85年产意大利TMT公司PF2000型罐蒸机的改造
日期:2008-7-24 12:15:00 来源:本站整理
点击: 作者:nature730
点击: 作者:nature730
点击【 大 中 小 】放大字体.
摘要:国内有大量20年前从欧洲进口的罐蒸机,由于使用年头较长,很多机器都出现了一些问题而不能使用,机器不能运行基本上都是由用于核心控制的电路板损坏造成的,对于这些老式电路板的使用,现在很少有人精通,修理、改造风险很大。通过对现场设备的调研和分析,决定采用编程能力较强,可靠性较高,抗干扰能力较强的PLC(Programmable Logic Controller 可编程控制器)控制器取代设备上原有已经损坏的逻辑控制电路板。
Abstract: There are a good few Decatizing Machines imported 20 years ago from Europe to China. Having been operated for a long time, many of the said Deceiving Machines broke down caused by various problems. That the Decatizing Machines can not run well is resulted from the damage that happened in the circuit board of the core controller. Nowadays, only few people can manage the operation of these old-fashioned circuit boards proficiently. Given such, it is much riskier to repair and alter such machines. Via the investigation and analysis over the on-site equipments, we decide to adopt PLC(Programmable Logic Controller), which gains a strong programming capability and enjoys high security and firm resistance to interference, to replace the original circuit boards of logic controller suffered the damages, inside such equipment.
引言:
当今,科学技术正以史无前例的速度向前飞跃,无论机械或设备都在迅速地采用自动化技术。可编程程序控制器(Programmable Logic Controller,简称PLC)是计算机技术与继电器逻辑控制技术相结合的一种新型控制器。PLC使用了一系列硬件和软件抗干扰措施,具有很强的抗干扰能力,可以直接用于具有强烈干扰的工业生产现场。PLC技术一经出现,立即引起了全世界的广泛关注,随着PLC技术的日益成熟,越来越多的应用到了机械制造领域。本机选用的是MITSUBISHI公司的FX2N系列PLC,FX2N是FX系列PLC中功能较强、速度较快的微型PLC。它的基本指令执行时间高达0.08us,存储程序可达8K步,有很强的数学指令集,有多种特殊功能模块和功能扩展板,支持最大256个I/O点。FX2N价格相对较低,性价比较高,得到了广泛的应用。
1.改造背景
国内有大量20年前从欧洲进口的罐蒸机,由于使用年头较长,很多机器都出现了一些问题而不能使用,机器不能运行基本上都是由用于核心控制的电路板损坏造成的,对于这些老式电路板的使用,现在很少有人精通,修理、改造风险很大。进行升级改造的罐蒸机是意大利TMT公司85年生产的PF2000型罐蒸机。85年投入使用,由于电气老化2000年左右逻辑控制部分出现严重损坏,原逻辑控制电路板无法修复使用。由于原机所带的逻辑控制电路板多年前就已停产,无法买到原件进行更换,所以一直停用到2007年6月。其间联系过意大利TMT公司,该公司表示该机型早已停产多年,以无所需的配件,但是可以运回意大利原厂进行修理,不过所需维修费用昂贵,所以没有采纳。此设备机械部分状态良好,但电器部分老化严重,其中逻辑控制电路板已经无法修复。此机器丢之可惜,但又无法修复使用,所以放置了六、七年之久。
2.改造思路
本台设备由于使用时间较长,原设备上的逻辑控制电路板已经损坏,且无法进行修复。部分电气已经老化,特别是有些特殊的部件损坏后国产件无法代替,损坏部件还要依赖进口,成本高、周期长。原有机械部分的器件保存比较完好,无需换件。通过对现场设备的调研和分析,决定采用可编程能力较强,可靠性较高,抗干扰能力较强的PLC(Programmable Logic Controller 可编程控制器)控制器取代设备上原有已经损坏的逻辑控制电路板。对电气部分进行比较彻底的检查,将已经老化的电气部件逐一替换,对于那些已经损坏而又很难采购的特殊的电气部件,根据实际情况针对性地开发相应的电气部件进行替换。机械器件由于保存较好,基本不用更换,只需做简单的维护即可。
3.改造过程
整个改造过程主要分为以下5个阶段:
(1) 设备检测阶段:对设备现场进行检测,检查机械器件、电气部分的电路和气路是否完好,并进行详细地记录,完成可行性分析。
(2) 改造准备阶段:分析检测记录,制定改造方案。根据改造方案对机柜重新布线,并用PLC控制器取代设备上已经损坏的逻辑控制电路板。
(3) 分步调试阶段:对整台设备的各个机械动作进行分步骤调试,调试过程中对相应的程序进行修改,对已经损坏的器件进行替换。
(4) 整机调试阶段:对设备做整体运行调试,从而进一步修改和完善控制程序,实现改造的各项技术指标。
(5) 后期整理阶段:完成设备改造的扫尾工作并对相关资料进行整理。
4.电气部分的改造
本设备逻辑控制部分改造所应用的器件主要如下:
(1) 可编程控制器基本单元FX2N-128MR。
(2) 可编程控制器扩展模块FX2N-16EYR。
(3) 可编程控制器扩展模块FX2N-16EX。
(4) 12V继电器板组。
(5) 大功率24V电源。
根据改造方案对机柜重新进行布线。重新布线时尽量减少对原有线路的改动,保留原有线号,新加的线路重新标注线号。用PLC以及相关元器件取代设备上已经损坏的逻辑控制电路板。合理安排机柜内的空间,优化线槽摆放的位置。逻辑控制部分布局示意图如图1所示。
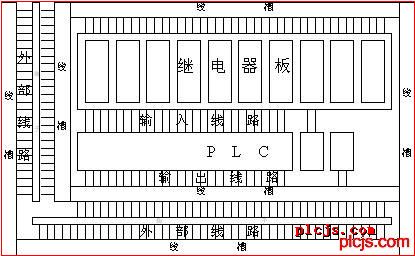
图1 逻辑控制部分布局图
5.软件设计
罐蒸机的控制程序按罐蒸机的工作过程分模块进行编写,模块主要由以下4部分组成:
(1) 机械控制部分
1、布轴装入小车
2、布轴装入星型架
3、小车入罐
4、小车出罐
5、蒸罐关门
6、蒸罐开门
7、星型架的旋转
8、罐蒸过程开始
(2) 罐的工艺部分
1、A、B工艺
2、工艺1、2、3、4四种循环
3、BEGINNING、BEGINNING+END、END
(3) 进布退卷部分
1、I速度功能
2、II速度功能
3、III速度功能
4、喂给功能
5、退卷功能
6、急停功能
(4) 张力控制部分
1、手动张力控制
2、自动张力控制
整个罐蒸机的工作过程如下:准备蒸的呢坯通过卷绕—〉星型架旋转—〉入罐—〉罐蒸—〉出罐—〉星型架旋转—〉退卷完成整个蒸呢工艺。其中罐蒸过程是整个工艺的核心。
罐蒸工艺主要包括以下七步:1.罐内抽真空2.对呢坯给湿3.加热加压4.外进内流5.内进外流6.抽气减压7.机外抽冷。根据A、B工艺的选择,1、2、3、4四种循环方式的选取,BEGINNING、BEGINNING+END、END蒸罐抽真空的先后,可以实现24种不同的蒸呢工艺。图2为选择工艺A、循环方式(1、2、3、4)、抽真空模式为BEGINNING+END的工艺流程示意图。

图2 入罐、罐蒸、出罐流程示意图
卷绕和退卷是同时进行两个不同过程,准备蒸的呢坯通过卷绕卷入带布内,同时蒸呢完毕呢坯通过退卷从带布中放出。图3为卷绕流程示意图图,4为退卷流程示意图。
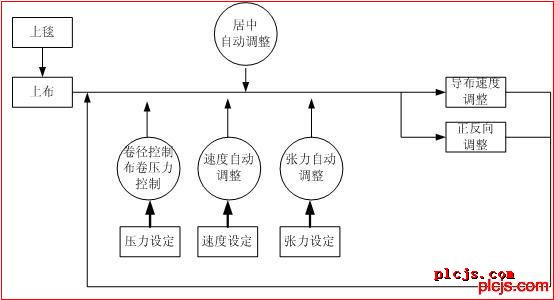
图3 卷绕流程示意图
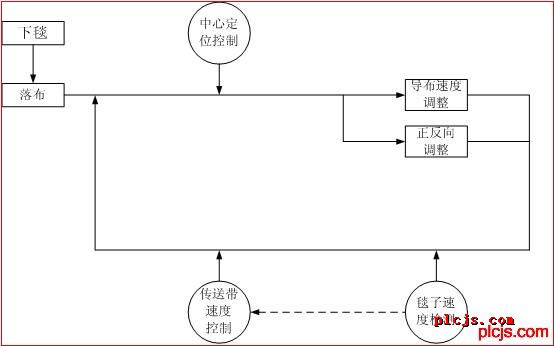
图4 退卷流程示意图
6.总结
本台设备的改造由天津天纺投资控股有限公司仁立分公司及天津纺织工程研究院纺织智能研究室共同完成。PLC的选型安装、电气部分的修理替换、程序的开发调试等方面完全由项目组成员设计、开发及改造,本项目改造完成后各项技术指标均达到工艺要求并以通过连续运行检验,设备稳定性高,操作灵活,自己拥有完整的核心技术和知识产权。改造完成后可以申请一到多项技术专利并可以推广转化,为以后改造相同型号或相近型号的设备提供了第一手的材料和积累大量宝贵经验。
此次罐蒸机改造项目成功地证明了采用可编程能力较强、可靠性较高、抗干扰能力较强的PLC取代老式设备上已经损坏的逻辑控制电路板的可行性。为国内大量机械部分状态良好,但由于使用年头较长,核心控制电路板损坏而不能运行的罐蒸机的再利用提供了方法和思路。
参考文献
[1]廖选亭 染整设备 中国纺织出版社 2006.06
[2]龚仲华 史建成 孙毅 三菱FX/Q系列PLC应用技术 人民邮电出版社 2006.12
[3]廖常出 FX系列PLC编程及应用 机械工业出版社 2004.09
[4]PF2000型罐蒸机使用说明(译) 1989.01
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
摘要:国内有大量20年前从欧洲进口的罐蒸机,由于使用年头较长,很多机器都出现了一些问题而不能使用,机器不能运行基本上都是由用于核心控制的电路板损坏造成的,对于这些老式电路板的使用,现在很少有人精通,修理、改造风险很大。通过对现场设备的调研和分析,决定采用编程能力较强,可靠性较高,抗干扰能力较强的PLC(Programmable Logic Controller 可编程控制器)控制器取代设备上原有已经损坏的逻辑控制电路板。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
Abstract: There are a good few Decatizing Machines imported 20 years ago from Europe to China. Having been operated for a long time, many of the said Deceiving Machines broke down caused by various problems. That the Decatizing Machines can not run well is resulted from the damage that happened in the circuit board of the core controller. Nowadays, only few people can manage the operation of these old-fashioned circuit boards proficiently. Given such, it is much riskier to repair and alter such machines. Via the investigation and analysis over the on-site equipments, we decide to adopt PLC(Programmable Logic Controller), which gains a strong programming capability and enjoys high security and firm resistance to interference, to replace the original circuit boards of logic controller suffered the damages, inside such equipment.
WWW_PL※CJS_COM-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
引言:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
当今,科学技术正以史无前例的速度向前飞跃,无论机械或设备都在迅速地采用自动化技术。可编程程序控制器(Programmable Logic Controller,简称PLC)是计算机技术与继电器逻辑控制技术相结合的一种新型控制器。PLC使用了一系列硬件和软件抗干扰措施,具有很强的抗干扰能力,可以直接用于具有强烈干扰的工业生产现场。PLC技术一经出现,立即引起了全世界的广泛关注,随着PLC技术的日益成熟,越来越多的应用到了机械制造领域。本机选用的是MITSUBISHI公司的FX2N系列PLC,FX2N是FX系列PLC中功能较强、速度较快的微型PLC。它的基本指令执行时间高达0.08us,存储程序可达8K步,有很强的数学指令集,有多种特殊功能模块和功能扩展板,支持最大256个I/O点。FX2N价格相对较低,性价比较高,得到了广泛的应用。
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1.改造背景
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
国内有大量20年前从欧洲进口的罐蒸机,由于使用年头较长,很多机器都出现了一些问题而不能使用,机器不能运行基本上都是由用于核心控制的电路板损坏造成的,对于这些老式电路板的使用,现在很少有人精通,修理、改造风险很大。进行升级改造的罐蒸机是意大利TMT公司85年生产的PF2000型罐蒸机。85年投入使用,由于电气老化2000年左右逻辑控制部分出现严重损坏,原逻辑控制电路板无法修复使用。由于原机所带的逻辑控制电路板多年前就已停产,无法买到原件进行更换,所以一直停用到2007年6月。其间联系过意大利TMT公司,该公司表示该机型早已停产多年,以无所需的配件,但是可以运回意大利原厂进行修理,不过所需维修费用昂贵,所以没有采纳。此设备机械部分状态良好,但电器部分老化严重,其中逻辑控制电路板已经无法修复。此机器丢之可惜,但又无法修复使用,所以放置了六、七年之久。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
2.改造思路
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
本台设备由于使用时间较长,原设备上的逻辑控制电路板已经损坏,且无法进行修复。部分电气已经老化,特别是有些特殊的部件损坏后国产件无法代替,损坏部件还要依赖进口,成本高、周期长。原有机械部分的器件保存比较完好,无需换件。通过对现场设备的调研和分析,决定采用可编程能力较强,可靠性较高,抗干扰能力较强的PLC(Programmable Logic Controller 可编程控制器)控制器取代设备上原有已经损坏的逻辑控制电路板。对电气部分进行比较彻底的检查,将已经老化的电气部件逐一替换,对于那些已经损坏而又很难采购的特殊的电气部件,根据实际情况针对性地开发相应的电气部件进行替换。机械器件由于保存较好,基本不用更换,只需做简单的维护即可。
WWW_P※LCJS_COM-PLC-)技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
3.改造过程
WW.W_PLCJS_COM-PLC-技.术_网
整个改造过程主要分为以下5个阶段:
WWW_PLCJS@_COM%-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
(1) 设备检测阶段:对设备现场进行检测,检查机械器件、电气部分的电路和气路是否完好,并进行详细地记录,完成可行性分析。
W1WW_P4LCJS_COM-PLC-技.术_网
(2) 改造准备阶段:分析检测记录,制定改造方案。根据改造方案对机柜重新布线,并用PLC控制器取代设备上已经损坏的逻辑控制电路板。
WW.W_PLCJS_COM-PLC-技.术_网
(3) 分步调试阶段:对整台设备的各个机械动作进行分步骤调试,调试过程中对相应的程序进行修改,对已经损坏的器件进行替换。
WWW_PLC※JS_COM-PmLC-技.术_网
(4) 整机调试阶段:对设备做整体运行调试,从而进一步修改和完善控制程序,实现改造的各项技术指标。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
(5) 后期整理阶段:完成设备改造的扫尾工作并对相关资料进行整理。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
4.电气部分的改造
WWcW_PLCJS_COM-PLC-技.术_网
本设备逻辑控制部分改造所应用的器件主要如下:
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWW_PLCJS_COM-PLC-技.术_网
(1) 可编程控制器基本单元FX2N-128MR。
——可——编——程——控-制-器-技——术——门——户
(2) 可编程控制器扩展模块FX2N-16EYR。
WWW_P※LCJS_COM-PLC-)技.术_网
(3) 可编程控制器扩展模块FX2N-16EX。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
(4) 12V继电器板组。
——可——编——程——控-制-器-技——术——门——户
(5) 大功率24V电源。
plcjs.技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
根据改造方案对机柜重新进行布线。重新布线时尽量减少对原有线路的改动,保留原有线号,新加的线路重新标注线号。用PLC以及相关元器件取代设备上已经损坏的逻辑控制电路板。合理安排机柜内的空间,优化线槽摆放的位置。逻辑控制部分布局示意图如图1所示。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
plcjs.技.术_网
图1 逻辑控制部分布局图
plcjs.技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
5.软件设计
W1WW_P4LCJS_COM-PLC-技.术_网
罐蒸机的控制程序按罐蒸机的工作过程分模块进行编写,模块主要由以下4部分组成:
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
(1) 机械控制部分
WW.W_PLCJS_COM-PLC-技.术_网
1、布轴装入小车
WWW_P※LCJS_COM-PLC-)技.术_网
2、布轴装入星型架
P.L.C.技.术.网——可编程控制器技术门户
3、小车入罐
WWW_PLC※JS_COM-PmLC-技.术_网
4、小车出罐
WW.W_PLCJS_COM-PLC-技.术_网
5、蒸罐关门
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
6、蒸罐开门
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
7、星型架的旋转
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
8、罐蒸过程开始
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
(2) 罐的工艺部分
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1、A、B工艺
WWW_P※LCJS_COM-PLC-)技.术_网
2、工艺1、2、3、4四种循环
W1WW_P4LCJS_COM-PLC-技.术_网
3、BEGINNING、BEGINNING+END、END
WWW_P※LCJS_COM-PLC-)技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
(3) 进布退卷部分
WWcW_PLCJS_COM-PLC-技.术_网
1、I速度功能
WWcW_PLCJS_COM-PLC-技.术_网
2、II速度功能
WWW_PLCJS_COM-PLC-技.术_网
3、III速度功能
WWW_P※LCJS_CO※M-PLC-技-.术_网
4、喂给功能
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
5、退卷功能
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
6、急停功能
WWW.PLCJS.COM——可编程控制器技术门户
W1WW_P4LCJS_COM-PLC-技.术_网
(4) 张力控制部分
WWW_PLC※JS_COM-PmLC-技.术_网
1、手动张力控制
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
2、自动张力控制
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
整个罐蒸机的工作过程如下:准备蒸的呢坯通过卷绕—〉星型架旋转—〉入罐—〉罐蒸—〉出罐—〉星型架旋转—〉退卷完成整个蒸呢工艺。其中罐蒸过程是整个工艺的核心。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS_COM-PLC-技.术_网
罐蒸工艺主要包括以下七步:1.罐内抽真空2.对呢坯给湿3.加热加压4.外进内流5.内进外流6.抽气减压7.机外抽冷。根据A、B工艺的选择,1、2、3、4四种循环方式的选取,BEGINNING、BEGINNING+END、END蒸罐抽真空的先后,可以实现24种不同的蒸呢工艺。图2为选择工艺A、循环方式(1、2、3、4)、抽真空模式为BEGINNING+END的工艺流程示意图。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
图2 入罐、罐蒸、出罐流程示意图
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PL※CJS_COM-PLC-技.术_网
卷绕和退卷是同时进行两个不同过程,准备蒸的呢坯通过卷绕卷入带布内,同时蒸呢完毕呢坯通过退卷从带布中放出。图3为卷绕流程示意图图,4为退卷流程示意图。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PmLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图3 卷绕流程示意图
W1WW_P4LCJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
图4 退卷流程示意图
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
6.总结
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
本台设备的改造由天津天纺投资控股有限公司仁立分公司及天津纺织工程研究院纺织智能研究室共同完成。PLC的选型安装、电气部分的修理替换、程序的开发调试等方面完全由项目组成员设计、开发及改造,本项目改造完成后各项技术指标均达到工艺要求并以通过连续运行检验,设备稳定性高,操作灵活,自己拥有完整的核心技术和知识产权。改造完成后可以申请一到多项技术专利并可以推广转化,为以后改造相同型号或相近型号的设备提供了第一手的材料和积累大量宝贵经验。
WWW_PLCJS_COM-PLC-技.术_网
plcjs.技.术_网
此次罐蒸机改造项目成功地证明了采用可编程能力较强、可靠性较高、抗干扰能力较强的PLC取代老式设备上已经损坏的逻辑控制电路板的可行性。为国内大量机械部分状态良好,但由于使用年头较长,核心控制电路板损坏而不能运行的罐蒸机的再利用提供了方法和思路。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
W1WW_P4LCJS_COM-PLC-技.术_网
参考文献
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
[1]廖选亭 染整设备 中国纺织出版社 2006.06
WWW_PLC※JS_COM-PmLC-技.术_网
[2]龚仲华 史建成 孙毅 三菱FX/Q系列PLC应用技术 人民邮电出版社 2006.12
WWW.PLCJS.COM——可编程控制器技术门户
[3]廖常出 FX系列PLC编程及应用 机械工业出版社 2004.09
——可——编——程——控-制-器-技——术——门——户
[4]PF2000型罐蒸机使用说明(译) 1989.01
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
P.L.C.技.术.网——可编程控制器技术门户
上一篇: 工业控制系统在HFC-134a生产中的应用下一篇: 利用PLC与变频器控制电除尘输灰系统
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行