武钢新3#铸机结晶器足辊安装参数工艺优化
日期:2008-9-6 0:38:05 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘 要:武钢新3#铸机在浇注过程中存在结晶器锥度不稳定、板坯三角区裂纹等 主要问题。在分析足辊工作原理的基础上,对足辊间距、结晶器下口宽度、坯壳鼓肚 量等参数进行迭代计算,使不同断面条件下的结晶器足辊安装工艺参数最优化。生产实践表明,结晶器倒锥度异常变化减少50%,铸坯特裂发生率减少1/3。
关键词:连铸机;结晶器;足辊;三角区裂纹
1 前 言
武汉钢铁集团公司第二炼钢厂(简称武钢第二炼钢厂)原有4台弧型板坯连铸机,由于已运行20多年,设备严重老化,武钢决定对其进行现代化改造。3#连铸机是武钢第一台实施改造的铸机,采用了许多世界先进的连铸工艺技术,如直弧型连铸、结晶器液压非正弦振动、在线调宽、连续弯曲连续矫直、动态二冷控制、动态软压下、铸流厚度自动调整SMART扇形段等。
一年的生产实践证明,改造后的3#连铸机在生产能力提高30%的同时,铸坯质量也有极大改善,达到了铸机改造的目的。但是,3#铸机在生产过程中结晶器倒锥度的漂移和铸坯三角区内的裂纹问题,却比其他的铸机要严重得多。为此,开展了此项研究,将试验和理论计算相结合,得出了结晶器足辊安装位置的最佳参数。
2 足辊工作原理
足辊是结晶器的重要组成部分,在凝固坯壳出结晶器后,对铸坯窄面进行必要的支撑和冷却,以减少铸坯鼓肚的发生。武钢第二炼钢厂原铸机结晶器不带足辊,采用格栅对出结晶器后的铸坯进行窄面支撑。新3#铸机的结晶器带有4对足辊。足辊相对于结晶器铜板的位置只能在离线安装时进行固定(见图1),图中F1、F2、F3、F4分别表示1#、2#、3#、4#足辊表面相对于结晶器铜板表面的间距。在线调锥度时,足辊就要随结晶器铜板同时移动。这样,同一结晶器在不同的断面宽度下,足辊的移动量就不一样。结晶器下口宽度根据板坯宽度按收缩系数0.2%来确定,锥度按1%控制,这些参数是固定的。不同的断面在1%锥度下结晶器下口宽度和对应的足辊下口的宽度都会不一样。
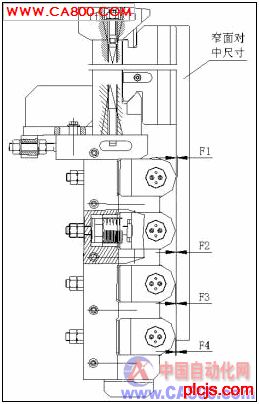
图1 足辊安装位置侧视图
原足辊位置是奥钢联(VAI)设计,不同断面宽度位移变化的补偿由固定导辊的碟形弹簧控制,控制参数如图2所示。实际组装时,碟形弹簧的压缩量均大于8mm,其理论受力均已达到8kN以上。结晶器内的钢水静压力在4#辊处最大,其值对应210、230、250mm厚度断面分别为2.64、2.91、3.15kN。钢水静压力不足以使足辊产生位移。因此,足辊的安装位置决定了铸坯和结晶器窄面的受力状况。从生产情况看,设计中存在的问题是导致浇注过程中结晶器锥度变化和三角区裂纹的主要原因之一。

图2 足辊碟形弹簧受力与位移关系
3 位置参数的确定
由于足辊相对于窄面铜板的位置对应着结晶器窄面铜板在宽度方向的受力和凝固坯壳在宽度方向的受力,因此,其位置的确定必须充分考虑各种宽度规格的足辊实际位移状况。坯壳在结晶器弯月面处形成后,向下运行时,由于冷却收缩和保护渣的润滑填充,坯壳的外形尺寸随铸坯的运行在不断变化,结晶器的锥度及足辊的位置应当适应铸坯的外形尺寸。结晶器锥度通常用Y值来表示。3#机结晶器锥度的变化往往是浇注过程中,Y值由大变小,说明窄面下部(含足辊)受到了来自铸坯的额外的力。也就是说如果足辊位置收缩太大,铸坯宽度大大超过了足辊间距,铸坯运行时,使足辊受到过大的挤压力,并由此造成了结晶器锥度变化,凝固前沿的铸坯也因受到过大的作用力而产生裂纹。图3是结晶器窄面铜板锥度变化的示意图(y1
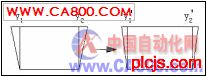
图3 结晶器倒锥度变化示意图

表1 各种宽度规格相关参数理论计算结果 mm

表2 足辊位置安装标准
4 实施效果
新3#铸机的浇注断面为210/230/250mm×700~1600mm,对应三种厚度断面的典型拉速分别为1.50、1.25、1.05m/min。浇注钢种有超低碳钢、低碳钢、中碳钢、包晶钢、低合金钢、高碳钢、硅钢等。2003年下半年对结晶器足辊的安装参数按表2进行调整后,结晶器倒锥度的异常变化次数及低倍检验铸坯的特裂发生率均有明显的改善。
为考察对比,在每浇次第二炉02铸坯取样,低倍检验铸坯的中心偏析、裂纹等内部质量状况,铸坯内部质量评级标准参照YB/T4003-1997《连铸钢板坯低倍组织缺陷评级图》。据统计,2003年下半年新3#铸机共取低倍检验样580块,特裂发生率为7%。而2003年上半年的特裂发生率在10%以上,浇注过程中结晶器倒锥度的异常变化下半年比上半年减少了约50%。
W1WW_P4LCJS_COM-PLC-技.术_网
关键词:连铸机;结晶器;足辊;三角区裂纹
WWW_PL※CJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
1 前 言
WWW_P※LCJS_COM-PLC-)技.术_网
武汉钢铁集团公司第二炼钢厂(简称武钢第二炼钢厂)原有4台弧型板坯连铸机,由于已运行20多年,设备严重老化,武钢决定对其进行现代化改造。3#连铸机是武钢第一台实施改造的铸机,采用了许多世界先进的连铸工艺技术,如直弧型连铸、结晶器液压非正弦振动、在线调宽、连续弯曲连续矫直、动态二冷控制、动态软压下、铸流厚度自动调整SMART扇形段等。
WWW_PL※CJS_COM-PLC-技.术_网
一年的生产实践证明,改造后的3#连铸机在生产能力提高30%的同时,铸坯质量也有极大改善,达到了铸机改造的目的。但是,3#铸机在生产过程中结晶器倒锥度的漂移和铸坯三角区内的裂纹问题,却比其他的铸机要严重得多。为此,开展了此项研究,将试验和理论计算相结合,得出了结晶器足辊安装位置的最佳参数。
WWW.PLCJS.COM——可编程控制器技术门户
2 足辊工作原理
W1WW_P4LCJS_COM-PLC-技.术_网
足辊是结晶器的重要组成部分,在凝固坯壳出结晶器后,对铸坯窄面进行必要的支撑和冷却,以减少铸坯鼓肚的发生。武钢第二炼钢厂原铸机结晶器不带足辊,采用格栅对出结晶器后的铸坯进行窄面支撑。新3#铸机的结晶器带有4对足辊。足辊相对于结晶器铜板的位置只能在离线安装时进行固定(见图1),图中F1、F2、F3、F4分别表示1#、2#、3#、4#足辊表面相对于结晶器铜板表面的间距。在线调锥度时,足辊就要随结晶器铜板同时移动。这样,同一结晶器在不同的断面宽度下,足辊的移动量就不一样。结晶器下口宽度根据板坯宽度按收缩系数0.2%来确定,锥度按1%控制,这些参数是固定的。不同的断面在1%锥度下结晶器下口宽度和对应的足辊下口的宽度都会不一样。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PmLC-技.术_网
图1 足辊安装位置侧视图
WWW_PLC※JS_COM-PmLC-技.术_网
原足辊位置是奥钢联(VAI)设计,不同断面宽度位移变化的补偿由固定导辊的碟形弹簧控制,控制参数如图2所示。实际组装时,碟形弹簧的压缩量均大于8mm,其理论受力均已达到8kN以上。结晶器内的钢水静压力在4#辊处最大,其值对应210、230、250mm厚度断面分别为2.64、2.91、3.15kN。钢水静压力不足以使足辊产生位移。因此,足辊的安装位置决定了铸坯和结晶器窄面的受力状况。从生产情况看,设计中存在的问题是导致浇注过程中结晶器锥度变化和三角区裂纹的主要原因之一。
plcjs.技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图2 足辊碟形弹簧受力与位移关系
WWW_PLC※JS_COM-PmLC-技.术_网
3 位置参数的确定
WWW_P※LCJS_CO※M-PLC-技-.术_网
由于足辊相对于窄面铜板的位置对应着结晶器窄面铜板在宽度方向的受力和凝固坯壳在宽度方向的受力,因此,其位置的确定必须充分考虑各种宽度规格的足辊实际位移状况。坯壳在结晶器弯月面处形成后,向下运行时,由于冷却收缩和保护渣的润滑填充,坯壳的外形尺寸随铸坯的运行在不断变化,结晶器的锥度及足辊的位置应当适应铸坯的外形尺寸。结晶器锥度通常用Y值来表示。3#机结晶器锥度的变化往往是浇注过程中,Y值由大变小,说明窄面下部(含足辊)受到了来自铸坯的额外的力。也就是说如果足辊位置收缩太大,铸坯宽度大大超过了足辊间距,铸坯运行时,使足辊受到过大的挤压力,并由此造成了结晶器锥度变化,凝固前沿的铸坯也因受到过大的作用力而产生裂纹。图3是结晶器窄面铜板锥度变化的示意图(y1
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图3 结晶器倒锥度变化示意图
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
表1 各种宽度规格相关参数理论计算结果 mm
P.L.C.技.术.网——可编程控制器技术门户
plcjs.技.术_网
表2 足辊位置安装标准
WWW_P※LCJS_COM-PLC-)技.术_网
4 实施效果
WWW_PLC※JS_COM-PmLC-技.术_网
新3#铸机的浇注断面为210/230/250mm×700~1600mm,对应三种厚度断面的典型拉速分别为1.50、1.25、1.05m/min。浇注钢种有超低碳钢、低碳钢、中碳钢、包晶钢、低合金钢、高碳钢、硅钢等。2003年下半年对结晶器足辊的安装参数按表2进行调整后,结晶器倒锥度的异常变化次数及低倍检验铸坯的特裂发生率均有明显的改善。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
为考察对比,在每浇次第二炉02铸坯取样,低倍检验铸坯的中心偏析、裂纹等内部质量状况,铸坯内部质量评级标准参照YB/T4003-1997《连铸钢板坯低倍组织缺陷评级图》。据统计,2003年下半年新3#铸机共取低倍检验样580块,特裂发生率为7%。而2003年上半年的特裂发生率在10%以上,浇注过程中结晶器倒锥度的异常变化下半年比上半年减少了约50%。
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS@_COM%-PLC-技.术_网
上一篇: 正维科技工业以太网交换机在淄博钢铁厂的应用下一篇: 基于RBF神经网络的钢水Cr含量估计
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行