基于PLC的精密切割数控车床的实现
日期:2009-11-4 9:21:52 点击:
来源:中国自动化网
作者:
来源:中国自动化网
作者:
点击【 大 中 小 】放大字体.
摘 要:本文提出了一种适用精密切割的数控车床设计方案。该方案采用机械触发式传感器,通过控制车刀运动来触发传感器,PLC把传感器得到的信号传给数控系统,再由系统来进行相应的数据处理。机械触发式传感器与PLC的输入扩展端的连接线简单,而且易于维护,比用其它的传感器降低了成本。
关键词: PLC;数控机床;精密;NUM;传感器
Abstract:This paper proposed one kind of CNC machine tool design proposal which is suitable precisely cuts. This plan uses the machinery to touch the sensor, triggers the sensor through the control lathe tool movement, and the PLC put the sensor signal to the CNC system, at last, carries on the corresponding data processing by the system. The connected wired between machinery sensor and the PLC is simple, moreover is easy to maintain, compared to other sensors has reduced the cost.
Keyword:PLC;CNC machine tool; precisely ;NUM;sensor
1 前言
随着科学技术的发展及制造技术的进步,社会对产品多样化的需求越来越强烈,产品的更新换代周期也越来越短,中小批量生产的比重明显增加,从而对制造设备提出了更高的要求。为满足市场的需要,要求制造设备具有高效率、高质量、高柔性及低成本的性能,数控机床作为一种自动化的加工设备而被广泛采用。同时,随着现代机械制造业向更高层次的发展,数控机床也必将成为柔性制造单元(FMC)、柔性制造系统(FMS)以及计算机集成制造系统(CIMS)的基础装备。计算机数控系统作为制造形状复杂、高质量、高精度产品所必备的基础设备,己成为当今先进制造技术的一个重要组成部分。
PLC(Programmable Logic Controller)可编程逻辑控制器是20世纪60年代末期逐步发展起来的一种以计算机技术为基础的新型工业控制装置。PLC作为计算机技术应用于工业控制领域的崭新产品,也是开放式数控系统中不可缺少的重要组成部分。它在处理开关量的控制问题时起着重要作用。现代先进的数控机床一般可分为机床床体(MT)、NC和PLC三部分。数控机床中NC和PLC协调配合共同完成对数控机床的控制,其中NC主要完成管理调度及轨迹控制等“数字控制”工作,PLC主要完成与逻辑有关的一些动作,如刀具的更换、工件的夹紧及冷却液润滑液的开停。PLC技术在各种工业过程控制、生产自动线控制中得到极为广泛的应用,成为工业自动化领域中的一项十分重要的应用技术。
在数控机床上有两类控制信息:一类是控制机床进给运动坐标轴的位置信息,如数控机床工作台的前、后、左、右移动;主轴箱的上、下移动和围绕某一直线轴的旋转运动位移量等。这些控制是用插补计算出的理论位置与实际反馈位置比较后得到的差值,对伺服进给电机进行控制而实现的。这种控制的核心作用就是保证实现加工零件的轮廓轨迹,除点位加工外,各个轴的运动之间随时随刻都必须保持严格的比例关系。这类数字信息是由CNC系统(专用计算机)进行处理的,即“数字控制”。另一类是数控机床运行过程中,以CNC系统内部和机床上各行程开关、传感器、按钮、继电器等开关量信号的状态为条件,并按照预先规定的逻辑顺序,对诸如主轴的开停、换向,刀具的更换,工件的夹紧、松开,液压、冷却、润滑系系统的运行控制。这一类控制信息主要是开关量信号的顺序控制,一般由 PLC来完成。
2 精密切割数控机床的功能分析
精密切割数控机床是通过数控系统以数字方式控制刀具的运动以实现对工件的切削,在编写数控车削加工程序时,并不考虑刀具。在加工前,用户必须将刀具的 X轴补偿量、Z轴补偿量、刀尖圆弧半径、刀尖形式共四种补偿参数输入数控系统,由数控系统根据程序,进行补偿运算。这四种参数中,刀尖形式按数控系统的规定予以确认,刀尖圆弧半径可由R规测量,而刀具的X,Z轴补偿量的测量则相对困难一些,使用自动对刀仪能很好地解决这个问题,为此,数控机床及加工中心大多配置了各种不同类型的对刀装置,如机外对刀仪、机内光学对刀仪、接触式自动对刀装置等。由于车削中心对一般的数控车床刀具夹持标准化程度不高,因此采用机外对刀仪的对刀精度相对较低,而且专用机外对刀仪成本较高,操作复杂,需要专门的操作空间,所以实用性较差。而采用机内接触式自动对刀装置无疑是一种简便、快捷的对刀方法,它能方便地自动测量刀具的固定刀补值,大大减少对刀时间,提高机床的加工效率。所以本文旨在设计一种机内接触式的数控车床,实现数控车削前的精密对刀,提高生产率,降低加工成本。需要解决的问题主要有以下方面:自动对刀仪需有高精度的电子测头(传感器),能够准确在触发点触发,有较快的反映时间;对刀仪的测头与刀尖刚性接触,需加缓冲装置,对测头表面保护,压力需控制在1~10MPa左右,这样才不会对传感器的测头造成损坏,形成凹坑;系统能利用机床本身的位置测量装置进行测量,通过对不同刀尖触发点坐标(X,Z)的记录,可以方便地得到一组坐标值,分析计算后便可确定各刀刀补值; 安装和固定对刀仪的装置(联接臂)应达到相应精度要求,满足平行度与垂直度要求,且要有较好的刚度和易操作性。
3 精密切割数控机床总体设计
对精密切割的功能,主要需保证刀具切割精度,因此要求对数据机床的主要部件一一传感器的精度得到保证,传感器的作用是感知和检测某一形态的信息,并将其转换成另一形态的信息,将被测量(刀尖位置这个物理量)按照一定的规律转换成可用输出信号(电流、电压)表示的物理量。 精密切割的数控机床传感器由以下几部分组成:
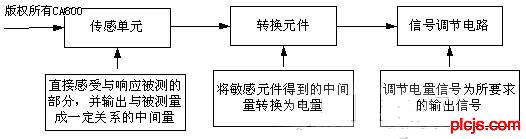
图 一:数控机床传感器组成
在本文中,传感器的选用应有相当的精度,完成以下功能:1)、实现对X轴和Z轴两个方向的传感,对刀仪要得到X轴和Z轴的坐标值,必须使不同刀具在相同的点触发传感器,进而运用机床数控系统的功能再结合编程实现该点坐标值的获取。实际上传感器要完成的功能是一个开关量,不同的刀具在相同点触发即可。 2)、由于刀具偏角的不同,传感器不能做成X轴向和Z轴向相互垂直的两对传感器,这样对Z向坐标的时候,得到的刀尖点可能不是真实的刀尖点坐标。
本文采用的是机械式开关传感器,用机械触发的方式得到一个开关量的输出,当刀尖与传感器触发并行进到预设位置时,电路接通得到触发信号。机械式传感器相对来说精度是差一些,但只要设计合理,也能将误差控制在合理的范围内。另一方面,可自行设计以兼顾刀具刀偏角的不同和传感器的大小及联接方式。此种传感器简单适用,成本较低,具有很大的市场推广价值。
4 PLC与数控系统编程
NUM1020/1040数控系统是NUM于1995年开发出的全新数控系统,是紧凑且功能完善的32位数控系统,并且和NUM1060系列系统完全兼容。它特别适合于1~6轴的数控机床,其硬件特点如下:采用CISC( 超大规模集成电路)技术的GSP主板;主板上连接可插接(分离的)小模板,由于考虑到数控系统和系统外部的联系,NUM把和外界联系的功能模块制造成可插接小模块,便于用户将来的维护。具体分为轴模块、显示模块和通讯模块;NUM1020/1040采用+24VDC为其电源输入,由于数控系统是弱电电路,采用+24VDC为电源输入,可以大大降低其热源和不稳定因素的影响。用户可以把+24VDC稳压电源放在电气柜内,大大提高了整个数控系统的可靠性;PLC功能的内部集成,PLC功能的内部集成化,提高了PLC和 CNC的内部通讯能力,增强了数控机床的逻辑控制;PLC的32输入和24输出模块,NUM的32输入和24输出模块可以和外围的电路相连接,而这种模块通过NUM提供的电缆和NUM数控系统连接,提高了整个机床的可靠性。(如果有问题,只能损坏这种模块,不会对数控系统造成损坏);光纤技术的通讯,PLC输入输出点的扩展,通过光纤进行连接,简化了线路的连接;轴转接模块,机床的编码器和到伺服的线路可以直接联到此模块上,并通过它和数控系统的轴板进行连接,提高了数控系统的可靠性。另外,NU M的轴连接和其它数控系统不同,NUM的轴模块连接此轴的所有信息(如编码器、速度信号、回零开关)。如果机床的轴有问题,可以直接把轴模块上的插头相对换,就能很快地查出问题所在(系统内部或外部);轻巧实用的紧凑型操作面板。其上显示器和计算机的CRT有可兼容性,与NC相通的功能键共有47个,有6个用户自由定义键及串行通讯接口,可以连接PC的键盘(直接插拔)。
P.L.C.技.术.网——可编程控制器技术门户
关键词: PLC;数控机床;精密;NUM;传感器
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
Abstract:This paper proposed one kind of CNC machine tool design proposal which is suitable precisely cuts. This plan uses the machinery to touch the sensor, triggers the sensor through the control lathe tool movement, and the PLC put the sensor signal to the CNC system, at last, carries on the corresponding data processing by the system. The connected wired between machinery sensor and the PLC is simple, moreover is easy to maintain, compared to other sensors has reduced the cost.
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
Keyword:PLC;CNC machine tool; precisely ;NUM;sensor
plcjs.技.术_网
1 前言
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
随着科学技术的发展及制造技术的进步,社会对产品多样化的需求越来越强烈,产品的更新换代周期也越来越短,中小批量生产的比重明显增加,从而对制造设备提出了更高的要求。为满足市场的需要,要求制造设备具有高效率、高质量、高柔性及低成本的性能,数控机床作为一种自动化的加工设备而被广泛采用。同时,随着现代机械制造业向更高层次的发展,数控机床也必将成为柔性制造单元(FMC)、柔性制造系统(FMS)以及计算机集成制造系统(CIMS)的基础装备。计算机数控系统作为制造形状复杂、高质量、高精度产品所必备的基础设备,己成为当今先进制造技术的一个重要组成部分。
WWW_PLCJS_COM-PLC-技.术_网
PLC(Programmable Logic Controller)可编程逻辑控制器是20世纪60年代末期逐步发展起来的一种以计算机技术为基础的新型工业控制装置。PLC作为计算机技术应用于工业控制领域的崭新产品,也是开放式数控系统中不可缺少的重要组成部分。它在处理开关量的控制问题时起着重要作用。现代先进的数控机床一般可分为机床床体(MT)、NC和PLC三部分。数控机床中NC和PLC协调配合共同完成对数控机床的控制,其中NC主要完成管理调度及轨迹控制等“数字控制”工作,PLC主要完成与逻辑有关的一些动作,如刀具的更换、工件的夹紧及冷却液润滑液的开停。PLC技术在各种工业过程控制、生产自动线控制中得到极为广泛的应用,成为工业自动化领域中的一项十分重要的应用技术。
P.L.C.技.术.网——可编程控制器技术门户
在数控机床上有两类控制信息:一类是控制机床进给运动坐标轴的位置信息,如数控机床工作台的前、后、左、右移动;主轴箱的上、下移动和围绕某一直线轴的旋转运动位移量等。这些控制是用插补计算出的理论位置与实际反馈位置比较后得到的差值,对伺服进给电机进行控制而实现的。这种控制的核心作用就是保证实现加工零件的轮廓轨迹,除点位加工外,各个轴的运动之间随时随刻都必须保持严格的比例关系。这类数字信息是由CNC系统(专用计算机)进行处理的,即“数字控制”。另一类是数控机床运行过程中,以CNC系统内部和机床上各行程开关、传感器、按钮、继电器等开关量信号的状态为条件,并按照预先规定的逻辑顺序,对诸如主轴的开停、换向,刀具的更换,工件的夹紧、松开,液压、冷却、润滑系系统的运行控制。这一类控制信息主要是开关量信号的顺序控制,一般由 PLC来完成。
WWW.PLCJS.COM——可编程控制器技术门户
2 精密切割数控机床的功能分析
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
精密切割数控机床是通过数控系统以数字方式控制刀具的运动以实现对工件的切削,在编写数控车削加工程序时,并不考虑刀具。在加工前,用户必须将刀具的 X轴补偿量、Z轴补偿量、刀尖圆弧半径、刀尖形式共四种补偿参数输入数控系统,由数控系统根据程序,进行补偿运算。这四种参数中,刀尖形式按数控系统的规定予以确认,刀尖圆弧半径可由R规测量,而刀具的X,Z轴补偿量的测量则相对困难一些,使用自动对刀仪能很好地解决这个问题,为此,数控机床及加工中心大多配置了各种不同类型的对刀装置,如机外对刀仪、机内光学对刀仪、接触式自动对刀装置等。由于车削中心对一般的数控车床刀具夹持标准化程度不高,因此采用机外对刀仪的对刀精度相对较低,而且专用机外对刀仪成本较高,操作复杂,需要专门的操作空间,所以实用性较差。而采用机内接触式自动对刀装置无疑是一种简便、快捷的对刀方法,它能方便地自动测量刀具的固定刀补值,大大减少对刀时间,提高机床的加工效率。所以本文旨在设计一种机内接触式的数控车床,实现数控车削前的精密对刀,提高生产率,降低加工成本。需要解决的问题主要有以下方面:自动对刀仪需有高精度的电子测头(传感器),能够准确在触发点触发,有较快的反映时间;对刀仪的测头与刀尖刚性接触,需加缓冲装置,对测头表面保护,压力需控制在1~10MPa左右,这样才不会对传感器的测头造成损坏,形成凹坑;系统能利用机床本身的位置测量装置进行测量,通过对不同刀尖触发点坐标(X,Z)的记录,可以方便地得到一组坐标值,分析计算后便可确定各刀刀补值; 安装和固定对刀仪的装置(联接臂)应达到相应精度要求,满足平行度与垂直度要求,且要有较好的刚度和易操作性。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
3 精密切割数控机床总体设计
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
对精密切割的功能,主要需保证刀具切割精度,因此要求对数据机床的主要部件一一传感器的精度得到保证,传感器的作用是感知和检测某一形态的信息,并将其转换成另一形态的信息,将被测量(刀尖位置这个物理量)按照一定的规律转换成可用输出信号(电流、电压)表示的物理量。 精密切割的数控机床传感器由以下几部分组成:
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图 一:数控机床传感器组成
WWW_PLCJS@_COM%-PLC-技.术_网
在本文中,传感器的选用应有相当的精度,完成以下功能:1)、实现对X轴和Z轴两个方向的传感,对刀仪要得到X轴和Z轴的坐标值,必须使不同刀具在相同的点触发传感器,进而运用机床数控系统的功能再结合编程实现该点坐标值的获取。实际上传感器要完成的功能是一个开关量,不同的刀具在相同点触发即可。 2)、由于刀具偏角的不同,传感器不能做成X轴向和Z轴向相互垂直的两对传感器,这样对Z向坐标的时候,得到的刀尖点可能不是真实的刀尖点坐标。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
本文采用的是机械式开关传感器,用机械触发的方式得到一个开关量的输出,当刀尖与传感器触发并行进到预设位置时,电路接通得到触发信号。机械式传感器相对来说精度是差一些,但只要设计合理,也能将误差控制在合理的范围内。另一方面,可自行设计以兼顾刀具刀偏角的不同和传感器的大小及联接方式。此种传感器简单适用,成本较低,具有很大的市场推广价值。
W1WW_P4LCJS_COM-PLC-技.术_网
4 PLC与数控系统编程
WWW_P※LCJS_CO※M-PLC-技-.术_网
NUM1020/1040数控系统是NUM于1995年开发出的全新数控系统,是紧凑且功能完善的32位数控系统,并且和NUM1060系列系统完全兼容。它特别适合于1~6轴的数控机床,其硬件特点如下:采用CISC( 超大规模集成电路)技术的GSP主板;主板上连接可插接(分离的)小模板,由于考虑到数控系统和系统外部的联系,NUM把和外界联系的功能模块制造成可插接小模块,便于用户将来的维护。具体分为轴模块、显示模块和通讯模块;NUM1020/1040采用+24VDC为其电源输入,由于数控系统是弱电电路,采用+24VDC为电源输入,可以大大降低其热源和不稳定因素的影响。用户可以把+24VDC稳压电源放在电气柜内,大大提高了整个数控系统的可靠性;PLC功能的内部集成,PLC功能的内部集成化,提高了PLC和 CNC的内部通讯能力,增强了数控机床的逻辑控制;PLC的32输入和24输出模块,NUM的32输入和24输出模块可以和外围的电路相连接,而这种模块通过NUM提供的电缆和NUM数控系统连接,提高了整个机床的可靠性。(如果有问题,只能损坏这种模块,不会对数控系统造成损坏);光纤技术的通讯,PLC输入输出点的扩展,通过光纤进行连接,简化了线路的连接;轴转接模块,机床的编码器和到伺服的线路可以直接联到此模块上,并通过它和数控系统的轴板进行连接,提高了数控系统的可靠性。另外,NU M的轴连接和其它数控系统不同,NUM的轴模块连接此轴的所有信息(如编码器、速度信号、回零开关)。如果机床的轴有问题,可以直接把轴模块上的插头相对换,就能很快地查出问题所在(系统内部或外部);轻巧实用的紧凑型操作面板。其上显示器和计算机的CRT有可兼容性,与NC相通的功能键共有47个,有6个用户自由定义键及串行通讯接口,可以连接PC的键盘(直接插拔)。
本新闻共2页,当前在第1页1 2
WWW_PLCJS@_COM%-PLC-技.术_网
上一篇: 刹车系统基本的制动原理下一篇: 基于CAN总线的PLC/IPC印染设备控制系统
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行