热轧机压下系统的技术改造方案
日期:2010-12-1 12:34:16 点击:
来源:中国工控网
作者:
来源:中国工控网
作者:
点击【 大 中 小 】放大字体.
一:概述
东北轻合金有限责任公司根据市场需求,决定对热轧机进行技术改造,增大轧机的开口度,由原来的300mm增加到400mm,同时改造原有的液压压下系统,液压压下电控系统,从而改善热轧机的性能,提高产品的品种、质量。
二:原系统的工作特点
热轧机原压下系统分为电动压下和液压压下两部分。
电动压下采用多挡速控制的直流电动机完成。液压压下为液压伺服系统,由于原系统的缺陷,实际生产中,液压压下系统只用于辊缝调偏,没有用于压下的控制。因此,原热轧机压下系统实际上仅仅是电动压下螺丝的定位控制系统。产品的的质量受到了限制。
另外,热轧机的自动控制功能存在问题,不能投入使用,生产中完全靠操作工人工操作设定辊缝,劳动强度大,人为因素影响大,厚度控制效果也不好。
三:技改所要解决的问题
增加热轧机的开口度,提高轧下量,增加产品品种
改造液压伺服系统,提高板带厚差控制精度
完善自动控制功能,提高工作效率,降低劳动强度。
提高电气系统的技术水平,提高稳定性。
四:技术改造的指标
1) 轧制力:2100T
轧制速度:0.5-3M/S
轧制开口度:400mm
2)产品
板厚:5-100mm
板宽:640-1750mm
纵向厚差:0.15mm(板厚5.5~10mm时)
0. 20mm(板厚10~20mm时)
五:电气控制系统的设计介绍
1:压下螺丝
电动压下为两台直流电动机,操作侧(WS)、传动侧(DS)各一台,两台电机均配用自己的直流调速系统。两台电机之间配置有离合器,可控制两侧压下螺丝单动或联动。
本设计中,压下螺丝控制部分不做改造。
为了提高电动压下系统的控制精度,新增加了两个长程位移传感器,用于检测压下螺丝的位移,使压下螺丝能够准确停位。该位移传感器为MTS,行程520mm,输出0~10VDC,分辨率:无限(取决于控制器D/A);重复精度:满量程0.001%;环境温度:-40~ 85C。
2:液压控制系统
本设计配合液压伺服系统的改造,新设置了液压站,为液压伺服缸提供动力。
两侧的液压缸各配置一个伺服阀,控制液压缸的升降,同时,配置有两个压力传感器检测液压缸的压力,用于轧制力的控制。
另外,在两侧的油缸内还分别安装了两个位移传感器,以检测油缸的行程。
压力传感器:0~ 10V/0~315bar 力士乐
位移传感器:电源24VDC,输出0.1~10VDC,行程50mm;分辨率:无限;
重复精度:2.5um。 TL1
3:操作设备
本设计对原操作台进行改造,增设相应的操作开关,按钮,指示灯等,以实现新系统的功能。
另外,在操作台上设置LED显示屏,显示设定的压力、位移数据和实测的位移、压力数据。同时,同时操作台上安装工控机,以动态流程图形式显示工艺过程参数,并提供相应的参数设置和调用功能。
4:PLC控制系统
热轧机控制系统是一个以施耐得Quantum PLC为核心的数字化控制系统,该系统配置一个Quantum PLC控制站和一个远程I/O控制站,与一台研华工控机构成通讯网络。工控机作为上位机用于轧机工作的监控、轧制表的增补、修改和调用。
在Quantum PLC控制站还配有一台人机介面,用于系统的故障报警和再启动,及参数的设置,状态查询等。
根据101热轧机的工艺要求,选择高性能的Quantum PLC CPU 140CPU43412,速度0.1~0.5MS/K,模拟量输入模块选择140AVI03000具有16位的分辩率,模拟量输出模块140AVO02000具有12位的分辨率,完全满足热轧机的压力、位移精度要求。
另外,考虑到热轧机较高的轧制速度,因此,要求系统的响应要足够的快,考虑到PLC 之A/D与D/A的转换时间。本设计特别配置了力士乐的模拟放大板VT-SWKA-1-1X/V0/01及VT-SR2-1X/1-60构成系统的的外部闭环控制系统,以提高系统的响应速度。这也是本系统的独特之处。
5:系统的功能
本系统具备丰富的监控和报警功能,上位机上的动态流程画面和操作窗口画面均有操作和报警指示。并有中文指示和数据或棒图显示。自动弹出窗口及时显示出不同的操作画面和状态查询画面,方便操作者进行故障处理和查询。
当有故障发生时,系统自动把所有当前工况参数存盘,并登记当前所发生的所有报警信息,按报警级别排队,然后,自动进行报警处理。同时动态流程画面移动到第一个报警位置,并以文字及闪光方式指示报警,同时辅以声音提示。
操作者可按键查询其他报警信息。所有报警信息处理完毕后,按复位键清除报警,系统恢复正常工作状态。
6:基本控制功能
1) 辊缝自动控制
辊缝控制采用P-AGC控制方式,辊缝设定中先考虑一个较为合理的弹跳补偿量(来自轧制表),轧制过程中以头部所测的压力为基准值,按照ΔP方式作弹跳补偿,保证同板厚差的要求。
2) 压力控制APC
APC为自动压力闭环控制,主要用于对产品板形修正。
3) 调偏控制
辊缝控制过程中,通过调整差值给定,调节WS与DS侧的辊缝偏差,纠正板带跑偏。
4) 差压控制
压力控制过程中,操作人员可通过调整差值压力给定,调节WS与DS侧的压力偏差,纠正板带跑偏。
5) 轧制表功能
轧制表是实现自动运行的基础,轧制表中有道次号码、道次压下值、道次轧制力、辊缝/压力控制方式等信息。该表可由工艺人员编制和修改,由操作人员调用。
6) 调零及刚度测试
7) 极限保护
在辊缝控制时,如果轧制力超过保护值,则自动切换到压力控制,限制最大压力。在压力控制时,如果辊缝超过允许值时,则自动切换到辊缝控制,限制最大辊缝值。
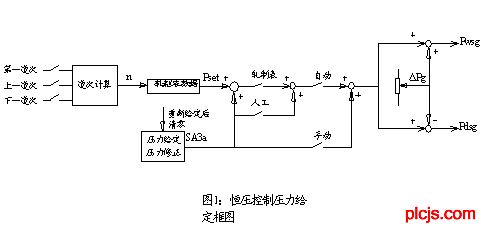
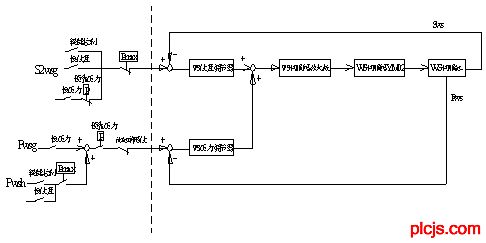
7:软件的设计
恒压控制压力给定框图

六:结论
101热轧机经过技术改造后,运行稳定。各项技术指标达到要求,产品品种增加,质量提高经过一年多的生产产生了很好的经济效益。
参考文献:
Modicon TSX Quantum自动化系列产品目录
Modicon TSX Quantum硬件手册
Modicon Modbus Plus Planning and installation Guide
VT-SWKA-1-1X/V0/01及VT-SR2-1X/1-60样本
作者简介:
康玉栓,1986年毕业于河北煤炭建筑工程学院自动化专业。现从事工业自动化行业。
以上的框图是根据工艺要求得出的,根据上面的框图再编写相应的PLC程序。
[摘要]:本文介绍了热轧机压下系统之控制系统的设计及应注意的一些问题。为了提高电动压下系统的控制精度, 东北轻合金有限责任公司新增加了两个长程位移传感器,用于检测压下螺丝的位移,使压下螺丝能够准确停位。该位移传感器为MTS,行程520mm,输出0~10VDC,分辨率:无限(取决于控制器D/A);重复精度:满量程0.001%;环境温度:-40~ 85C。
[关键词]:压下系统 AGC APC 轧制表 板厚差
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
一:概述
P.L.C.技.术.网——可编程控制器技术门户
东北轻合金有限责任公司根据市场需求,决定对热轧机进行技术改造,增大轧机的开口度,由原来的300mm增加到400mm,同时改造原有的液压压下系统,液压压下电控系统,从而改善热轧机的性能,提高产品的品种、质量。
WWW_PLCJS_COM-PLC-技.术_网
二:原系统的工作特点
——可——编——程——控-制-器-技——术——门——户
热轧机原压下系统分为电动压下和液压压下两部分。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
电动压下采用多挡速控制的直流电动机完成。液压压下为液压伺服系统,由于原系统的缺陷,实际生产中,液压压下系统只用于辊缝调偏,没有用于压下的控制。因此,原热轧机压下系统实际上仅仅是电动压下螺丝的定位控制系统。产品的的质量受到了限制。
WWW_P※LCJS_CO※M-PLC-技-.术_网
另外,热轧机的自动控制功能存在问题,不能投入使用,生产中完全靠操作工人工操作设定辊缝,劳动强度大,人为因素影响大,厚度控制效果也不好。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
三:技改所要解决的问题
WW.W_PLCJS_COM-PLC-技.术_网
增加热轧机的开口度,提高轧下量,增加产品品种
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
改造液压伺服系统,提高板带厚差控制精度
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
完善自动控制功能,提高工作效率,降低劳动强度。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
提高电气系统的技术水平,提高稳定性。
WWW_PL※CJS_COM-PLC-技.术_网
四:技术改造的指标
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
1) 轧制力:2100T
WWW_PLC※JS_COM-PmLC-技.术_网
轧制速度:0.5-3M/S
WWW_P※LCJS_COM-PLC-)技.术_网
轧制开口度:400mm
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
2)产品
W1WW_P4LCJS_COM-PLC-技.术_网
板厚:5-100mm
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
板宽:640-1750mm
WWW_P※LCJS_COM-PLC-)技.术_网
纵向厚差:0.15mm(板厚5.5~10mm时)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
0. 20mm(板厚10~20mm时)
——可——编——程——控-制-器-技——术——门——户
五:电气控制系统的设计介绍
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
1:压下螺丝
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
电动压下为两台直流电动机,操作侧(WS)、传动侧(DS)各一台,两台电机均配用自己的直流调速系统。两台电机之间配置有离合器,可控制两侧压下螺丝单动或联动。
WWW_PLCJS_COM-PLC-技.术_网
本设计中,压下螺丝控制部分不做改造。
plcjs.技.术_网
为了提高电动压下系统的控制精度,新增加了两个长程位移传感器,用于检测压下螺丝的位移,使压下螺丝能够准确停位。该位移传感器为MTS,行程520mm,输出0~10VDC,分辨率:无限(取决于控制器D/A);重复精度:满量程0.001%;环境温度:-40~ 85C。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
2:液压控制系统
W1WW_P4LCJS_COM-PLC-技.术_网
本设计配合液压伺服系统的改造,新设置了液压站,为液压伺服缸提供动力。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
两侧的液压缸各配置一个伺服阀,控制液压缸的升降,同时,配置有两个压力传感器检测液压缸的压力,用于轧制力的控制。
WWW_PL※CJS_COM-PLC-技.术_网
另外,在两侧的油缸内还分别安装了两个位移传感器,以检测油缸的行程。
W1WW_P4LCJS_COM-PLC-技.术_网
压力传感器:0~ 10V/0~315bar 力士乐
WWcW_PLCJS_COM-PLC-技.术_网
位移传感器:电源24VDC,输出0.1~10VDC,行程50mm;分辨率:无限;
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
重复精度:2.5um。 TL1
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
3:操作设备
P.L.C.技.术.网——可编程控制器技术门户
本设计对原操作台进行改造,增设相应的操作开关,按钮,指示灯等,以实现新系统的功能。
WWW_PL※CJS_COM-PLC-技.术_网
另外,在操作台上设置LED显示屏,显示设定的压力、位移数据和实测的位移、压力数据。同时,同时操作台上安装工控机,以动态流程图形式显示工艺过程参数,并提供相应的参数设置和调用功能。
WWcW_PLCJS_COM-PLC-技.术_网
4:PLC控制系统
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
热轧机控制系统是一个以施耐得Quantum PLC为核心的数字化控制系统,该系统配置一个Quantum PLC控制站和一个远程I/O控制站,与一台研华工控机构成通讯网络。工控机作为上位机用于轧机工作的监控、轧制表的增补、修改和调用。
WWW_P※LCJS_CO※M-PLC-技-.术_网
在Quantum PLC控制站还配有一台人机介面,用于系统的故障报警和再启动,及参数的设置,状态查询等。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
根据101热轧机的工艺要求,选择高性能的Quantum PLC CPU 140CPU43412,速度0.1~0.5MS/K,模拟量输入模块选择140AVI03000具有16位的分辩率,模拟量输出模块140AVO02000具有12位的分辨率,完全满足热轧机的压力、位移精度要求。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
另外,考虑到热轧机较高的轧制速度,因此,要求系统的响应要足够的快,考虑到PLC 之A/D与D/A的转换时间。本设计特别配置了力士乐的模拟放大板VT-SWKA-1-1X/V0/01及VT-SR2-1X/1-60构成系统的的外部闭环控制系统,以提高系统的响应速度。这也是本系统的独特之处。
WWW_P※LCJS_COM-PLC-)技.术_网
5:系统的功能
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
本系统具备丰富的监控和报警功能,上位机上的动态流程画面和操作窗口画面均有操作和报警指示。并有中文指示和数据或棒图显示。自动弹出窗口及时显示出不同的操作画面和状态查询画面,方便操作者进行故障处理和查询。
WWW_PLC※JS_COM-PmLC-技.术_网
当有故障发生时,系统自动把所有当前工况参数存盘,并登记当前所发生的所有报警信息,按报警级别排队,然后,自动进行报警处理。同时动态流程画面移动到第一个报警位置,并以文字及闪光方式指示报警,同时辅以声音提示。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
操作者可按键查询其他报警信息。所有报警信息处理完毕后,按复位键清除报警,系统恢复正常工作状态。
WWW_P※LCJS_COM-PLC-)技.术_网
6:基本控制功能
WWW_PL※CJS_COM-PLC-技.术_网
1) 辊缝自动控制
P.L.C.技.术.网——可编程控制器技术门户
辊缝控制采用P-AGC控制方式,辊缝设定中先考虑一个较为合理的弹跳补偿量(来自轧制表),轧制过程中以头部所测的压力为基准值,按照ΔP方式作弹跳补偿,保证同板厚差的要求。
——可——编——程——控-制-器-技——术——门——户
2) 压力控制APC
WWW.PLCJS.COM——可编程控制器技术门户
APC为自动压力闭环控制,主要用于对产品板形修正。
——可——编——程——控-制-器-技——术——门——户
3) 调偏控制
WW.W_PLCJS_COM-PLC-技.术_网
辊缝控制过程中,通过调整差值给定,调节WS与DS侧的辊缝偏差,纠正板带跑偏。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
4) 差压控制
WWW_P※LCJS_CO※M-PLC-技-.术_网
压力控制过程中,操作人员可通过调整差值压力给定,调节WS与DS侧的压力偏差,纠正板带跑偏。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
5) 轧制表功能
WWW_PLCJS@_COM%-PLC-技.术_网
轧制表是实现自动运行的基础,轧制表中有道次号码、道次压下值、道次轧制力、辊缝/压力控制方式等信息。该表可由工艺人员编制和修改,由操作人员调用。
WWW_P※LCJS_CO※M-PLC-技-.术_网
6) 调零及刚度测试
WWW_P※LCJS_CO※M-PLC-技-.术_网
7) 极限保护
plcjs.技.术_网
在辊缝控制时,如果轧制力超过保护值,则自动切换到压力控制,限制最大压力。在压力控制时,如果辊缝超过允许值时,则自动切换到辊缝控制,限制最大辊缝值。
——可——编——程——控-制-器-技——术——门——户
7:软件的设计
WWW.PLCJS.COM——可编程控制器技术门户
恒压控制压力给定框图
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS@_COM%-PLC-技.术_网
六:结论
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
101热轧机经过技术改造后,运行稳定。各项技术指标达到要求,产品品种增加,质量提高经过一年多的生产产生了很好的经济效益。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
参考文献:
WWW_PL※CJS_COM-PLC-技.术_网
Modicon TSX Quantum自动化系列产品目录
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
Modicon TSX Quantum硬件手册
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
Modicon Modbus Plus Planning and installation Guide
WWcW_PLCJS_COM-PLC-技.术_网
VT-SWKA-1-1X/V0/01及VT-SR2-1X/1-60样本
P.L.C.技.术.网——可编程控制器技术门户
作者简介:
plcjs.技.术_网
康玉栓,1986年毕业于河北煤炭建筑工程学院自动化专业。现从事工业自动化行业。
WWW_PLC※JS_COM-PmLC-技.术_网
以上的框图是根据工艺要求得出的,根据上面的框图再编写相应的PLC程序。
本新闻共2页,当前在第1页1 2
WWW_PLCJS@_COM%-PLC-技.术_网
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行