安全可靠性,每套系统斗式提升机设两台,一台运行,一台备用;斗式提升机出口设有就地事故排渣口,以保证后续气力输送系统故障时能就地排渣。
WWcW_PLCJS_COM-PLC-技.术_网
鉴于以上情况,通过采用PLC(可编程控制器)控制系统,解决当前存在的问题。系统的工作原理框图如下:
WWcW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
系统操作运行分别设有“远程自动”、“远程手动”、“就地手动”三种工作模式。“远程自动”模式为正常的主要运行方式,根据系统满足自动顺序运行的条件,在操作员站(控制室内的触摸屏)上操作完成整个除渣工艺流程。在自动顺序执行期间,出现任何故障或运行人员中断信号,都能使正在运行的程序中断并回到安全状态,使程序中断的故障或运行人员的指令都将在触摸屏上实时显示。当故障排除后,自动控制在确认无误后可再进行启动。系统有丰富的保护和故障界面供操作人员进行操作和分析。 “远程手动”模式为运行人员在触摸屏上点触每一个被控对象。远方控制操作有许可条件,以防止运行人员误动作。在远方手动模式下,系统提供了丰富帮助操作指导和反馈信息,指引操作人员的操作,以防止误操作。“就地手动”模式是运行人员通过就地控制箱操作被控对象,就地操作与远方程控操作之间有相互连锁。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1、 PLC控制系统的特点及组成
——可——编——程——控-制-器-技——术——门——户
PLC在现代工业控制领域中早己得到了广泛的应用。以PLC的控制功能而言,具有严谨、方便、易编程、易安装、可靠性高等优点。它通用性强,适应面广,特别在数字量输入/输出等逻辑控制领域有无可比拟的优点。PLC具有丰富的逻辑控制指令和高级应用指令,它提供高质量的硬件、高水平的系统软件平台和易学易编程的应用软件平台。另外,PLC即有自身的网络体系又有开放I/0及通讯接口,很容易组建网络并实现远程访问。
WWW_PL※CJS_COM-PLC-技.术_网
PLC采用的Siemens公司生产的S7-300系列,由于现场的PLC系统与控制室的上位机距离较远(800米左右),因此通讯系统需成对加装RS-485中继器,确保系统运行的稳定性。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
1.1 系统结构及硬件配置
plcjs.技.术_网
根据控制需求,CPU模块采用CPU314、数字量输入(DI)采用SM321模块,数字量输出(DO) 采用 SM322模块,模拟量输入(AI) 采用 SM331模块,模拟量输出(AO) 采用 SM332模块以及IM365等模块组成,IM365实现机架扩展,上位机采用Easyview公司MT510T真彩触摸屏进行显示和控制,整个干渣系统的工艺流程及测量参数、控制方式、顺序运行状况、控制对象状态等均能够清楚地显示在触摸屏上,当参数越限报警或控制对象故障或状态发生变化时,以不同的颜色进行显示,使操作人员能够一目了然地了解到系统的运行情况,并实时地根据工艺要求进行系统参数进行调整。
WWW.PLCJS.COM——可编程控制器技术门户
上一篇: PLC在锅炉干式出灰系统中的应用下一篇: DCS典型故障原因分析与防范对策
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行