连轧机主传动系统
日期:2008-8-31 23:33:49 来源:中国自动化网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
一、生产线概述
该冷轧生产线是一条酸轧连机的生产线,年生产能力140万吨,产品厚度为0.3~2.0 mm ,宽度为800~1680 mm。轧线为五机架连轧机,最高轧制速度为1200 m/min。轧机主传动采用高压异步电机,额定容量为4250kW,主传动变频器为日本TMEIC生产的大功率IEGT变频器。
二、传动系统的构成
1、IEGT元件
IEGT( Injection Enhanced Gate Transistor 的缩写) 是注射增强型门极晶体管,是日本东芝公司生产的一种大功率电压触发型电力晶体管,其额定电压为4500V,额定电流为4000A。与普通晶闸管只能控制开通不同, IEGT 元件既能控制开通,又能控制关断,开关频率为500Hz。
IEGT是一个三端器件,对外引出三个端子,分别为集电极C、发射极E、和栅极G,其基本结构及图形符号见图1。

图1 结构及符号
IIEGT是电压驱动带MOS栅极能控制大电流的电力电子新器件。日本东芝公司开发的IEGT利用了电子注入增强效应,通过采取增强注入的结构实现了低通态电压,使之兼有IGBT和GTO两者的优点:低饱和压降,宽安全工作区,低栅极驱动功率(比GTO低两个数量级)和较高的工作频率。IEGT具有作为MOS系列电力电子器件的潜在发展前景(如能将单套IEGT变频器的容量提高到12MVA以上,则会有很好的应用及发展前景),具有低损耗、高速动作、高耐压、在源栅驱动智能化等特点。
2、主传动系统的控制对象
主传动系统控制的对象:1#~5#机架的主电机,两台卷取机的主电机。
1#~5#机架的主电机的定额: 4250KW-2650/2850V-1045A/999A-24.2/50.7HZ-715/1500rpm
两台卷取机电机定额:2000KW-1890/2435V-703/550A-16.0/50.8HZ-470/1500rpm。
传动设备因使用了高性能的速度测量工具-速度解析器(Resolver)使速度的控制精度达到了±0.01%。其转矩控制精度为±10%,电流控制精度为±2%,速度的控制范围为1:100,速度的数字量分辨率为1/25000。变频器的整体效率可达98.5%。

图2 生产主传动的控制对象
st1~st5为主传动所带的主电机,TRA、TRB为卷取机主电机。从图2中可以清楚地看到主电机在生产线中的位置(如图中虚线框所示),五个机架主电机的控制均为速度控制,而两个卷取机的控制为转矩控制。
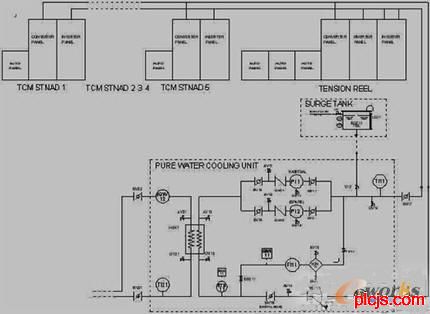
图3 主传动的水冷系统图
3、纯水冷却单元
主传动系统简图中画出了主传动系统的冷却回路及设备:6套传动柜由一进一出的冷却水管来冷却,冷却水管最终接至纯水冷却单元。
纯水冷却单元(见图3右下方的虚线框)为一整体设备,其作用为带走各相IEGT元件及水电阻的热量。电机停止转动时,IEGT元件的发热量并不大,纯水温度上升较慢;当电机运转时,IEGT元件的发热量增大,纯水温度上升较快,需要外接工业水经热交换器来冷却纯水。进入变频柜的纯水允许的最高温度为32℃,额定流量为1850L/min,由两台泵驱动,开一备一。一台泵因故障停转后,另一台自动启动,纯水流量低于1530L/min时报故障。工业水的额定流量2000L/min,允许的最低流量1700L/min,经容量为844kW的热交换器冷却纯水,进入热交换器的工业水允许的最高温度为33℃,其温度用温度计来测量。进入变频柜的纯水允许的最高温度为41℃,其温度由电阻温度传感器RTD来测量。纯水冷却单元的上方有一储水槽,容量150L,用于补充纯水管道中的纯水,并带有液位检测,40L和80L分别液位的报警点和故障点。纯水冷却单元的任何故障都会使变频器报故障从而使主电机停转。
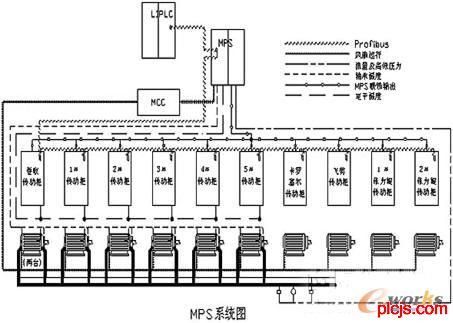
图4 MPS系统图
4、电机保护系统(MPS)
电机保护系统MPS的主要作用是保护电机,其控制系统的PLC为东芝V系列PLC,控制系统由以下模块组成:6块RTD数字量输入模块RT318,1块模拟量输入模块AD338,4块数字量输入模块DI334,2块继电器输出模块RO363S,1块东芝V系列PLC模块S3PU55,1块Profibus DP从模块PF312,1块I/O总线模块IF721,PF_X,1块I/O总线模块EN751。
(1)主电机上装有电阻温度传感器RTD(其测量范围为-50℃~270℃),其反馈信号接入RT318模块(其计数值为800~4000,即0.1℃/计数)来完成模拟量到数字量的转化,用来显示主电机定子、轴承的温度。主电机定子温度的报警值和故障值分别为140℃和150℃,轴承温度的报警值和故障值分别为90℃和95℃,当定子或轴承的温度超过了此报警值或报故障值,MPS断开与传动柜的联锁,通过传动柜报联锁故障使主电机停转。
(2)使能与主传动启动和运行联锁,当这些联锁不满足时,主电机不能启动和运转。
启动联锁:定子的三相温度值、轴承的温度值。当以上温度值分别低于定子、轴承的报警值时,主传动可以起动。
运行联锁:主电机的高、低压滑泵的压力,主电机低压润滑流量,主电机风扇及高低压润滑泵是否启动。以下条件之中若有1个不满足,即破坏了主电机运行联锁,主电机因MPS报联锁故障而停转。联锁条件为主电机机润滑的高压压力<5.6MPaG,低压润滑压力<0.11MPaG,或低压润滑油流量<137L/min,主电机风扇及高低压润滑泵没有启动。
三、自身保护功能
● 电流相关的保护
交流过电流:变频器的输出电流超过设定值时,检测到过电流并且瞬时跳闸。
IEGT过电流:电压型的变频器中,同一相的两个IEGT同时导通会导致大电流流过IEGT,已充电的电容被IEGT元件短路,造成瞬时跳闸。
过负荷:传动执行输出5分钟及20分钟的均方根值的计算,若此值超过设定值,则报过负荷。5分钟及20分钟过负荷故障值由正式给出:


OL:过负荷率
T:过负荷时间(s)
如在过负荷150%-60s时,5minRMS=111.8%, 20minRMS=103.1%。
电流限幅定时器:在任意预定的时间段内电流达限幅值。
堵转:低频过负荷。
● 电压保护
直流过电压:直流电压超过设定值。
直流低电压:直流电压低于设定值。
● 电机的速度的保护
过速:电机速度超过预定速度。
过频:输出频率超过设定频率值。
速度检测故障: 速度传感器故障时及反馈速度与给定速度之差超过设定值及其延迟时间。
● 控制回路及电源
控制电源故障:控制电源电压低于设定的控制电源检测等级。
门极电源故障:此门极电源由控制电源经门极板上的脉冲变压器提供,门极板故障时报此故障。
熔丝烧毁:发生短路时熔丝烧毁以阻止故障进一步扩大,熔丝烧毁由微动开关检测。
输出接触器断开:输出接触器应闭合但断开时报此故障。
CPU故障:执行控制操作时检测到了微处理器故障,主板上的CPU故障由硬件检测以保护CPU。
通讯故障:L1与传动的通讯及传动间的通讯出现故障。
预充电故障(F_PRE):预充电回路提供了一个保险丝以阻止短路故障进一步扩大。
接地故障:接地回路提供了一个保险丝以阻止接地故障进一步扩大,保险丝烧毁由微动开关检测。
● 与电机和抱闸相关的保护
电机过热:电机的温度传感器通过检测电机温度来保护电机,电机温度超过设定值时(电机定子:155℃,电机轴承:95℃)。
电机温度检测器故障:电机温度超过200℃时。
电机风扇停转:电机的风扇未启动或因故障停转时。
电磁抱闸回路故障:电磁抱闸的励磁回路出现故障时。
● 操作相关的保护
外部设备电气准备好条件:变频器运行的联锁信号。此信号断开时,变频器停止运行。
外部联锁:来自于外部设备的运行联锁信号,此信号为一硬件或串行通讯信号。
柜门安全开关:柜门上的联锁开关,通过此开关,可从柜门上使变频器停止运行。
● 预充电相关的保护
预充电故障:检测到预充电故障(预充电回路接触器或熔丝烧毁)。
● 接地检测相关的保护
整流器接地检测:接地回路与主回路带高压阻抗接地且检测异常电流时。
整流器接地检测定时器:检测到接地回路中出现异常电流时。
四、特点
1、高性能和多功能
▲采用了功率电子控制的专用高性能微处理器(PP7),实现了快速响应功能
● 1ms速度控制采样时间
● 采用了高分辨率R/D整流器
▲装有高速光纤数据通信装置(TOSLINE-20)
● 最快1ms的扫描传输,可装载与MELPLAC,ISBus的传输。通过Profibus-DP,Device-Net,可与其他公司的PLC连接。
● 对于同步电机、鼠笼式感应电机均可实现高精度矢量控制。
● 适用于功率因数1的控制
2、高电压、大容量
● 高电压、大容量IEGT功率模块及三电平PWM控制的采用,实现了输出电压最大可达3.4KV。
● 比原产品更高效率,小型化。
● 2组合(2 Bank)、3组合(3 Bank)、4组合(4 Bank)的并联方式,实现了大容量化。
3、易维护
● 充实的维护监控功能备有小型化,多功能操作面板。通过维护软件工具,可对系统进行监控及调试。
● 大容量功率模块的使用,使使用的元件数量得以减少。
● 完备的设备保护功能。
● 软件和硬件双重保护。
五、传动控制
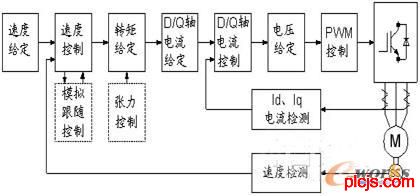
图5 逆变器控制块图
▲ 速度控制
在传动控制中,主要使用速度控制回路进行调节。
由主PLC发给主传动的速度给定信号经传动处理后形成自身的速度给定SP_R。此速度给定信号与编码器的速度反馈信号SP_F作差,差值经比例/积分运算后输出,此输出再经速度滤波和转矩限幅处理后形成转矩给定SFC_T_R。
速度控制的另一路是将上述传动自身形成的速度给定SP_R作比例运算,并与编码器的速度反馈信号SP_F经比例运算后的值作差,得一差值A; 传动自身形成的速度给定SP_R与速度反馈信号SP_F作差,此差值经死区及积分运算后得差值B。差值A、B的和与惯量及惯量的乘积之积再加上转矩补偿即得张力控制的转矩信号T_R。此功能只有在选择了张力控制时才有效。且当机械设备的转动惯量远远大于电机的转动惯量或电机轴发生共振时,控制响应降低。
▲ 张力控制
如果使用张力控制,由速度控制的结果计算得到的转矩给定信号TRQ_REF(SFC_T_R与转矩给定输入EXT_TRQ求和得到的)与外部转矩给定TRNS_R(L1发给传动的转矩给定TENS_R1与附加转矩给定TENS_R_A之和)比较后再经选择控制(即经取最大值或最小值的运算)即得传动自身的转矩给定信号T_R。在此可选择的控制中,在正常运转和用速度控制回路功能作为速度限幅过程中,运算是基于TENS_R作为转矩给定的(在卷绕机械中运算是基于外部转矩给定的。然而,出现断带时,运算则变为速度控制运算)。
▲ 转矩控制
我们知道,在卷绕机械中,带材以一定的张力来控制的,而此张力是靠电机的转矩来实现的。因此,主PLC计算电机输出的转矩给定,传动设备根据此转矩给定来控制电机的输出转矩。另外,当一钢卷卷取结束及另一卷卷取开始时是由速度控制来实现的。如果来自主PLC的转矩给定出现故障,如出现断带时,将导致过速故障。此时,控制模式自动转变为速度控制。
▲ IQ控制
转矩给定是速度控制输入的结果,除以磁通量即可得到IQ给定。此IQ给定和经检测得到的IQ反馈输入到D/Q电流控制中,经比例积分运算后得到一结果A,感应电压补偿和电抗补偿加到此结果A上即到EQ给定。
▲ ID控制
根据速度给定可以得到磁通量给定,根据此磁通量给定即可得到ID给定。此ID给定和经检测得到的ID反馈输入到D/Q电流控制中,经比例积分运算后得到一结果B,感应电压补偿和电抗补偿加到此结果B上即到ED给定。
▲ PWM控制
PWM控制是我们所熟悉的,即用于输出基于每相电压给定所对应的门极脉冲信号。
六、结束语
世界上生产高压大功率变频的知名厂家有多个,所生产的变频器也各具特色。本文以一连轧生产线为例介绍了其主传动的控制系统的各组成部分及其功能,传动系统的保护功能及特点,并简要描述了其主要的控制功能的实现过程,以资借鉴。
plcjs.技.术_网
该冷轧生产线是一条酸轧连机的生产线,年生产能力140万吨,产品厚度为0.3~2.0 mm ,宽度为800~1680 mm。轧线为五机架连轧机,最高轧制速度为1200 m/min。轧机主传动采用高压异步电机,额定容量为4250kW,主传动变频器为日本TMEIC生产的大功率IEGT变频器。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
二、传动系统的构成
WWW_P※LCJS_CO※M-PLC-技-.术_网
1、IEGT元件
WWW.PLCJS.COM——可编程控制器技术门户
IEGT( Injection Enhanced Gate Transistor 的缩写) 是注射增强型门极晶体管,是日本东芝公司生产的一种大功率电压触发型电力晶体管,其额定电压为4500V,额定电流为4000A。与普通晶闸管只能控制开通不同, IEGT 元件既能控制开通,又能控制关断,开关频率为500Hz。
P.L.C.技.术.网——可编程控制器技术门户
IEGT是一个三端器件,对外引出三个端子,分别为集电极C、发射极E、和栅极G,其基本结构及图形符号见图1。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
plcjs.技.术_网
图1 结构及符号
WW.W_PLC※JS_C,OM-PL,C-技.术_网
IIEGT是电压驱动带MOS栅极能控制大电流的电力电子新器件。日本东芝公司开发的IEGT利用了电子注入增强效应,通过采取增强注入的结构实现了低通态电压,使之兼有IGBT和GTO两者的优点:低饱和压降,宽安全工作区,低栅极驱动功率(比GTO低两个数量级)和较高的工作频率。IEGT具有作为MOS系列电力电子器件的潜在发展前景(如能将单套IEGT变频器的容量提高到12MVA以上,则会有很好的应用及发展前景),具有低损耗、高速动作、高耐压、在源栅驱动智能化等特点。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
2、主传动系统的控制对象
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
主传动系统控制的对象:1#~5#机架的主电机,两台卷取机的主电机。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1#~5#机架的主电机的定额: 4250KW-2650/2850V-1045A/999A-24.2/50.7HZ-715/1500rpm
WWcW_PLCJS_COM-PLC-技.术_网
两台卷取机电机定额:2000KW-1890/2435V-703/550A-16.0/50.8HZ-470/1500rpm。
P.L.C.技.术.网——可编程控制器技术门户
传动设备因使用了高性能的速度测量工具-速度解析器(Resolver)使速度的控制精度达到了±0.01%。其转矩控制精度为±10%,电流控制精度为±2%,速度的控制范围为1:100,速度的数字量分辨率为1/25000。变频器的整体效率可达98.5%。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
图2 生产主传动的控制对象
WWW_PLCJS@_COM%-PLC-技.术_网
st1~st5为主传动所带的主电机,TRA、TRB为卷取机主电机。从图2中可以清楚地看到主电机在生产线中的位置(如图中虚线框所示),五个机架主电机的控制均为速度控制,而两个卷取机的控制为转矩控制。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
图3 主传动的水冷系统图
WWW.PLCJS.COM——可编程控制器技术门户
3、纯水冷却单元
P.L.C.技.术.网——可编程控制器技术门户
主传动系统简图中画出了主传动系统的冷却回路及设备:6套传动柜由一进一出的冷却水管来冷却,冷却水管最终接至纯水冷却单元。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
纯水冷却单元(见图3右下方的虚线框)为一整体设备,其作用为带走各相IEGT元件及水电阻的热量。电机停止转动时,IEGT元件的发热量并不大,纯水温度上升较慢;当电机运转时,IEGT元件的发热量增大,纯水温度上升较快,需要外接工业水经热交换器来冷却纯水。进入变频柜的纯水允许的最高温度为32℃,额定流量为1850L/min,由两台泵驱动,开一备一。一台泵因故障停转后,另一台自动启动,纯水流量低于1530L/min时报故障。工业水的额定流量2000L/min,允许的最低流量1700L/min,经容量为844kW的热交换器冷却纯水,进入热交换器的工业水允许的最高温度为33℃,其温度用温度计来测量。进入变频柜的纯水允许的最高温度为41℃,其温度由电阻温度传感器RTD来测量。纯水冷却单元的上方有一储水槽,容量150L,用于补充纯水管道中的纯水,并带有液位检测,40L和80L分别液位的报警点和故障点。纯水冷却单元的任何故障都会使变频器报故障从而使主电机停转。
WWW_P※LCJS_CO※M-PLC-技-.术_网
——可——编——程——控-制-器-技——术——门——户
plcjs.技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
图4 MPS系统图
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
4、电机保护系统(MPS)
WWW_PLCJS@_COM%-PLC-技.术_网
电机保护系统MPS的主要作用是保护电机,其控制系统的PLC为东芝V系列PLC,控制系统由以下模块组成:6块RTD数字量输入模块RT318,1块模拟量输入模块AD338,4块数字量输入模块DI334,2块继电器输出模块RO363S,1块东芝V系列PLC模块S3PU55,1块Profibus DP从模块PF312,1块I/O总线模块IF721,PF_X,1块I/O总线模块EN751。
W1WW_P4LCJS_COM-PLC-技.术_网
(1)主电机上装有电阻温度传感器RTD(其测量范围为-50℃~270℃),其反馈信号接入RT318模块(其计数值为800~4000,即0.1℃/计数)来完成模拟量到数字量的转化,用来显示主电机定子、轴承的温度。主电机定子温度的报警值和故障值分别为140℃和150℃,轴承温度的报警值和故障值分别为90℃和95℃,当定子或轴承的温度超过了此报警值或报故障值,MPS断开与传动柜的联锁,通过传动柜报联锁故障使主电机停转。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
(2)使能与主传动启动和运行联锁,当这些联锁不满足时,主电机不能启动和运转。
WWW_PLCJS_COM-PLC-技.术_网
启动联锁:定子的三相温度值、轴承的温度值。当以上温度值分别低于定子、轴承的报警值时,主传动可以起动。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
运行联锁:主电机的高、低压滑泵的压力,主电机低压润滑流量,主电机风扇及高低压润滑泵是否启动。以下条件之中若有1个不满足,即破坏了主电机运行联锁,主电机因MPS报联锁故障而停转。联锁条件为主电机机润滑的高压压力<5.6MPaG,低压润滑压力<0.11MPaG,或低压润滑油流量<137L/min,主电机风扇及高低压润滑泵没有启动。
WWcW_PLCJS_COM-PLC-技.术_网
三、自身保护功能
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
● 电流相关的保护
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
交流过电流:变频器的输出电流超过设定值时,检测到过电流并且瞬时跳闸。
WWW_PLCJS_COM-PLC-技.术_网
IEGT过电流:电压型的变频器中,同一相的两个IEGT同时导通会导致大电流流过IEGT,已充电的电容被IEGT元件短路,造成瞬时跳闸。
WWW_PLC※JS_COM-PmLC-技.术_网
过负荷:传动执行输出5分钟及20分钟的均方根值的计算,若此值超过设定值,则报过负荷。5分钟及20分钟过负荷故障值由正式给出:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P.L.C.技.术.网——可编程控制器技术门户
WWW_PL※CJS_COM-PLC-技.术_网
OL:过负荷率
WWW_PLCJS_COM-PLC-技.术_网
T:过负荷时间(s)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
如在过负荷150%-60s时,5minRMS=111.8%, 20minRMS=103.1%。
WWcW_PLCJS_COM-PLC-技.术_网
电流限幅定时器:在任意预定的时间段内电流达限幅值。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
堵转:低频过负荷。
WWW.PLCJS.COM——可编程控制器技术门户
● 电压保护
WW.W_PLCJS_COM-PLC-技.术_网
直流过电压:直流电压超过设定值。
WWW.PLCJS.COM——可编程控制器技术门户
直流低电压:直流电压低于设定值。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
● 电机的速度的保护
P.L.C.技.术.网——可编程控制器技术门户
过速:电机速度超过预定速度。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
过频:输出频率超过设定频率值。
P.L.C.技.术.网——可编程控制器技术门户
速度检测故障: 速度传感器故障时及反馈速度与给定速度之差超过设定值及其延迟时间。
WWW_P※LCJS_COM-PLC-)技.术_网
● 控制回路及电源
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
控制电源故障:控制电源电压低于设定的控制电源检测等级。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
门极电源故障:此门极电源由控制电源经门极板上的脉冲变压器提供,门极板故障时报此故障。
——可——编——程——控-制-器-技——术——门——户
熔丝烧毁:发生短路时熔丝烧毁以阻止故障进一步扩大,熔丝烧毁由微动开关检测。
WWW.PLCJS.COM——可编程控制器技术门户
输出接触器断开:输出接触器应闭合但断开时报此故障。
WW.W_PLCJS_COM-PLC-技.术_网
CPU故障:执行控制操作时检测到了微处理器故障,主板上的CPU故障由硬件检测以保护CPU。
plcjs.技.术_网
通讯故障:L1与传动的通讯及传动间的通讯出现故障。
WWW_P※LCJS_COM-PLC-)技.术_网
预充电故障(F_PRE):预充电回路提供了一个保险丝以阻止短路故障进一步扩大。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
接地故障:接地回路提供了一个保险丝以阻止接地故障进一步扩大,保险丝烧毁由微动开关检测。
WWW_PLCJS_COM-PLC-技.术_网
● 与电机和抱闸相关的保护
WWcW_PLCJS_COM-PLC-技.术_网
电机过热:电机的温度传感器通过检测电机温度来保护电机,电机温度超过设定值时(电机定子:155℃,电机轴承:95℃)。
plcjs.技.术_网
电机温度检测器故障:电机温度超过200℃时。
plcjs.技.术_网
电机风扇停转:电机的风扇未启动或因故障停转时。
W1WW_P4LCJS_COM-PLC-技.术_网
电磁抱闸回路故障:电磁抱闸的励磁回路出现故障时。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
● 操作相关的保护
——可——编——程——控-制-器-技——术——门——户
外部设备电气准备好条件:变频器运行的联锁信号。此信号断开时,变频器停止运行。
WWW_PL※CJS_COM-PLC-技.术_网
外部联锁:来自于外部设备的运行联锁信号,此信号为一硬件或串行通讯信号。
WWW_P※LCJS_COM-PLC-)技.术_网
柜门安全开关:柜门上的联锁开关,通过此开关,可从柜门上使变频器停止运行。
P.L.C.技.术.网——可编程控制器技术门户
● 预充电相关的保护
WW.W_PLC※JS_C,OM-PL,C-技.术_网
预充电故障:检测到预充电故障(预充电回路接触器或熔丝烧毁)。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
● 接地检测相关的保护
WWW_PLCJS_COM-PLC-技.术_网
整流器接地检测:接地回路与主回路带高压阻抗接地且检测异常电流时。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
整流器接地检测定时器:检测到接地回路中出现异常电流时。
WWW_PLCJS_COM-PLC-技.术_网
四、特点
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
1、高性能和多功能
WW.W_PLCJS_COM-PLC-技.术_网
▲采用了功率电子控制的专用高性能微处理器(PP7),实现了快速响应功能
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
● 1ms速度控制采样时间
WWW.PLCJS.COM——可编程控制器技术门户
● 采用了高分辨率R/D整流器
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
▲装有高速光纤数据通信装置(TOSLINE-20)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
● 最快1ms的扫描传输,可装载与MELPLAC,ISBus的传输。通过Profibus-DP,Device-Net,可与其他公司的PLC连接。
WWW_PLCJS@_COM%-PLC-技.术_网
● 对于同步电机、鼠笼式感应电机均可实现高精度矢量控制。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
● 适用于功率因数1的控制
WW.W_PLCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
2、高电压、大容量
W1WW_P4LCJS_COM-PLC-技.术_网
● 高电压、大容量IEGT功率模块及三电平PWM控制的采用,实现了输出电压最大可达3.4KV。
WWcW_PLCJS_COM-PLC-技.术_网
● 比原产品更高效率,小型化。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
● 2组合(2 Bank)、3组合(3 Bank)、4组合(4 Bank)的并联方式,实现了大容量化。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
3、易维护
WWW_P※LCJS_COM-PLC-)技.术_网
● 充实的维护监控功能备有小型化,多功能操作面板。通过维护软件工具,可对系统进行监控及调试。
WWW_PLCJS@_COM%-PLC-技.术_网
● 大容量功率模块的使用,使使用的元件数量得以减少。
WWW_PLCJS_COM-PLC-技.术_网
● 完备的设备保护功能。
plcjs.技.术_网
● 软件和硬件双重保护。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
五、传动控制
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
plcjs.技.术_网
图5 逆变器控制块图
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
▲ 速度控制
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
在传动控制中,主要使用速度控制回路进行调节。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
由主PLC发给主传动的速度给定信号经传动处理后形成自身的速度给定SP_R。此速度给定信号与编码器的速度反馈信号SP_F作差,差值经比例/积分运算后输出,此输出再经速度滤波和转矩限幅处理后形成转矩给定SFC_T_R。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
速度控制的另一路是将上述传动自身形成的速度给定SP_R作比例运算,并与编码器的速度反馈信号SP_F经比例运算后的值作差,得一差值A; 传动自身形成的速度给定SP_R与速度反馈信号SP_F作差,此差值经死区及积分运算后得差值B。差值A、B的和与惯量及惯量的乘积之积再加上转矩补偿即得张力控制的转矩信号T_R。此功能只有在选择了张力控制时才有效。且当机械设备的转动惯量远远大于电机的转动惯量或电机轴发生共振时,控制响应降低。
WWW_P※LCJS_CO※M-PLC-技-.术_网
▲ 张力控制
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
如果使用张力控制,由速度控制的结果计算得到的转矩给定信号TRQ_REF(SFC_T_R与转矩给定输入EXT_TRQ求和得到的)与外部转矩给定TRNS_R(L1发给传动的转矩给定TENS_R1与附加转矩给定TENS_R_A之和)比较后再经选择控制(即经取最大值或最小值的运算)即得传动自身的转矩给定信号T_R。在此可选择的控制中,在正常运转和用速度控制回路功能作为速度限幅过程中,运算是基于TENS_R作为转矩给定的(在卷绕机械中运算是基于外部转矩给定的。然而,出现断带时,运算则变为速度控制运算)。
WWW_PLCJS_COM-PLC-技.术_网
▲ 转矩控制
WWW_PLC※JS_COM-PmLC-技.术_网
我们知道,在卷绕机械中,带材以一定的张力来控制的,而此张力是靠电机的转矩来实现的。因此,主PLC计算电机输出的转矩给定,传动设备根据此转矩给定来控制电机的输出转矩。另外,当一钢卷卷取结束及另一卷卷取开始时是由速度控制来实现的。如果来自主PLC的转矩给定出现故障,如出现断带时,将导致过速故障。此时,控制模式自动转变为速度控制。
WWW_PLCJS@_COM%-PLC-技.术_网
▲ IQ控制
WWW_PLCJS@_COM%-PLC-技.术_网
转矩给定是速度控制输入的结果,除以磁通量即可得到IQ给定。此IQ给定和经检测得到的IQ反馈输入到D/Q电流控制中,经比例积分运算后得到一结果A,感应电压补偿和电抗补偿加到此结果A上即到EQ给定。
W1WW_P4LCJS_COM-PLC-技.术_网
▲ ID控制
WWW_P※LCJS_COM-PLC-)技.术_网
根据速度给定可以得到磁通量给定,根据此磁通量给定即可得到ID给定。此ID给定和经检测得到的ID反馈输入到D/Q电流控制中,经比例积分运算后得到一结果B,感应电压补偿和电抗补偿加到此结果B上即到ED给定。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
▲ PWM控制
WWW.PLCJS.COM——可编程控制器技术门户
PWM控制是我们所熟悉的,即用于输出基于每相电压给定所对应的门极脉冲信号。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
六、结束语
——可——编——程——控-制-器-技——术——门——户
——可——编——程——控-制-器-技——术——门——户
世界上生产高压大功率变频的知名厂家有多个,所生产的变频器也各具特色。本文以一连轧生产线为例介绍了其主传动的控制系统的各组成部分及其功能,传动系统的保护功能及特点,并简要描述了其主要的控制功能的实现过程,以资借鉴。
WWcW_PLCJS_COM-PLC-技.术_网
上一篇: 运动控制卡在数控冲床系统中的应用下一篇: 艾默生工控产品在皮带机启动控制中的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行