莱钢大型3#连铸机自动控制技术的开发与应用
日期:2006-5-15 23:36:34 来源:本文摘自《PLC&FA》
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
据钢种要求由120t转炉生产的钢水,经LF炉精练处理钢水温度、化学成分达到连铸要求后,由吊车吊到大包回转进行浇注。首先,将引锭杆送入结晶器内,然后在结晶器内密封引锭杆,准备就绪后,把烤好的中间包通过中间包车送到浇注位置,并使中间包后浸入式水口对中并下降插入结晶器内。准备完成后,打开钢水包滑动水口,使钢水注入中间包,待中间包的钢水达到一定高度,提升中间包塞棒,钢水注入结晶器。当注入结晶器的钢水达到限定高度时,自动启动结晶器震动和拉矫机。钢水在结晶器内经冷却形成一定的坯壳厚度。待液态的铸坯进入二冷区,使铸坯进一步冷却直至完全凝固。铸坯在引锭杆的作用下,通过拉矫机后与引锭杆脱开,火焰切割机按设定的铸坯定尺自动切割铸坯,切割后的铸坯经输出辊道,去毛刺机上辊道台车然后下线。
3.1 各系统功能
铸流PLC系统,负责结晶器振动,结晶器液面检测,二冷水流量控制,二冷气压力控制,拉矫机拉速控制,扇形段的压下抬起,拉矫辊一压、二压、抬起控制,引锭杆在线离线、送引锭、脱引锭、引锭杆和铸坯跟踪控制,以及所有输出辊道控制;公用PLC系统,主要负责大包盖、大包回转台、中间包车运转控制,液压站控制,钢包称重、中间包测温、称重,公用介质流量、压力、设备冷却水流量等的监控。
3.2 网络通信
控制局域网采用光纤环网结构,由光纤和西门子OSM交换机组成。每台PLC配置一块西门子CP443-1以太网通讯处理器模块。每台服务器除配一块普通网卡外各配一块西门子CP1613以太网卡,客户机配一块普通网卡。这些模块网卡均通过RJ45接头接到OSM交换机上,组成网络。用户在PLC和上位机中分别编程组态,设置实现PLC与PLC、PLC与 上位机、服务器之间、客户机与服务器之间的通信。
3.3 全数字交流传动技术
板坯连铸在生产过程中对速度的要求非常高。此次我们采用了西门子70系列变频器,变频器与PLC之间的信号传递采用profibus-DP现场总线网络。全数字信号传输,抗干扰能力强;矢量变频技术比传统的V/F变频技术具有更高的调速精度,适合结晶器震动、拉矫机等控制精度高的设备。通过DP总线或PMU操作面板可以对变频器进行系统标准状态设定、系统启动特性参数设定、控制方式设定。
保持结晶器中钢水液面的稳定,一方面可使结晶器的热交换稳定,钢水液面上的保护渣层厚度一定;另一方面可以保持拉速的相对稳定,这对改善铸坯的质量有着十分重要的作用。
本连铸机在结晶器上方安装有一个涡流传感器,其中的电磁信号在钢水表面上产生涡电流,此涡电流在传感器线圈中产生大小随钢水表面到传感器的距离而变化的感应信号,信号送到PLC,PLC根据实际液面和设定液面的比较控制中间包塞棒开口度调节钢水流量,从而保证结晶器内钢水液面稳定。控制系统图参见图2:
1 引言WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
莱芜钢铁集团公司在当前国际国内钢铁行业面临重要困境的情况下,逐步淘汰原有市场已不具备竞争力的生产线,利用国家投资,新上了一批具有市场前景的生产线。3#板坯连铸机便是其中之一。3#连铸机为1流直弧形6点弯曲、8点矫直模式,生产线于2005年2月28正式投产使用。
WWW_P※LCJS_CO※M-PLC-技-.术_网
2 生产工艺流程
WWW_P※LCJS_COM-PLC-)技.术_网
据钢种要求由120t转炉生产的钢水,经LF炉精练处理钢水温度、化学成分达到连铸要求后,由吊车吊到大包回转进行浇注。首先,将引锭杆送入结晶器内,然后在结晶器内密封引锭杆,准备就绪后,把烤好的中间包通过中间包车送到浇注位置,并使中间包后浸入式水口对中并下降插入结晶器内。准备完成后,打开钢水包滑动水口,使钢水注入中间包,待中间包的钢水达到一定高度,提升中间包塞棒,钢水注入结晶器。当注入结晶器的钢水达到限定高度时,自动启动结晶器震动和拉矫机。钢水在结晶器内经冷却形成一定的坯壳厚度。待液态的铸坯进入二冷区,使铸坯进一步冷却直至完全凝固。铸坯在引锭杆的作用下,通过拉矫机后与引锭杆脱开,火焰切割机按设定的铸坯定尺自动切割铸坯,切割后的铸坯经输出辊道,去毛刺机上辊道台车然后下线。
P.L.C.技.术.网——可编程控制器技术门户
3 自动控制系统的配置WWW_P※LCJS_CO※M-PLC-技-.术_网
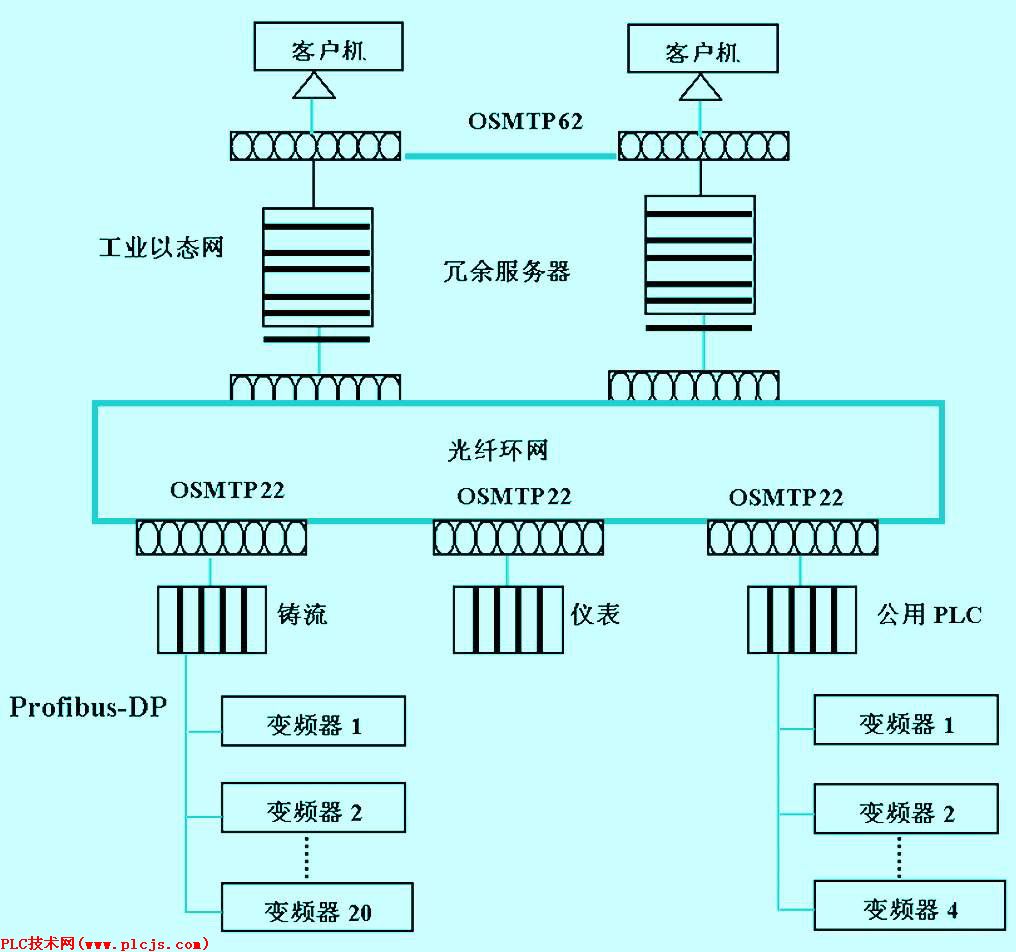
自动控制系统采用西门子公司的S7-400系列PLC,对生产线上各台设备进行自动控制。3#连铸机PLC分铸流、公用、仪表三套PLC。主控室设两台冗余服务器,两台客户机。编程软件采用西门子公司的STEP7/V5.3;监控软件采用西门子公司的WINCC6.0。对整个工艺流程进行监控,把工艺参数归档存储,并进行报表、报警打印;整个系统为以太光纤环网连接,参见图1。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
plcjs.技.术_网
图1 3#板坯连铸机系统配置
WWW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
3.1 各系统功能
W1WW_P4LCJS_COM-PLC-技.术_网
铸流PLC系统,负责结晶器振动,结晶器液面检测,二冷水流量控制,二冷气压力控制,拉矫机拉速控制,扇形段的压下抬起,拉矫辊一压、二压、抬起控制,引锭杆在线离线、送引锭、脱引锭、引锭杆和铸坯跟踪控制,以及所有输出辊道控制;公用PLC系统,主要负责大包盖、大包回转台、中间包车运转控制,液压站控制,钢包称重、中间包测温、称重,公用介质流量、压力、设备冷却水流量等的监控。
WW.W_PLCJS_COM-PLC-技.术_网
3.2 网络通信
WWW_PLCJS_COM-PLC-技.术_网
控制局域网采用光纤环网结构,由光纤和西门子OSM交换机组成。每台PLC配置一块西门子CP443-1以太网通讯处理器模块。每台服务器除配一块普通网卡外各配一块西门子CP1613以太网卡,客户机配一块普通网卡。这些模块网卡均通过RJ45接头接到OSM交换机上,组成网络。用户在PLC和上位机中分别编程组态,设置实现PLC与PLC、PLC与 上位机、服务器之间、客户机与服务器之间的通信。
WWW.PLCJS.COM——可编程控制器技术门户
3.3 全数字交流传动技术
WWcW_PLCJS_COM-PLC-技.术_网
板坯连铸在生产过程中对速度的要求非常高。此次我们采用了西门子70系列变频器,变频器与PLC之间的信号传递采用profibus-DP现场总线网络。全数字信号传输,抗干扰能力强;矢量变频技术比传统的V/F变频技术具有更高的调速精度,适合结晶器震动、拉矫机等控制精度高的设备。通过DP总线或PMU操作面板可以对变频器进行系统标准状态设定、系统启动特性参数设定、控制方式设定。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
4 主要设备控制系统的开发WWW_PLC※JS_COM-PmLC-技.术_网
4.1 结晶器液面控制
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
保持结晶器中钢水液面的稳定,一方面可使结晶器的热交换稳定,钢水液面上的保护渣层厚度一定;另一方面可以保持拉速的相对稳定,这对改善铸坯的质量有着十分重要的作用。
WWW_PL※CJS_COM-PLC-技.术_网
本连铸机在结晶器上方安装有一个涡流传感器,其中的电磁信号在钢水表面上产生涡电流,此涡电流在传感器线圈中产生大小随钢水表面到传感器的距离而变化的感应信号,信号送到PLC,PLC根据实际液面和设定液面的比较控制中间包塞棒开口度调节钢水流量,从而保证结晶器内钢水液面稳定。控制系统图参见图2:
本新闻共2页,当前在第1页1 2
W1WW_P4LCJS_COM-PLC-技.术_网
上一篇: 双边剪夹送辊监控系统的设计与实现下一篇: 西门子大型可编程控制器SIMATIC TDC
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行