基于PLC、触摸屏、变频器的煤粉计量控制系统
日期:2007-8-16 23:55:32 来源:中国自动化网
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
1 前言
连续准确地对回转窑和分解炉进行喂煤,是降低煤耗,提高熟料质量,保证设备安全和连续稳定运转的关键因素。因此,喂煤计量控制装置必须具有稳定、准确、动作迅速等特性。
原来我公司采用由德国KHD成套设备公司提供的冲击式固体流量计,由于该流量计容易受到外界的干扰,计量波动大,引起喂煤量的波动, 影响了窑的工况。喂煤装置分隔轮是由直流电机拖动,直流电机的换向器和电刷的故障率较高,维护量很大。公司经过调研论证,决定进行技术改造,将其替换成2套由合肥水泥设计院生产的科氏力秤煤粉定量给料系统。该秤依据科里奥利原理设计,实现对窑尾分解炉和窑头喂煤的计量及控制。
2 科里奥利原理
质量微粒m在以角速度ω转动的系统中除受到离心力FZ和摩擦力FR外,还受到垂直于其运动方向的惯性力FC的作用,通过测量这个力,可测得质量m,这就是科里奥利原理,如图1所示。
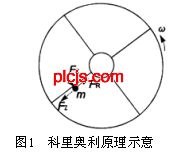
图1 科里奥利原理示意
测量原理的实现需要一个以恒定速度转动的旋转测量圆盘(测轮),其基本结构如图1所示。由电机拖动的测轮被叶片分成数个导流槽,散状物料由测轮中心上方进入测轮,经过锥形的转向装置后,形成散料流,进入导向叶片之间的导流槽中,并被以恒定角速度ω旋转着的导向叶片虏获,物料因离心力FZ的作用而向测轮外边缘运动,直至离开测轮被抛出。通过对物料所受科里奥利力FC的测量可得到物料的流量,工程中是通过测量FC对测轮的反作用力矩而测得物料流量的,这个力矩由测轮的驱动电机来补偿(离心力FZ和摩擦力FR都不能在测轮径向上产生力矩)。其计算式为:M=mωR2
式中:M──测轮所受力矩,N·m;
m──物料流量,t/h;
ω──测轮角速度,1/s;
R──测轮半径,m。
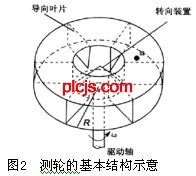
图2 测轮的基本结构示意
3 科氏力煤粉秤组成及工艺流程:
科氏称中的主要设备有由煤粉称重仓、水平回转式稳流给料机(以下简称给料机)、科里奥利质量流量计(以下简称流量计)、螺旋输送泵、回转空压机等组成。
主要工艺流程是:从煤磨制备出来的煤粉进入煤粉仓,对煤粉进行称重计量,要求达到一个合理料位,保证下煤稳定。煤粉仓底部与给料机连接,给料机按水平方向旋转,煤粉就由给料机喂入流量计,在流量计中经过前文所述的处理后,进入螺旋输送泵,与回转空压机中的压缩风混合后,一起到达窑头及分解炉(如图3所示)。流量计仅作为计量设备,而给料机作为预给料设备。
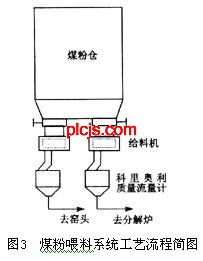
图3 煤粉喂料系统工艺流程简图
4 科氏力喂煤计量控制系统自控部分简介
2套设备控制部分的原理相同,主要由1台西门子的S7-200 PLC(扩展了1个模拟量输入模块EM231和1个模拟量输出模块EM232)。1台西门子的触摸屏TP170A,2台ABB变频器,还有称重传感器,力距传感器,速度传感器等组成。如图4所示,图中M1为给料机,M2为流量计。
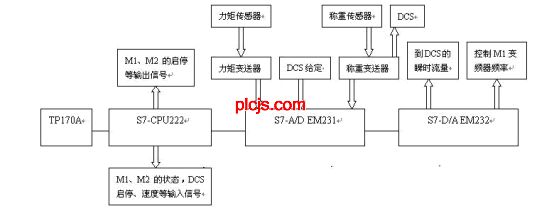
图4 科氏力控制系统示意图
PLC的型号为CPU222,属于小型PLC, 但其指令功能非常丰富,能完成各种复杂控制功能。它具有8输入/6输出,共14个数字量I/O点。控制程序采用STEP-7 Micro/Win32 V4.0 SP3编程软件开发。
触摸屏作为人机对话窗口,用于修改系统的工作参数,监控系统的工作过程。它防护等级高(IP65),可用于恶劣的工作环境。触摸屏的使用省去了复杂的控制面板和仪表显示 。TP170A通过Protool/Pro cs V6.0为其组态。以通讯的方式读取PLC内部相应寄存器上的数据、状态及工作参数。
本控制方案中主要作用是从现场启动设备,整定内部参数,显示瞬时流量、累计流量,输入参数的设定,上下限报警值的设定,流量实时趋势曲线,在调试变频器时,也可以通过趋势来观察效果。TP170A与CPU222通过9针电缆进行通讯。
W1WW_P4LCJS_COM-PLC-技.术_网
连续准确地对回转窑和分解炉进行喂煤,是降低煤耗,提高熟料质量,保证设备安全和连续稳定运转的关键因素。因此,喂煤计量控制装置必须具有稳定、准确、动作迅速等特性。
WWW_PL※CJS_COM-PLC-技.术_网
原来我公司采用由德国KHD成套设备公司提供的冲击式固体流量计,由于该流量计容易受到外界的干扰,计量波动大,引起喂煤量的波动, 影响了窑的工况。喂煤装置分隔轮是由直流电机拖动,直流电机的换向器和电刷的故障率较高,维护量很大。公司经过调研论证,决定进行技术改造,将其替换成2套由合肥水泥设计院生产的科氏力秤煤粉定量给料系统。该秤依据科里奥利原理设计,实现对窑尾分解炉和窑头喂煤的计量及控制。
WWW.PLCJS.COM——可编程控制器技术门户
2 科里奥利原理
WWW_PLCJS@_COM%-PLC-技.术_网
质量微粒m在以角速度ω转动的系统中除受到离心力FZ和摩擦力FR外,还受到垂直于其运动方向的惯性力FC的作用,通过测量这个力,可测得质量m,这就是科里奥利原理,如图1所示。
WWW_PL※CJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
图1 科里奥利原理示意
W1WW_P4LCJS_COM-PLC-技.术_网
测量原理的实现需要一个以恒定速度转动的旋转测量圆盘(测轮),其基本结构如图1所示。由电机拖动的测轮被叶片分成数个导流槽,散状物料由测轮中心上方进入测轮,经过锥形的转向装置后,形成散料流,进入导向叶片之间的导流槽中,并被以恒定角速度ω旋转着的导向叶片虏获,物料因离心力FZ的作用而向测轮外边缘运动,直至离开测轮被抛出。通过对物料所受科里奥利力FC的测量可得到物料的流量,工程中是通过测量FC对测轮的反作用力矩而测得物料流量的,这个力矩由测轮的驱动电机来补偿(离心力FZ和摩擦力FR都不能在测轮径向上产生力矩)。其计算式为:M=mωR2
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
式中:M──测轮所受力矩,N·m;
WWW_PLC※JS_COM-PmLC-技.术_网
m──物料流量,t/h;
WWW_PLC※JS_COM-PmLC-技.术_网
ω──测轮角速度,1/s;
plcjs.技.术_网
R──测轮半径,m。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
图2 测轮的基本结构示意
WWW_P※LCJS_CO※M-PLC-技-.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3 科氏力煤粉秤组成及工艺流程:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
科氏称中的主要设备有由煤粉称重仓、水平回转式稳流给料机(以下简称给料机)、科里奥利质量流量计(以下简称流量计)、螺旋输送泵、回转空压机等组成。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
主要工艺流程是:从煤磨制备出来的煤粉进入煤粉仓,对煤粉进行称重计量,要求达到一个合理料位,保证下煤稳定。煤粉仓底部与给料机连接,给料机按水平方向旋转,煤粉就由给料机喂入流量计,在流量计中经过前文所述的处理后,进入螺旋输送泵,与回转空压机中的压缩风混合后,一起到达窑头及分解炉(如图3所示)。流量计仅作为计量设备,而给料机作为预给料设备。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
图3 煤粉喂料系统工艺流程简图
plcjs.技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
4 科氏力喂煤计量控制系统自控部分简介
WWW_PLC※JS_COM-PmLC-技.术_网
2套设备控制部分的原理相同,主要由1台西门子的S7-200 PLC(扩展了1个模拟量输入模块EM231和1个模拟量输出模块EM232)。1台西门子的触摸屏TP170A,2台ABB变频器,还有称重传感器,力距传感器,速度传感器等组成。如图4所示,图中M1为给料机,M2为流量计。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
图4 科氏力控制系统示意图
WWW_PLCJS@_COM%-PLC-技.术_网
PLC的型号为CPU222,属于小型PLC, 但其指令功能非常丰富,能完成各种复杂控制功能。它具有8输入/6输出,共14个数字量I/O点。控制程序采用STEP-7 Micro/Win32 V4.0 SP3编程软件开发。
W1WW_P4LCJS_COM-PLC-技.术_网
触摸屏作为人机对话窗口,用于修改系统的工作参数,监控系统的工作过程。它防护等级高(IP65),可用于恶劣的工作环境。触摸屏的使用省去了复杂的控制面板和仪表显示 。TP170A通过Protool/Pro cs V6.0为其组态。以通讯的方式读取PLC内部相应寄存器上的数据、状态及工作参数。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
本控制方案中主要作用是从现场启动设备,整定内部参数,显示瞬时流量、累计流量,输入参数的设定,上下限报警值的设定,流量实时趋势曲线,在调试变频器时,也可以通过趋势来观察效果。TP170A与CPU222通过9针电缆进行通讯。
WWW_PLC※JS_COM-PmLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行