点击: 作者:未知
1 引言
飞机机轮的测试是飞机测试中重要的一环,其中静态性能指标的检测需要一套控制精度高,响应快速的控制系统来完成,本文就是基于可编程控制器(plc)集成的控制系统来实现对机轮的联合载荷试验,并结合上位机对控制系统进行在线控制。
2 控制要求
控制系统要求有自动和手动两套系统,其中手动控制系统是为防止由于自动控制系统故障延误试验而设计的。自动控制系统为计算机控制系统,要求其能自动按比例加载测量并纪录试验数据。
系统按试验要求能完成两种载荷试验:径向载荷单独加载试验和径侧向载荷联合加载试验。径向单独加载时,机轮侧向无压力,径向载荷按目标载荷值分十级逐级加载,直至达到目标载荷值,保持10s后回程结束实验。径侧向联合加载时,按径、侧向目标载荷值分别分为10级,按10%增量加载,先加径载,后加侧载,径侧向都到达目标值并保持10s后回程结束实验。
3 控制系统硬件结构及功能
自动控制系统选用s7-300系列plc与触摸屏工业计算机为核心构成。plc作为下位机负责试验过程的控制。工控机作为上位机,应用由开物2000系统开发的hmi系统,用以监控试验过程,显示并记录试验数据。
系统中需要控制的数字开关量有油泵的启停、径侧向油缸的伸出与回程等,报警信号有电机缺相保护、径侧向加压机构回程伸出的限位、液压系统液位过高、油温过高过低、油路过滤器阻塞等报警信号。

图1 自动控制系统框图
参见图1系统框图,系统的模拟量有径侧向试验载荷、径侧向油缸压力、轮毂变形位移三组。其中径侧向的试验载荷是被控对象。载荷传感器将载荷压力值转换为4~20ma的标准模拟信号输送到plc的模拟量输入模块,再由pid程序处理后产生对比例溢流阀的控制量,plc的模拟量输出模块将此信号转换为0~10v的标准信号输出控制比例溢流阀的开度最终实现对载荷压力值的控制。如上所述,载荷传感器、plc模拟量输入模块、pid控制程序、比例溢流阀构成了一个闭环控制。
径侧向油缸的压力作为一组模拟量输入用来表征液压系统的工作状况,还可作为载荷传感器所测载荷压力值的一个补充和参照。此外,轮毂的变形位移显示了机轮在施加径侧向载荷后机轮轮毂的性能,也是一组需要记录的试验数据。油缸压力和轮毂位移都输入到plc的模拟量输入模块。控制系统原理图参见图2。
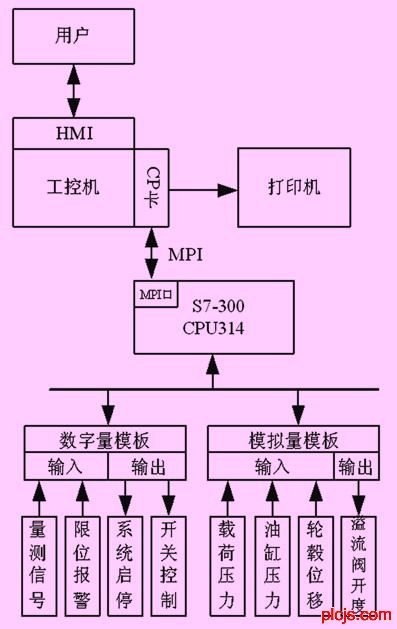
图2 控制系统原理图
4 控制系统功能的实现
4.1 上位机软件控制流程
上位机组态软件采用的是开物2000,主要功能是实现电脑监视和数据输入。程序流程如图3所示。
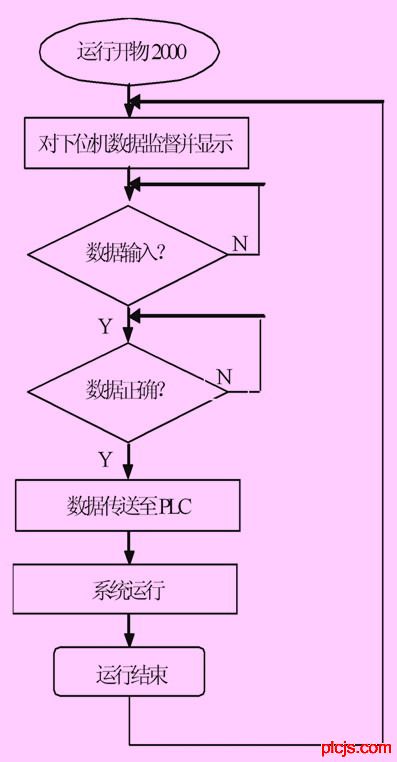
图3 上位机程序流程框图
4.2 下位机软件控制流程
下位机硬件采用的是西门子的plc300,编程软件是西门子step7_5.2。下位机实现了sy02系统的逻辑控制,以及pid程序实现。下位机固化在了plc300的内存中,只要plc300处于运行状态,固化在plc里面的程序就处在有效运行状态。用计算机实现控制加载和测量并记录。
(1)协调加载:将被试机轮所需径、侧两个方向的载荷分别分为10级,按10%增量施加,先加径载,再加侧载;连续进行。
(2)加载方式:编程自动加载和手动加载;在各测量载荷值下能保持10s;在屏上显示。自动记录并
打印下列参数:加载级及加载值(含径侧载比值),并打印出加载曲线。程序流程如图4所示。
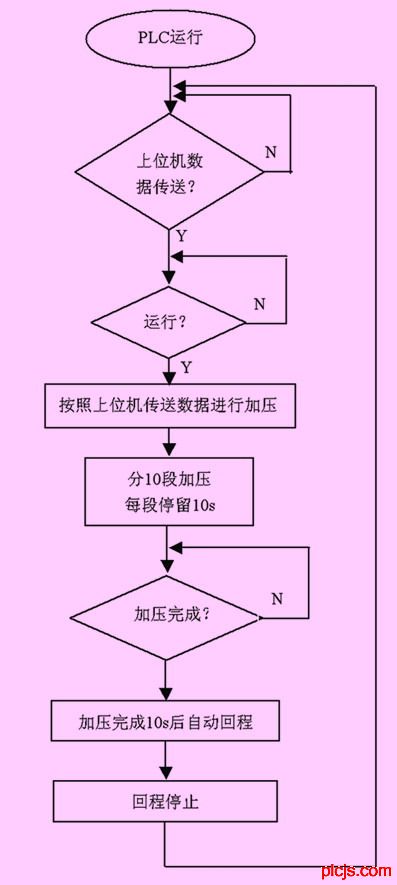
图4 下位机程序流程框图
5 结束语
飞机机轮径-侧向联合载荷试验系统对于我国的航空工业以及国防工业都有着重要的意义。基于plc和工控机的控制系统结合液压传动机构经实际测试证明完全能够满足试验台的要求。
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!