生产物流中的信号识别系统与机器视觉
日期:2008-4-29 14:15:24 来源:本站整理
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
所谓信号识别是指按照规定的目标,对过程中各种现象或对事件进行检测、分析、描述、辨识和判断的过程。
制造过程的识别,其目的在于快速、经济而又精确地实现制造过程的监视和控制,从而保证:
1)加工机床、设备与装置、工件和刀具的安全,并缩短故障查找时间。
2)实现反馈控制或动态过程优化。
3)应用人工智能技术或实现智能闭环控制。
4)成为进行过程诊断和制造过程建模、仿真的基础。
5)为实现基于计算机的制造过程柔性化或自动化。
6)发展制造科学,提高产品质量,缩短生产周期,降低成本。
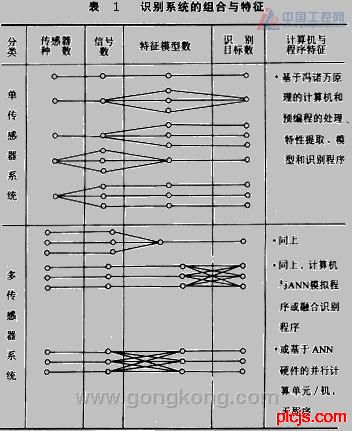
制造过程识别系统又称为检测监视系统。它由切削过程参数传感检测单元、信号处理单元、接口电路和特征提取与识别决策单元等组成。其基本组成状况如图1 所示。从识别功能角度看,制造过程识别系统要完成的基本功能是:数据采集/获取、过程信号处理、信号特征的提取与选择、过程识别。根据所利用的传感器、信号模型和特征的种/个数,可以把制造过程识别系统的组合状况描述成表1。这种组合的主要特征是传感器种类数和识别的目标数。按照这一特征,识别系统可分为单传感器和多传感器系统;单传感器识别系统和多传感器融合识别系统。

进入90年代以来,由于监控技术的发展和质量要求的提高和过程控制的进步,人们开始开发和应用多种传感器的识别系统,使自动建模技术和融合识别技术得以发展和应用。自动建模技术和融合识别技术因计算机的区别而被分成两大类:一是采用基于冯诺万原理(串行的二进制原理)的各种数字型计算机,其主要特点是要事先编好程序,按程序建模或按融合识别模型程序进行识别;二是基于人工神经网络(ANN)器件的并行计算装置或计算机,其主要特征是无须事先编程,只需进行学习训练就可以自动地完成多输入信号的单一目标或多个目标的识别,即多输入-多输出自动识别系统。在两类之间存在用基于冯诺万原理的计算机编程模拟的 ANN识别系统(目前,ANN应用中占绝大多数的比例),以及两种计算机系统的结合使用两种情况。但必须注意的是,无论是用硬件ANN还是用模拟ANN系统,识别的结果都是趋势函数的变化,而不是趋势函数同分散范围同时变化的情况。在应用或选择时要考虑这一特点。
1.工件识别用的机器视觉系统
视觉系统是获取信息的重要装置。据统计表明,大约有80%左右的信息是通过视觉或视觉传感器而获取的。因此,机器视觉可用于各种各样的领域,如机器人装配的视觉辅助可以识别零部件、故障、尺寸及形状,以保证装配的正确性和质量的控制。同时,还可以按视觉识别的信息,利用物流系统装卸产品,对快速行进中的工零件识别,调整机床上的工夹具,辨识印刷物中的错误等等。制造领域中,希望通过视觉识别,确定物体相对于坐标的位置与姿态,完成物件定位和分类,辨识物体的位置距离与姿态角度,提取规定参数的特征并完成识别,进行误差的检测与识别等。
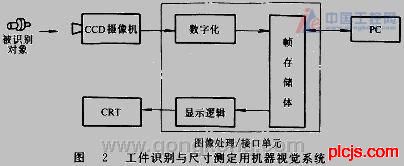
图2是工件识别和尺寸测定的机器视觉系统组成框图。利用面阵CCD摄像头获取漫反射光源的图像信息,经数字化后进入帧存体,再输入PC。由PC的程序执行而完成连杆坯件的形状识别,上下部分错移量的识别和连杆坯件的尺寸识别,其尺寸识别精度达到10μm左右。
若利用光扫瞄或其他精密的测量方法的测量精度则可小于或等于5μm。但研究证明,要利用好机器视觉工件识别系统,应该注意:改进照明系统,以提高光视图像传感灵敏度;处理好图像分割、阈值确定、图像边缘检测与平滑技术及开窗位置确定等技术关键;改进图像处理与识别软件,提高其准确性和处理速度。1μm 级精度的工业用机器视觉识别系统是可能实现的。
2.物流系统中的自动识别系统
自动识别系统是指自动或半自动产品数据采集和与之相连的计算机系统组成的识别系统。在物料流动中,主要采用条形码技术与计算机系统组成的自动识别系统,进行产品的接受、库存、运输和销售物料识别与计数,还被用于制造系统中物料流动的识别与监视。
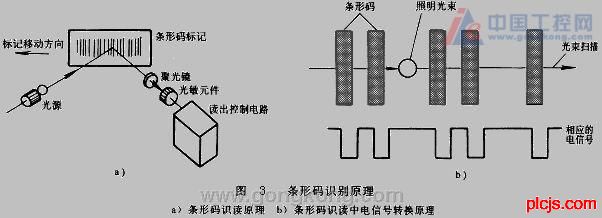
现有的条形码基本上是按美国AIM USD-2标准规定的宽条与窄条元素(条码与间隔空间)不同组合表示的10个十进制(0~9)、26个英文字母(A~Z)、7个特定符号和1个“空格”符号,共计44个字符。它的优点是可以减少编程工作量和采样量,降低输入误差。例如:条形码输入的误差只有手工输入的万分之一,是手工书写和键入误差的 300万分之一。此外,使用条形码可以提高输入的速度,如手工书写速度为5~7字符/s,而条形码速度可达到10~15字符/s;条形码自动识别系统的识别速度可达每秒钟数百个字符。因此条形码自动识别技术成为极为广泛的实用识别技术。其识别系统工作原理如图3所示。
除了条形码自动识别外,还有圆形条码(又称鞍形码)、磁条、光学字符和射频系统及机器视觉自动识别系统。
摘自中国工控网
plcjs.技.术_网
所谓信号识别是指按照规定的目标,对过程中各种现象或对事件进行检测、分析、描述、辨识和判断的过程。
P.L.C.技.术.网——可编程控制器技术门户
WWW_PLCJS_COM-PLC-技.术_网
制造过程的识别,其目的在于快速、经济而又精确地实现制造过程的监视和控制,从而保证:
——可——编——程——控-制-器-技——术——门——户
1)加工机床、设备与装置、工件和刀具的安全,并缩短故障查找时间。
P.L.C.技.术.网——可编程控制器技术门户
2)实现反馈控制或动态过程优化。
WWW_P※LCJS_CO※M-PLC-技-.术_网
3)应用人工智能技术或实现智能闭环控制。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
4)成为进行过程诊断和制造过程建模、仿真的基础。
WW.W_PLCJS_COM-PLC-技.术_网
5)为实现基于计算机的制造过程柔性化或自动化。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
6)发展制造科学,提高产品质量,缩短生产周期,降低成本。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
制造过程识别系统又称为检测监视系统。它由切削过程参数传感检测单元、信号处理单元、接口电路和特征提取与识别决策单元等组成。其基本组成状况如图1 所示。从识别功能角度看,制造过程识别系统要完成的基本功能是:数据采集/获取、过程信号处理、信号特征的提取与选择、过程识别。根据所利用的传感器、信号模型和特征的种/个数,可以把制造过程识别系统的组合状况描述成表1。这种组合的主要特征是传感器种类数和识别的目标数。按照这一特征,识别系统可分为单传感器和多传感器系统;单传感器识别系统和多传感器融合识别系统。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PL※CJS_COM-PLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
进入90年代以来,由于监控技术的发展和质量要求的提高和过程控制的进步,人们开始开发和应用多种传感器的识别系统,使自动建模技术和融合识别技术得以发展和应用。自动建模技术和融合识别技术因计算机的区别而被分成两大类:一是采用基于冯诺万原理(串行的二进制原理)的各种数字型计算机,其主要特点是要事先编好程序,按程序建模或按融合识别模型程序进行识别;二是基于人工神经网络(ANN)器件的并行计算装置或计算机,其主要特征是无须事先编程,只需进行学习训练就可以自动地完成多输入信号的单一目标或多个目标的识别,即多输入-多输出自动识别系统。在两类之间存在用基于冯诺万原理的计算机编程模拟的 ANN识别系统(目前,ANN应用中占绝大多数的比例),以及两种计算机系统的结合使用两种情况。但必须注意的是,无论是用硬件ANN还是用模拟ANN系统,识别的结果都是趋势函数的变化,而不是趋势函数同分散范围同时变化的情况。在应用或选择时要考虑这一特点。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
1.工件识别用的机器视觉系统
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW.PLCJS.COM——可编程控制器技术门户
视觉系统是获取信息的重要装置。据统计表明,大约有80%左右的信息是通过视觉或视觉传感器而获取的。因此,机器视觉可用于各种各样的领域,如机器人装配的视觉辅助可以识别零部件、故障、尺寸及形状,以保证装配的正确性和质量的控制。同时,还可以按视觉识别的信息,利用物流系统装卸产品,对快速行进中的工零件识别,调整机床上的工夹具,辨识印刷物中的错误等等。制造领域中,希望通过视觉识别,确定物体相对于坐标的位置与姿态,完成物件定位和分类,辨识物体的位置距离与姿态角度,提取规定参数的特征并完成识别,进行误差的检测与识别等。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
图2是工件识别和尺寸测定的机器视觉系统组成框图。利用面阵CCD摄像头获取漫反射光源的图像信息,经数字化后进入帧存体,再输入PC。由PC的程序执行而完成连杆坯件的形状识别,上下部分错移量的识别和连杆坯件的尺寸识别,其尺寸识别精度达到10μm左右。
——可——编——程——控-制-器-技——术——门——户
plcjs.技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
若利用光扫瞄或其他精密的测量方法的测量精度则可小于或等于5μm。但研究证明,要利用好机器视觉工件识别系统,应该注意:改进照明系统,以提高光视图像传感灵敏度;处理好图像分割、阈值确定、图像边缘检测与平滑技术及开窗位置确定等技术关键;改进图像处理与识别软件,提高其准确性和处理速度。1μm 级精度的工业用机器视觉识别系统是可能实现的。
WWW_PL※CJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
2.物流系统中的自动识别系统
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
自动识别系统是指自动或半自动产品数据采集和与之相连的计算机系统组成的识别系统。在物料流动中,主要采用条形码技术与计算机系统组成的自动识别系统,进行产品的接受、库存、运输和销售物料识别与计数,还被用于制造系统中物料流动的识别与监视。
WWW_PLCJS_COM-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
现有的条形码基本上是按美国AIM USD-2标准规定的宽条与窄条元素(条码与间隔空间)不同组合表示的10个十进制(0~9)、26个英文字母(A~Z)、7个特定符号和1个“空格”符号,共计44个字符。它的优点是可以减少编程工作量和采样量,降低输入误差。例如:条形码输入的误差只有手工输入的万分之一,是手工书写和键入误差的 300万分之一。此外,使用条形码可以提高输入的速度,如手工书写速度为5~7字符/s,而条形码速度可达到10~15字符/s;条形码自动识别系统的识别速度可达每秒钟数百个字符。因此条形码自动识别技术成为极为广泛的实用识别技术。其识别系统工作原理如图3所示。
WWcW_PLCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
除了条形码自动识别外,还有圆形条码(又称鞍形码)、磁条、光学字符和射频系统及机器视觉自动识别系统。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLCJS_COM-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
摘自中国工控网
WWW_P※LCJS_COM-PLC-)技.术_网
上一篇: SchaevitzLVDT传感器在工业自动化中的应用下一篇: 雷达液位计在储罐的应用的探讨
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行