铜带材冷轧机控制系统的应用研究
日期:2006-7-7 23:16:32 来源:本文摘自《PLC&FA》
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
随着自动化技术的飞速发展,PLC、现场总线和全数字测量传动装置在铜带材冷轧机的控制系统中得到了广泛的应用,使得系统安装、调试及维护工作量大大减少,控制精度和自动化程度越来越高,系统的稳定性得到大幅度提升。同时,随着铜板带材产品竞争的日益激烈,对轧机控制系统的要求也在逐渐发生变化,在提高设备自动化程度和控制精度的前提下,要求实现生产过程自动化和进一步提高生产效率。因此,控制系统的模块化、网络化已是发展的必然趋势。
在本系统中,为了控制的方便性,在现场设置了多个远程IO子站。每个操作台的按钮、指示灯等直接接入各自台内的远程子站,现场的检测元件和电动执行元件就近接入附近的现场控制箱。这些远程IO通过现场以通讯的方式连入主控室内的PLC主站。远程IO的通讯介质为屏蔽绞线,通信速率为2.5Mbit/s。采用远程IO方式,不但减少了电缆用量,同时也更加便于维护,减少了生产辅助时间。
轧机的控制系统包括6台PLC和1个触摸屏式操作屏。每台PLC均各自构成一个独立的子系统,分别控制AGC(自动厚度控制)、AFC(自动轧力控制)、传动系统和辅助系统;触摸屏式操作屏放置在主操作台。为了使这些独立的控制系统更好地成为一个整体,设置了环形对等网,将6台PLC链接到同一个网络平台。在网络中,各个PLC读取所需要的数据,实现数据的实施共享。通讯介质为光纤,通讯速率为10Mbit/s。
三层网络的最顶层是与工业控制计算机相连接的工业以太网,PLC通过工业以太网与工业控制计算机进行通讯连接。在环形对等网上的6台PLC中,辅助系统PLC上设置了以太网接口板,这台PLC从对等网收取所有需要发送的运行数据,进行分类打包处理,发送给工业控制计算机系统。工业控制计算机系统将一级系统发送来的数据解包,进行运算处理,再将需要的数据发送回辅助系统PLC,其他PLC通过对等网读取各自需要的数据。
为了方便操作手对工业控制计算机的使用,在主操作台设置了一台HMI(人机界面),供操作手查看工业控制计算机中与操作相关的数据,同时可以对权限内的一些内容进行设置与修改。另外,还设了一套工程师站,用于整个控制系统的本地维护,必要时也可以接上网络或电话线,对现场进行远程维护。HMI和工程师站都连接在以太网上,通讯介质是标准5类线,RJ45接头,通讯速率为100Mbit/s。
速度设定由主操作手在操作台控制,数据发送到PLC处理后传送各个传动系统。速度设定是以主机为线速度基准速度,通过设定工作辊的直径与减速箱的减速比,从而给出电机的转速给定值。根据控制功能,速度设定有正反向点动功能,用于故障处理;穿带速度设定,用于生产前轧机穿带;轧机线速度设定,用于正常轧制。按照线速度相等的原则以转速的形式分配给各传动系统,其中要考虑前后滑系数的成分。
3.2 张力控制
张力控制在整个轧机控制中至关重要。因系统中未配备张力计,所以采用了间接张力控制方式。
就卷取机系统而言,若忽略电动机的空载损耗,则有如下关系:
MD=CM∮I=FD/2i
式中:MD为电动机的电磁转矩;∮为电动机磁通;I为电动机额定电流;CM为机电时间常数;F为卷取机张力;D为卷径;i为机械减速比。由此可知,卷取机的张力控制可以近似看成转矩控制。而要保证张力控制的精度和稳定性,在就要获得两个重要的变量:线速度和卷径。
1 引言
WW.W_PLC※JS_C,OM-PL,C-技.术_网
随着自动化技术的飞速发展,PLC、现场总线和全数字测量传动装置在铜带材冷轧机的控制系统中得到了广泛的应用,使得系统安装、调试及维护工作量大大减少,控制精度和自动化程度越来越高,系统的稳定性得到大幅度提升。同时,随着铜板带材产品竞争的日益激烈,对轧机控制系统的要求也在逐渐发生变化,在提高设备自动化程度和控制精度的前提下,要求实现生产过程自动化和进一步提高生产效率。因此,控制系统的模块化、网络化已是发展的必然趋势。
WW.W_PLCJS_COM-PLC-技.术_网
2 铜带材冷轧机控制系统结构P.L.C.技.术.网——可编程控制器技术门户
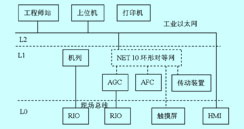
图1是某有色金属加工厂设计改造的一台铜冷轧机的控制系统结构图。该系统采用了三层网络控制方案,最底层为现场设备级网络,中间为环形对等网络,最上面是工业以太网。
WWW_PL※CJS_COM-PLC-技.术_网
WW.W_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图1 铜带材冷轧机控制系统结构图
WW.W_PLC※JS_C,OM-PL,C-技.术_网
在本系统中,为了控制的方便性,在现场设置了多个远程IO子站。每个操作台的按钮、指示灯等直接接入各自台内的远程子站,现场的检测元件和电动执行元件就近接入附近的现场控制箱。这些远程IO通过现场以通讯的方式连入主控室内的PLC主站。远程IO的通讯介质为屏蔽绞线,通信速率为2.5Mbit/s。采用远程IO方式,不但减少了电缆用量,同时也更加便于维护,减少了生产辅助时间。
W1WW_P4LCJS_COM-PLC-技.术_网
轧机的控制系统包括6台PLC和1个触摸屏式操作屏。每台PLC均各自构成一个独立的子系统,分别控制AGC(自动厚度控制)、AFC(自动轧力控制)、传动系统和辅助系统;触摸屏式操作屏放置在主操作台。为了使这些独立的控制系统更好地成为一个整体,设置了环形对等网,将6台PLC链接到同一个网络平台。在网络中,各个PLC读取所需要的数据,实现数据的实施共享。通讯介质为光纤,通讯速率为10Mbit/s。
WWW.PLCJS.COM——可编程控制器技术门户
三层网络的最顶层是与工业控制计算机相连接的工业以太网,PLC通过工业以太网与工业控制计算机进行通讯连接。在环形对等网上的6台PLC中,辅助系统PLC上设置了以太网接口板,这台PLC从对等网收取所有需要发送的运行数据,进行分类打包处理,发送给工业控制计算机系统。工业控制计算机系统将一级系统发送来的数据解包,进行运算处理,再将需要的数据发送回辅助系统PLC,其他PLC通过对等网读取各自需要的数据。
WWW.PLCJS.COM——可编程控制器技术门户
为了方便操作手对工业控制计算机的使用,在主操作台设置了一台HMI(人机界面),供操作手查看工业控制计算机中与操作相关的数据,同时可以对权限内的一些内容进行设置与修改。另外,还设了一套工程师站,用于整个控制系统的本地维护,必要时也可以接上网络或电话线,对现场进行远程维护。HMI和工程师站都连接在以太网上,通讯介质是标准5类线,RJ45接头,通讯速率为100Mbit/s。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3 底层PLC控制系统WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
3.1 速度控制 WWW.PLCJS.COM——可编程控制器技术门户
轧机控制的核心是板形和厚度控制。要达到良好的板形和保证可接受的厚度公差,轧机就必须保证良好的速度、张力的稳定性。在控制方式上,主机为速度控制,给整个轧机提供稳定的线速度基准。开卷机和卷取机为恒张力控制。
WWW_P※LCJS_COM-PLC-)技.术_网
速度设定由主操作手在操作台控制,数据发送到PLC处理后传送各个传动系统。速度设定是以主机为线速度基准速度,通过设定工作辊的直径与减速箱的减速比,从而给出电机的转速给定值。根据控制功能,速度设定有正反向点动功能,用于故障处理;穿带速度设定,用于生产前轧机穿带;轧机线速度设定,用于正常轧制。按照线速度相等的原则以转速的形式分配给各传动系统,其中要考虑前后滑系数的成分。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
3.2 张力控制
——可——编——程——控-制-器-技——术——门——户
张力控制在整个轧机控制中至关重要。因系统中未配备张力计,所以采用了间接张力控制方式。
WWW_P※LCJS_CO※M-PLC-技-.术_网
就卷取机系统而言,若忽略电动机的空载损耗,则有如下关系:
plcjs.技.术_网
MD=CM∮I=FD/2i
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
式中:MD为电动机的电磁转矩;∮为电动机磁通;I为电动机额定电流;CM为机电时间常数;F为卷取机张力;D为卷径;i为机械减速比。由此可知,卷取机的张力控制可以近似看成转矩控制。而要保证张力控制的精度和稳定性,在就要获得两个重要的变量:线速度和卷径。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行