30飞剪的PLC控制及其失控的解决措施
日期:2009-11-30 9:23:07 点击:
来源:中国自动化网
作者:
来源:中国自动化网
作者:
点击【 大 中 小 】放大字体.
摘 要
‘
介绍了新钢一线厂30飞剪的PLC控制过程,及其失控制现状,分析了与电气故障有关的各种失控原因,并分别提出了相应的解决办法,提高了飞剪的作业率。
关键词
30飞剪;PLC控制;失控现象;原因分析;解决措施
30飞剪对从中轧14#架出来进入精轧机的红钢进行切头切尾及精轧堆钢时碎断红钢,对红钢在
精轧的顺利轧制起着重要作用。30飞剪失控所造成的堆钢及碎断影响轧制节奏,造成坯料的浪费,对轧钢的成材率有较大的影响。因此有必要对30飞剪的失控原因进行分析,并提出解决办法。
1 30飞剪PLC的控制过程
1.1 30飞剪梯形图
30飞剪采用FX2—80MR型PLC控制,用于对红钢的切头切尾及碎断,PLC控制梯形图如园1所示。其中:X3为飞剪前光电信号,X23为刀片剪钢后限位信号,X24为刀片剪完钢后停止位限位信号,X25为手动切头信号,X30为自动切头尾信号,Y0为离合器启动电磁阀,Y1为离合器制动电磁阀。


1.2 PLC控制过程
飞剪剪钢时,因惯性要先制动离合器,再启动离合器,其时差不大于1秒,否则剪钢时刹不住车,造成连剪。
(1) 自动切头 在有钢通过飞剪前光电管时,光电信号X3导通,飞剪离合器制动电磁阀Y1导通,同时延时0.11秒后飞剪离合器启动电磁阀Y0导通,飞剪切头。刀片的旋转使得刀片限位X23 X24先后导通瞬时(其时间为感应铁片通过限位的时间),PLC内部继电器M23 M24也先后导通并自保,使得离合器电磁阀Y0 Y1先后断开,为下一次剪钢作准备。刀片限位X23 X24通过内部继电器M23 M24来控制一根钢通过飞剪时只剪切一次钢头(尾)。手动切头则与光电信号X3无关。
飞剪自动切尾与自动切头基本相同,只是切尾是在飞剪前光电信号X3断开后延时0.21秒后切尾。
(2) 飞剪连剪 其操作方式有两种,一种自动方式是在全线自动时,若有轧机跳闸、夹送辊吐丝机跳闸及轧机内堆钢、轧机夹送辊间堆钢信号且飞剪前有钢,光电信号X3导通时,形成连剪信号(M0导通),飞剪连剪。另一种手动方式是在手动连剪信号X35或手动卡断剪信号X36导通时,飞剪前来钢,光电信号X3导通时飞剪连剪。
2 30飞剪失控的现状及其原因分析
目前30飞剪失控与电气故障有关的主要有以下几类:飞剪不切、飞剪连剪、飞剪中间剪切、飞剪封门等。针对飞剪失控的现状,分别分析其原因如下:
(1) 飞剪不切 如果手动制动、启动离合器气动电磁阀能切,则可判定为电气上的故障。可能原因:飞剪前光电管X3及其继电器坏或光电管对位不准、气动电磁阀线圈坏、输出中间继电器坏等。
(2) 飞剪连剪 如果飞剪刹车片完好,则可判定为电气故障。可能原因:接近开关(限位)松动或损坏、限位盘(感应铁片)松动、轧机后光电管X7及其继电器坏或光电管对位不准。
(3) 飞剪中间剪切 飞剪在红钢中间剪切主要是电气故障。可能原因:飞剪前光电管X3对位不准及红钢抖动、光电管(继电器)坏、光电继电器触点接触不好等。
(4) 飞剪封门 若气压正常,机械方面刹车片、气动电磁阀完好的情况下,有可能接近开关(限位)X23 X24松动或损坏、限位盘(感应铁片)松动,飞剪剪切后,刀片停位不好,造成飞剪封门。
3 解决措施
从以上各种失控原因分析,可看出若系元器件损坏引起,只能靠及时更换,减少故障时间。如限位盘松动、光电管对位不准等原因引起,则只能靠加强点巡检,减少人为故障。光电信号抖动及限位开关性能不好是引起飞剪连剪、中间剪切、封门等的主要原因,解决飞剪失控的办法,主要从电气设计不合理、PLC程序编制不合理等方面着手改进。
3.1 针对光电信号抖动造成飞剪中间剪切,解决办法可以从改进PLC编程及改装光电继电器触点两方面着手解决。
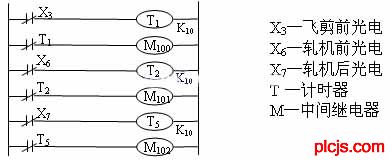
(1) 对光电信号抖动,可以在原PLC程序中加入防抖程序(如图2所示),将M100、M101、M102常开点分别代替原程序中的飞剪前光电信号X3、 轧机前光电信号X6、轧机后光电信号X7的常开点。在红钢抖动(光电信号X3、X6、X7,瞬时断开1秒内),不影响PLC对飞剪的控制。因为进精轧区的两根钢间隔时间较短,故抖动时间设置不能太长,据现场实际整定为1秒。
(2) 为保证光电信号的检测准确可靠,可将现有的光电继电器的触点进行改装,具体如下:将三副常开触点并在一起,引出至接线端,改变现有的一个继电器只用一副常开点,提高了光电输入信号的可靠性,从而降低飞剪失控的发生。
3.2 针对接近开关(限位)X23 X24的故障引起的连剪及封门,解决办法可以从改变接近开关(限位)接入PLC输入端及用编程器监控限位的工作状态两方面着手解决。
(1) 现有刀片剪毕位限位X23 刀片剪毕停止位限位X24接入PLC的普通输入端,因飞剪剪切速度(限位盘转动)快,当限位X23 X24性能不好或限位距感应铁片位置稍远时,PLC有可能接收不到限位的输入信号。为了确保PLC能可靠地接收限位信号,需将限位X23 X24由普通输入端改接为高速输入端X0 X2(其输入频率为10KHZ),确保限位信号输入PLC 可靠而不丢失。
(2) 充分利用编程器的监控功能,对输入PLC的限位信号进行监控。按编程器的“MNT/TEST”键,使编程器处在监控M工作方式下,对限位输入信号(也可对光电输入信号)进行监控,及时准确地对限位(接近开关)性能的好坏做出判定,对性能不好的接近开关,可作预测,及时发现隐患,便于在故障发生前处理隐患,减少飞剪连剪及封门故障。
3.3 改变飞剪电机(由变频器调速)的转速即可改变剪切速度,可适当调节切头切尾的长度。这对于调整因气压不稳而导致的切头切尾长度的同步变化非常有效。
(1) 当切头长度变长,切尾长度变短,可适当升高变频器的运行频率,使飞剪剪切速度加快,从而减短切头长度,加长切尾长度。
(2) 当切头长度变短,切尾长度变长,可适当降低变频器运行频率,使飞剪剪切速度降低,从而加长切头长度,减短切尾长度。
4 结束语
通过以上几项改进措施,基本上可以使电气设计上的不合理及PLC程序上的不足所造成的30飞剪失控现象消除,大大提高30飞剪的作业率。减少30飞剪失控所造成的堆钢及碎断,提高了成材率。但一些元器作损坏、自然及人为因素(如光电管没对准而检测不到红钢信号)所造成的失控,仍需靠加强点巡检及各方面的配合才能减少。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
‘
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
介绍了新钢一线厂30飞剪的PLC控制过程,及其失控制现状,分析了与电气故障有关的各种失控原因,并分别提出了相应的解决办法,提高了飞剪的作业率。
WWW_PLCJS_COM-PLC-技.术_网
关键词
——可——编——程——控-制-器-技——术——门——户
30飞剪;PLC控制;失控现象;原因分析;解决措施
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
30飞剪对从中轧14#架出来进入精轧机的红钢进行切头切尾及精轧堆钢时碎断红钢,对红钢在
WWW_P※LCJS_CO※M-PLC-技-.术_网
精轧的顺利轧制起着重要作用。30飞剪失控所造成的堆钢及碎断影响轧制节奏,造成坯料的浪费,对轧钢的成材率有较大的影响。因此有必要对30飞剪的失控原因进行分析,并提出解决办法。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
1 30飞剪PLC的控制过程
WW.W_PLCJS_COM-PLC-技.术_网
1.1 30飞剪梯形图
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
30飞剪采用FX2—80MR型PLC控制,用于对红钢的切头切尾及碎断,PLC控制梯形图如园1所示。其中:X3为飞剪前光电信号,X23为刀片剪钢后限位信号,X24为刀片剪完钢后停止位限位信号,X25为手动切头信号,X30为自动切头尾信号,Y0为离合器启动电磁阀,Y1为离合器制动电磁阀。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PL※CJS_COM-PLC-技.术_网
1.2 PLC控制过程
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
飞剪剪钢时,因惯性要先制动离合器,再启动离合器,其时差不大于1秒,否则剪钢时刹不住车,造成连剪。
WWW_PLC※JS_COM-PmLC-技.术_网
(1) 自动切头 在有钢通过飞剪前光电管时,光电信号X3导通,飞剪离合器制动电磁阀Y1导通,同时延时0.11秒后飞剪离合器启动电磁阀Y0导通,飞剪切头。刀片的旋转使得刀片限位X23 X24先后导通瞬时(其时间为感应铁片通过限位的时间),PLC内部继电器M23 M24也先后导通并自保,使得离合器电磁阀Y0 Y1先后断开,为下一次剪钢作准备。刀片限位X23 X24通过内部继电器M23 M24来控制一根钢通过飞剪时只剪切一次钢头(尾)。手动切头则与光电信号X3无关。
WWW_P※LCJS_COM-PLC-)技.术_网
飞剪自动切尾与自动切头基本相同,只是切尾是在飞剪前光电信号X3断开后延时0.21秒后切尾。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(2) 飞剪连剪 其操作方式有两种,一种自动方式是在全线自动时,若有轧机跳闸、夹送辊吐丝机跳闸及轧机内堆钢、轧机夹送辊间堆钢信号且飞剪前有钢,光电信号X3导通时,形成连剪信号(M0导通),飞剪连剪。另一种手动方式是在手动连剪信号X35或手动卡断剪信号X36导通时,飞剪前来钢,光电信号X3导通时飞剪连剪。
W1WW_P4LCJS_COM-PLC-技.术_网
2 30飞剪失控的现状及其原因分析
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
目前30飞剪失控与电气故障有关的主要有以下几类:飞剪不切、飞剪连剪、飞剪中间剪切、飞剪封门等。针对飞剪失控的现状,分别分析其原因如下:
WWW_P※LCJS_COM-PLC-)技.术_网
(1) 飞剪不切 如果手动制动、启动离合器气动电磁阀能切,则可判定为电气上的故障。可能原因:飞剪前光电管X3及其继电器坏或光电管对位不准、气动电磁阀线圈坏、输出中间继电器坏等。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
(2) 飞剪连剪 如果飞剪刹车片完好,则可判定为电气故障。可能原因:接近开关(限位)松动或损坏、限位盘(感应铁片)松动、轧机后光电管X7及其继电器坏或光电管对位不准。
——可——编——程——控-制-器-技——术——门——户
(3) 飞剪中间剪切 飞剪在红钢中间剪切主要是电气故障。可能原因:飞剪前光电管X3对位不准及红钢抖动、光电管(继电器)坏、光电继电器触点接触不好等。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(4) 飞剪封门 若气压正常,机械方面刹车片、气动电磁阀完好的情况下,有可能接近开关(限位)X23 X24松动或损坏、限位盘(感应铁片)松动,飞剪剪切后,刀片停位不好,造成飞剪封门。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
3 解决措施
WWW_PLCJS_COM-PLC-技.术_网
从以上各种失控原因分析,可看出若系元器件损坏引起,只能靠及时更换,减少故障时间。如限位盘松动、光电管对位不准等原因引起,则只能靠加强点巡检,减少人为故障。光电信号抖动及限位开关性能不好是引起飞剪连剪、中间剪切、封门等的主要原因,解决飞剪失控的办法,主要从电气设计不合理、PLC程序编制不合理等方面着手改进。
plcjs.技.术_网
3.1 针对光电信号抖动造成飞剪中间剪切,解决办法可以从改进PLC编程及改装光电继电器触点两方面着手解决。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(1) 对光电信号抖动,可以在原PLC程序中加入防抖程序(如图2所示),将M100、M101、M102常开点分别代替原程序中的飞剪前光电信号X3、 轧机前光电信号X6、轧机后光电信号X7的常开点。在红钢抖动(光电信号X3、X6、X7,瞬时断开1秒内),不影响PLC对飞剪的控制。因为进精轧区的两根钢间隔时间较短,故抖动时间设置不能太长,据现场实际整定为1秒。
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
(2) 为保证光电信号的检测准确可靠,可将现有的光电继电器的触点进行改装,具体如下:将三副常开触点并在一起,引出至接线端,改变现有的一个继电器只用一副常开点,提高了光电输入信号的可靠性,从而降低飞剪失控的发生。
WWW_PL※CJS_COM-PLC-技.术_网
3.2 针对接近开关(限位)X23 X24的故障引起的连剪及封门,解决办法可以从改变接近开关(限位)接入PLC输入端及用编程器监控限位的工作状态两方面着手解决。
W1WW_P4LCJS_COM-PLC-技.术_网
(1) 现有刀片剪毕位限位X23 刀片剪毕停止位限位X24接入PLC的普通输入端,因飞剪剪切速度(限位盘转动)快,当限位X23 X24性能不好或限位距感应铁片位置稍远时,PLC有可能接收不到限位的输入信号。为了确保PLC能可靠地接收限位信号,需将限位X23 X24由普通输入端改接为高速输入端X0 X2(其输入频率为10KHZ),确保限位信号输入PLC 可靠而不丢失。
WWcW_PLCJS_COM-PLC-技.术_网
(2) 充分利用编程器的监控功能,对输入PLC的限位信号进行监控。按编程器的“MNT/TEST”键,使编程器处在监控M工作方式下,对限位输入信号(也可对光电输入信号)进行监控,及时准确地对限位(接近开关)性能的好坏做出判定,对性能不好的接近开关,可作预测,及时发现隐患,便于在故障发生前处理隐患,减少飞剪连剪及封门故障。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
3.3 改变飞剪电机(由变频器调速)的转速即可改变剪切速度,可适当调节切头切尾的长度。这对于调整因气压不稳而导致的切头切尾长度的同步变化非常有效。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(1) 当切头长度变长,切尾长度变短,可适当升高变频器的运行频率,使飞剪剪切速度加快,从而减短切头长度,加长切尾长度。
P.L.C.技.术.网——可编程控制器技术门户
(2) 当切头长度变短,切尾长度变长,可适当降低变频器运行频率,使飞剪剪切速度降低,从而加长切头长度,减短切尾长度。
WWW_PL※CJS_COM-PLC-技.术_网
4 结束语
WWcW_PLCJS_COM-PLC-技.术_网
通过以上几项改进措施,基本上可以使电气设计上的不合理及PLC程序上的不足所造成的30飞剪失控现象消除,大大提高30飞剪的作业率。减少30飞剪失控所造成的堆钢及碎断,提高了成材率。但一些元器作损坏、自然及人为因素(如光电管没对准而检测不到红钢信号)所造成的失控,仍需靠加强点巡检及各方面的配合才能减少。
上一篇: 起重机电气设计系统篇之一设计方案的制约因素下一篇: 伺服压力机的优点
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行