莱钢1500热轧带钢加热炉燃烧控制系统
日期:2007-1-16 0:09:03 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
1 引言
WWW_P※LCJS_COM-PLC-)技.术_网
莱钢1500宽带钢年设计生产热轧带钢卷200万吨。采用两座上/下加热步进梁式加热炉。加热能力为260吨/座。该炉共分14段加热,采用高/焦炉混合煤气,加热到
WWW_PLCJS@_COM%-PLC-技.术_网
2 控制系统
WW.W_PLC※JS_C,OM-PL,C-技.术_网
控制器采用西门子公司的S7-400(CPU416)型控制器。其中PLC1控制燃烧系统,包括冷却水和MCC控制柜。PLC2顺序控制系统,控制炉区现场操作设备,包括炉区液压设备和步进梁及上料和出料及变频驱动等设备。编程软件采用STEP7 V5.3 ,监控系统采用INTOUCH软件。具体配置见图1。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)

WWW_PLCJS@_COM%-PLC-技.术_网
3 系统功能设计
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
3.1温度自动控制
WWW_P※LCJS_CO※M-PLC-技-.术_网
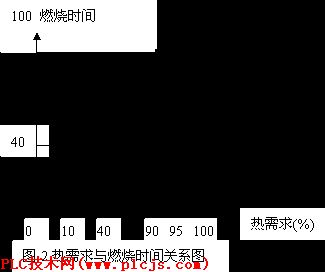
热需求的控制是通过烧嘴的燃烧时间而不是空气和煤气的流量来实现的。烧嘴按顺序燃烧,且每个烧嘴是单独控制的。加热炉温度的测量是通过下列热电偶实现的:每对上部烧嘴大炉顶中部热电偶和每对下部烧嘴的炉底中部热电偶。当烧嘴打开时,它以100%的能力工作。烧嘴点火是交错进行的,以避免空气和煤气主管突然的高压变化。操作人员给定的温度设定值被送至温度控制器。温度控制器将此值与1级系统定义的虚拟区测得的温度相比较,并精确调节瞬时的热需求。加热炉的热需求根据图2转换成燃烧时间。
W1WW_P4LCJS_COM-PLC-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
|
图2热需求与燃烧时间关系图 WW.W_PLCJS_COM-PLC-技.术_网 |
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
上一篇: 焦炉集气管压力控制的研究下一篇: 电气传动参数调整在轧机张力中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行