连铸漏钢预报技术
日期:2008-8-15 0:44:56 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
摘 要 介绍了连铸漏钢预报几种方式的工作原理,并对国内外漏钢预报应用举例,应用表明:漏钢预报可以大幅度地减少连铸漏钢事故。
关键词 连铸 漏钢预报 热传递 摩擦监测 热电偶
1 前言
漏钢事故大致可分为:开浇漏钢、悬挂漏钢、裂纹漏钢、夹渣漏钢、切断漏钢、粘结漏钢。粘结漏钢在各种漏钢事故中占比例约50%以上。漏钢除了对操作者可能造成伤害之外,它还可能严重地损坏设备,影响生产的正常进行,造成停产。据资料统计,如果考虑了漏钢所造成的所有危害因素的话,板坯连铸的一次“典型”的拉漏事故可带来200,000美元的经济损失。为了减少漏钢损失,如果在漏钢事故发生之前能够探测到漏钢发生的可能性,在拉漏之前操作者采取适当的措施,那么,漏钢事故就可以避免了。为了达到此目的,早在70年代后期,世界上就开发了连铸漏钢预报技术。
进入90年代后,连铸的漏钢预报的研究与开发已成为了连铸工作者的工作重点,许多连铸工作者在此方面进行了大量的工作,同时取得了可喜的成绩。连铸的漏钢预报也成为未来连铸技术的重要组成部分。
2 连铸过程的漏钢预报
以上提到的开浇漏钢、悬挂漏钢、切断漏钢等,只要按设计条件细心操作,均可杜绝。而粘结性漏钢的起因较为复杂,往往反映在热传递上,所以目前发展的若干种漏钢预报技术中的检测系统多侧重于这个方面。以下探讨几种检测方式及其工作原理
2.1 依据结晶器热传递值的变化进行漏钢预报
2.1.1 影响结晶器热传递的因素
结晶器的热传递直接影响着铸坯的表面质量,热传递不均匀则导致铸坯坯壳厚薄不均匀,极易产生拉漏。运用结晶器的热传递变化进行漏钢预报,首先必须了解结晶器的热传递情况。
铸坯与结晶器器壁间的热传递直接受浇注参数变化的影响。铸坯与结晶器器壁间的气隙、结晶器保护渣的温度特性、钢的化学成分、浇注速度、结晶器振动频率、振幅大小、钢水过热度、结晶器倒锥度及浸入式水口堵塞等都会影响铸坯与结晶器器壁间的热传递速度。特别是保护渣的结晶温度和浇注速度对热传递的影响呈线性关系
2.1.2 依据结晶器的热传递变化进行漏钢预报
检测结晶器热传递最为简单及直接的方法是测量结晶器冷却水的进水温度和出水温度间的温度差,但这种方法常常产生误导。目前,广为使用的是测量热传递量来进行漏钢预报,(1)式给出了结晶器表面单位时间内单位面积上的热量传递的关系式。其特点是以结晶器冷却水进出水温差、流速及侧面面积作为参变量,故可将结晶器的每一个侧面分开来检测和控制。
QA=CρρwWΔT/A (1)
式中 QA——单位面积的热传递量/kW.m-2
Cρ——水的比热/kJ.(kg.℃)-1
ρw——水的密度/kg.m-3
W——冷却水的流量/m3.s-1
ΔT——冷却水进出结晶器的温差/℃
A——结晶器侧面积/m2
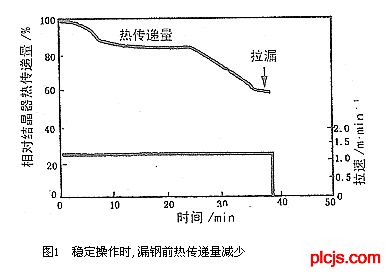
单位面积的热传递量QA可为操作者提供有效的证据,使他们在需要时采取正确的行动(如减少或增大拉速、停浇等)。图1给出了运用热传递量进行漏钢预报的例子。
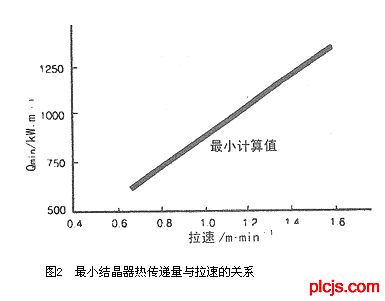
(2)式给出了操作过程中铸坯与结晶器间的最小热传递量。它以浇注速度为参变量,在给定的结晶器热量传递值后则可为操作者提供一个拉坯速度极限值。超过这个拉速,则不能形成足够厚的坯壳,产生漏钢现象。图2表示了最小结晶器热传递量与拉速的关系。
Qmin=F[αVc/60+CρΔTwρVc/120(w+t)] (2)
式中 Qmin——最小结晶器热传递量/kW.m-2
F——相关系数,据钢种及结晶器断面而定
a——由先前的拉漏分析推导出的常数,a=110.78
Vc——浇注速度/m.min-1
Cρ——钢的比热/0.19kJ.(kg.℃)-1
ΔT——液钢过热/℃
w——结晶器宽/m
t——结晶器厚/m
ρ——钢液密度/kg.m-1
2.2 监测摩擦力进行漏钢预报
结晶器器壁与铸坯之间由于润滑不足而产生较大摩擦力,这种摩擦力主要受操作参数的影响如:保护渣粘度、钢种、结晶器倒锥度、拉速、钢水纯净度、过热度、结晶器振频及钢水弯月面的控制等。摩擦力较大时势必造成铸坯与结晶器间有较强的附着力从而使他们产生粘结性焊合。较轻微的粘结通过操作者的处理即可使铸流恢复正常生产,但它对铸坯表面质量却有一定的影响;而粘结严重时则会导致粘结性漏钢。
为了防止由于摩擦力而引起的粘结性漏钢,就须对摩擦力进行监测。目前常用的方法是在结晶器上安装加速计和测力计或在振动装置上安装变形测定器来检测摩擦力。
2.2.1 安装加速计进行漏钢预报
现在常用的加速计是一种简称为ML TEKTOR的结晶器润滑探测器。它监测摩擦力的原理是用一个压电应变仪直接接触结晶器器壁,结晶器的机械振动通过这个加速计转换为不连续的电脉冲,这些电信号轮流被数据采集系统进行收集,这些由加速计产生的信号则直接与摩擦力相关,经过计算机数据处理,则可知结晶器与铸坯间摩擦力的大小,从而判断铸流的情况。
2.2.2 安装测力计进行漏钢预报
测力计安装在结晶器的下面,其四点式安装平面图见图3。
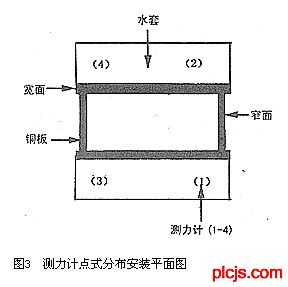
应用测力监测结晶器与铸坯间摩擦力的原理是首先测出结晶器空载和稳定生产状态下的各点振动力,即知空载和正常生产时各点摩擦力,而总的摩擦力即为各点摩擦力之和。已知了空载时和生产状态下的摩擦力,再考虑一些附加因素(如灵敏度等)后,则可推算出漏钢的极值为多少,一旦实际值超过这个值,就随时可能发生漏钢事故。此种方法虽简单,但精确度不太高,生产中常出现误报。虽然近年来计算机数据处理技术的应用,增大了摩擦力漏钢预报的可靠性,但其误报率仍可高达20%左右。
2.2.3 安装变形测定器进行漏钢预报
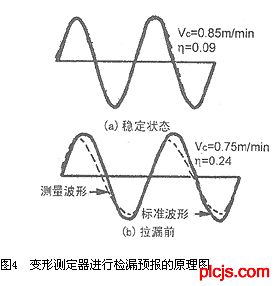
变形测定器直接安装在结晶器振动装置的轴上,它是通过一个传感器和一些辅助系统将振动装置的振动波形测量显示出来,与稳定状态进行比较,从而进行检漏预报。其工作原理见图4。
2.3 用热电偶测温进行漏钢预报
70年代连铸广泛发展,计算机数据处理技术应用于收集和分析温度数据后,使得温度热电偶进行温度监测而实现漏钢预报成为可能。
其工作原理是在结晶器器壁上一点或多点安装热电偶,热电偶测量的温度值传递到计算机处理系统,超过规定值则显示报警。热电偶监测法的优点是可以实时测量,实时报警,以便操作者采取有效的措施,防止漏钢。
在弯月面附近靠近结晶器器壁的部位,如果有一处铸坯在薄坯壳成坯过程与结晶器器壁粘结,在拉坯过程中将裂开,则钢液就流出与结晶器产生直接接触,生成新的坯壳。这个新的坯壳又如上所述被向上的振动和向下的拉矫力而破坏,又产生新的薄坯壳。这种薄坯壳不断形成和破坏,每一次破坏似乎产生一种称为假性的弯月面,而这个液面又常常沿着结晶器向下移动,当通过温度传感器时引起传感器所感应的温度显著升高。而裂开的铸坯上部分又未向下移动,于是渐渐地厚度增大,并不断向下延伸,当传到传感器时,传感器显示出结晶器温度迅速降低,这种温度的一起一落则显示出漏钢即将发生。当操作者观察到计算机显示屏上显示出如图5下方所示的曲线时,在裂开部位未达到结晶器出口之前若及时采取措施(如控制拉速等),就可避免漏钢。
WWW_PLCJS_COM-PLC-技.术_网
关键词 连铸 漏钢预报 热传递 摩擦监测 热电偶
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
1 前言
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
漏钢事故大致可分为:开浇漏钢、悬挂漏钢、裂纹漏钢、夹渣漏钢、切断漏钢、粘结漏钢。粘结漏钢在各种漏钢事故中占比例约50%以上。漏钢除了对操作者可能造成伤害之外,它还可能严重地损坏设备,影响生产的正常进行,造成停产。据资料统计,如果考虑了漏钢所造成的所有危害因素的话,板坯连铸的一次“典型”的拉漏事故可带来200,000美元的经济损失。为了减少漏钢损失,如果在漏钢事故发生之前能够探测到漏钢发生的可能性,在拉漏之前操作者采取适当的措施,那么,漏钢事故就可以避免了。为了达到此目的,早在70年代后期,世界上就开发了连铸漏钢预报技术。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
进入90年代后,连铸的漏钢预报的研究与开发已成为了连铸工作者的工作重点,许多连铸工作者在此方面进行了大量的工作,同时取得了可喜的成绩。连铸的漏钢预报也成为未来连铸技术的重要组成部分。
W1WW_P4LCJS_COM-PLC-技.术_网
2 连铸过程的漏钢预报
WWW_PLCJS_COM-PLC-技.术_网
以上提到的开浇漏钢、悬挂漏钢、切断漏钢等,只要按设计条件细心操作,均可杜绝。而粘结性漏钢的起因较为复杂,往往反映在热传递上,所以目前发展的若干种漏钢预报技术中的检测系统多侧重于这个方面。以下探讨几种检测方式及其工作原理
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2.1 依据结晶器热传递值的变化进行漏钢预报
WWW_P※LCJS_COM-PLC-)技.术_网
2.1.1 影响结晶器热传递的因素
WWW_P※LCJS_COM-PLC-)技.术_网
结晶器的热传递直接影响着铸坯的表面质量,热传递不均匀则导致铸坯坯壳厚薄不均匀,极易产生拉漏。运用结晶器的热传递变化进行漏钢预报,首先必须了解结晶器的热传递情况。
WWW_PLC※JS_COM-PmLC-技.术_网
铸坯与结晶器器壁间的热传递直接受浇注参数变化的影响。铸坯与结晶器器壁间的气隙、结晶器保护渣的温度特性、钢的化学成分、浇注速度、结晶器振动频率、振幅大小、钢水过热度、结晶器倒锥度及浸入式水口堵塞等都会影响铸坯与结晶器器壁间的热传递速度。特别是保护渣的结晶温度和浇注速度对热传递的影响呈线性关系
plcjs.技.术_网
2.1.2 依据结晶器的热传递变化进行漏钢预报
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
检测结晶器热传递最为简单及直接的方法是测量结晶器冷却水的进水温度和出水温度间的温度差,但这种方法常常产生误导。目前,广为使用的是测量热传递量来进行漏钢预报,(1)式给出了结晶器表面单位时间内单位面积上的热量传递的关系式。其特点是以结晶器冷却水进出水温差、流速及侧面面积作为参变量,故可将结晶器的每一个侧面分开来检测和控制。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
QA=CρρwWΔT/A (1)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
式中 QA——单位面积的热传递量/kW.m-2
WWW_PLCJS@_COM%-PLC-技.术_网
Cρ——水的比热/kJ.(kg.℃)-1
WWW.PLCJS.COM——可编程控制器技术门户
ρw——水的密度/kg.m-3
WWW_PLCJS@_COM%-PLC-技.术_网
W——冷却水的流量/m3.s-1
WW.W_PLC※JS_C,OM-PL,C-技.术_网
ΔT——冷却水进出结晶器的温差/℃
WWW_PLC※JS_COM-PmLC-技.术_网
A——结晶器侧面积/m2
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
单位面积的热传递量QA可为操作者提供有效的证据,使他们在需要时采取正确的行动(如减少或增大拉速、停浇等)。图1给出了运用热传递量进行漏钢预报的例子。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
(2)式给出了操作过程中铸坯与结晶器间的最小热传递量。它以浇注速度为参变量,在给定的结晶器热量传递值后则可为操作者提供一个拉坯速度极限值。超过这个拉速,则不能形成足够厚的坯壳,产生漏钢现象。图2表示了最小结晶器热传递量与拉速的关系。
WWcW_PLCJS_COM-PLC-技.术_网
Qmin=F[αVc/60+CρΔTwρVc/120(w+t)] (2)
WWW_P※LCJS_CO※M-PLC-技-.术_网
式中 Qmin——最小结晶器热传递量/kW.m-2
WWW_PLCJS_COM-PLC-技.术_网
F——相关系数,据钢种及结晶器断面而定
WWW.PLCJS.COM——可编程控制器技术门户
a——由先前的拉漏分析推导出的常数,a=110.78
WWW_P※LCJS_COM-PLC-)技.术_网
Vc——浇注速度/m.min-1
plcjs.技.术_网
Cρ——钢的比热/0.19kJ.(kg.℃)-1
WWW.PLCJS.COM——可编程控制器技术门户
ΔT——液钢过热/℃
——可——编——程——控-制-器-技——术——门——户
w——结晶器宽/m
WWW_PLC※JS_COM-PmLC-技.术_网
t——结晶器厚/m
WWW_PL※CJS_COM-PLC-技.术_网
ρ——钢液密度/kg.m-1
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
plcjs.技.术_网
2.2 监测摩擦力进行漏钢预报
——可——编——程——控-制-器-技——术——门——户
结晶器器壁与铸坯之间由于润滑不足而产生较大摩擦力,这种摩擦力主要受操作参数的影响如:保护渣粘度、钢种、结晶器倒锥度、拉速、钢水纯净度、过热度、结晶器振频及钢水弯月面的控制等。摩擦力较大时势必造成铸坯与结晶器间有较强的附着力从而使他们产生粘结性焊合。较轻微的粘结通过操作者的处理即可使铸流恢复正常生产,但它对铸坯表面质量却有一定的影响;而粘结严重时则会导致粘结性漏钢。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
为了防止由于摩擦力而引起的粘结性漏钢,就须对摩擦力进行监测。目前常用的方法是在结晶器上安装加速计和测力计或在振动装置上安装变形测定器来检测摩擦力。
W1WW_P4LCJS_COM-PLC-技.术_网
2.2.1 安装加速计进行漏钢预报
WWW_PL※CJS_COM-PLC-技.术_网
现在常用的加速计是一种简称为ML TEKTOR的结晶器润滑探测器。它监测摩擦力的原理是用一个压电应变仪直接接触结晶器器壁,结晶器的机械振动通过这个加速计转换为不连续的电脉冲,这些电信号轮流被数据采集系统进行收集,这些由加速计产生的信号则直接与摩擦力相关,经过计算机数据处理,则可知结晶器与铸坯间摩擦力的大小,从而判断铸流的情况。
P.L.C.技.术.网——可编程控制器技术门户
2.2.2 安装测力计进行漏钢预报
WW.W_PLC※JS_C,OM-PL,C-技.术_网
测力计安装在结晶器的下面,其四点式安装平面图见图3。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P.L.C.技.术.网——可编程控制器技术门户
应用测力监测结晶器与铸坯间摩擦力的原理是首先测出结晶器空载和稳定生产状态下的各点振动力,即知空载和正常生产时各点摩擦力,而总的摩擦力即为各点摩擦力之和。已知了空载时和生产状态下的摩擦力,再考虑一些附加因素(如灵敏度等)后,则可推算出漏钢的极值为多少,一旦实际值超过这个值,就随时可能发生漏钢事故。此种方法虽简单,但精确度不太高,生产中常出现误报。虽然近年来计算机数据处理技术的应用,增大了摩擦力漏钢预报的可靠性,但其误报率仍可高达20%左右。
WWW_PL※CJS_COM-PLC-技.术_网
2.2.3 安装变形测定器进行漏钢预报
WW.W_PLC※JS_C,OM-PL,C-技.术_网
变形测定器直接安装在结晶器振动装置的轴上,它是通过一个传感器和一些辅助系统将振动装置的振动波形测量显示出来,与稳定状态进行比较,从而进行检漏预报。其工作原理见图4。
plcjs.技.术_网
2.3 用热电偶测温进行漏钢预报
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
70年代连铸广泛发展,计算机数据处理技术应用于收集和分析温度数据后,使得温度热电偶进行温度监测而实现漏钢预报成为可能。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
其工作原理是在结晶器器壁上一点或多点安装热电偶,热电偶测量的温度值传递到计算机处理系统,超过规定值则显示报警。热电偶监测法的优点是可以实时测量,实时报警,以便操作者采取有效的措施,防止漏钢。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
在弯月面附近靠近结晶器器壁的部位,如果有一处铸坯在薄坯壳成坯过程与结晶器器壁粘结,在拉坯过程中将裂开,则钢液就流出与结晶器产生直接接触,生成新的坯壳。这个新的坯壳又如上所述被向上的振动和向下的拉矫力而破坏,又产生新的薄坯壳。这种薄坯壳不断形成和破坏,每一次破坏似乎产生一种称为假性的弯月面,而这个液面又常常沿着结晶器向下移动,当通过温度传感器时引起传感器所感应的温度显著升高。而裂开的铸坯上部分又未向下移动,于是渐渐地厚度增大,并不断向下延伸,当传到传感器时,传感器显示出结晶器温度迅速降低,这种温度的一起一落则显示出漏钢即将发生。当操作者观察到计算机显示屏上显示出如图5下方所示的曲线时,在裂开部位未达到结晶器出口之前若及时采取措施(如控制拉速等),就可避免漏钢。
本新闻共2页,当前在第1页1 2
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
上一篇: 宝钢三期工程三电系统概述(下)下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行