等离子喷焊工艺过程控制系统中的lOGO
日期:2008-6-23 21:53:21 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
LOGO!是SIEMENS公司的通用逻辑控制模块。它内部集成有延时继电器、脉冲继电器、时钟、RS继电器、脉冲发生器、加\减计数器以及与、或、非等功能模块,使用方便、可靠性高、抗干扰能力强,具有不同的输入和输出类型和可选的ASI接口,应用比较灵活。利用相应的编程软件还可以在计算机上编程、调试和仿真,并能快速下载程序,适于规模生产。
LOGO!在小型的机械和装置的控制中有着广泛的应用。LOGO!提供的应用范围从小型的自动化作业到集成有ASI总线接口总线系统的扩展应用,都有其用武之地,因此LOGO!虽小却功能齐全。在等离子喷焊过程控制中的应用充分利用了LOGO!的各功能模块,满足了设计要求,实现了控制目的。
等离子喷焊是采用等离子弧作为高温热源,在金属基体表面喷焊合金粉末的新工艺,是一种先进的表面强化技术。它不仅在工程修复方面,而且在新产品的表面强化方面得到了广泛的应用。
在等离子喷焊设备中,要控制的对象较多,包括转移弧整流电源,非转移弧整流电源,高频振荡器,喷焊机床,送粉器,摆动机构,喷焊枪,水路和气路等。目前,国内现有数百台喷焊设备仍采用继电器或二极管矩阵顺序控制。这些设备的接插件多,控制电路结构复杂,存在故障率高,可靠性差和维修不方便等问题。并且,等离子喷焊工艺过程复杂,任何一个参数稍有变化都会影响喷焊层质量。针对上述问题而研制的控制系统,适用于轴类工件的柱面或端面自动喷焊。
一、喷焊过程控制要求
根据等离子喷焊工艺的要求,从送气开始到焊完,每步动作必须按照一定的先后顺序和时间间隔衔接起来,其动作时序如图1所示。
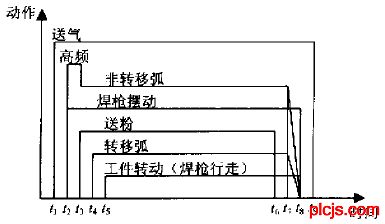
图1 等离子喷焊过程动作时序关系
喷焊开始t1时,按“启动”按扭,立即送氩气至焊枪和送粉器中。送气3s后,t2时高频引弧,非转移弧引燃后高频自动切除,同时焊枪摆动。t3时送粉器开始供粉。考虑到粉末由送粉器到焊枪有一段距离,故延时至t4时启动转移弧,转移弧引燃后,非转移弧可以保留也可以切除,此处选择保留方式。t5时工件开始转动或焊枪行走。工件延时1~2s转动,预热工件,保证起始部位的质量,喷焊原环面(如阀门密封面)时,工件转动而焊枪不行走,仅靠焊枪摆动幅度来获得一定的喷焊层宽度,喷焊圆柱面时,工件转动,焊枪沿轴线方向左右摆动,同时沿轴线方向行走,行走范围由左右行程开关限制。
到设定位置后,喷焊进入停止过程。首先,t6时送粉器停止供粉。然后,t7时转移弧和非转移弧开始衰减,t8时电弧熄灭,焊枪停止摆动和行走,工件停止转动,滞后3~5s,停止送气,以保护钨极和收弧熔池,t9时整个喷焊过程结束。
二、控制系统的程序设计
1、地址的分配
选用的LOGO!型号24RCLB11,按照控制系统要求,需要10个输入点和8个输出点,而此型号LOGO!最多可提供12个输入和8个输出,因此可满足需要。其I/O分配如图2所示。
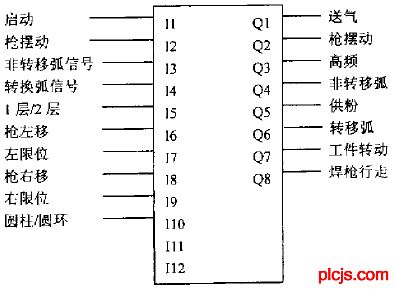
图2 I/O端子分配
输入接口以开关量(常开)输入控制信号。输出接口控制电磁阀和继电器。“1层/2层”和“圆柱/圆环”接口接钮子开关,当钮子开关闭合时,分别选择工作方式的后者。Q1~Q8实现的是送气到工件转动和焊枪行走的输出控制开关,根据设计要求,利用LOGO!内部模块对其进行控制。
2、设计思路和模块的使用
LOGO!的编程规则,是从输出到输入来设计控制线路的。按照此规则,对喷焊过程中的各个输出量以及输入量之间的关系进行分析,将各种工作模式中的动作归纳成对各灯具的控制,继而找出各输出量和输入量及中间状态的对应关系,利用LOGO!实现控制。
在系统中,通过对接通延时模块的运用,实现对各个输出的时间以及时间间隔的控制;利用RS触发器实现状态锁存;利用保持延时触发器实现对输出接通时间的控制;利用对称时钟、脉冲触发器和计数器记数实现对转移弧和非转移弧衰减时间的标记。由于系统中要控制的量较多,故在编程的过程中采用了分块编写的方法,编写完毕后再将各块连接起来,实现总的控制要求。
当启动后,氩气立即送到焊枪和送粉器中,高频引弧后断开,但RS将状态保存,使程序继续下去。I6和I7相与;I8和I9相与,它们相或后再和I10相与,实现Q8范围的控制,B20、B21和B24三者共用实现闪动次数的控制,以闪动动作作为Q4和Q5开始衰减时刻的标志。B25的输出端与RS的R端相接,通过B28与I2相与实现对Q2的控制,当喷焊完成时使RS复位,Q2停止摆动。时间到达后,通过B27、B26与I1相与,使Q1断开,整个喷焊过程完成。
3、利用计算机实现编程和仿真
在使用LOGO!时,较小的程序可以直接利用LOGO!上的小键盘和显示器完成,在编制较为复杂的程序时,可以利用相应的编程软件来编制程序,然后利用电缆下载到LOGO!中,还可直接在计算机上进行仿真。
由于系统的程序较长,直接在计算机上编写程序,并验证程序是否正确。程序如图3所示。
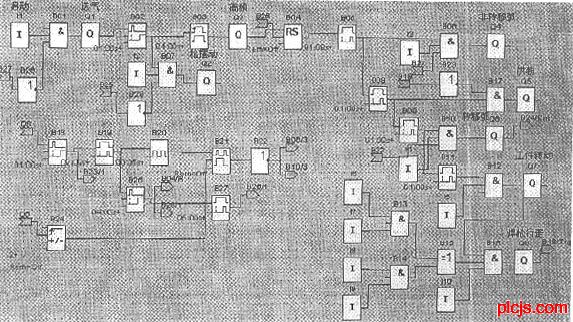
图3 系统设计程序
三、结束语
由于LOGO!使用方便、功能丰富、性能可靠、价格低廉,还可以缩短系统开发周期,降低产品成本。但由于要实现的功能较多,实现一项功能往往要几个模块的综合使用。与PLC相比,其在小点数开关量控制中性能相同,但造价比PLC低很多。所以有较高的推广价值
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
LOGO!在小型的机械和装置的控制中有着广泛的应用。LOGO!提供的应用范围从小型的自动化作业到集成有ASI总线接口总线系统的扩展应用,都有其用武之地,因此LOGO!虽小却功能齐全。在等离子喷焊过程控制中的应用充分利用了LOGO!的各功能模块,满足了设计要求,实现了控制目的。
WWW_P※LCJS_CO※M-PLC-技-.术_网
等离子喷焊是采用等离子弧作为高温热源,在金属基体表面喷焊合金粉末的新工艺,是一种先进的表面强化技术。它不仅在工程修复方面,而且在新产品的表面强化方面得到了广泛的应用。
WWW_PLCJS@_COM%-PLC-技.术_网
在等离子喷焊设备中,要控制的对象较多,包括转移弧整流电源,非转移弧整流电源,高频振荡器,喷焊机床,送粉器,摆动机构,喷焊枪,水路和气路等。目前,国内现有数百台喷焊设备仍采用继电器或二极管矩阵顺序控制。这些设备的接插件多,控制电路结构复杂,存在故障率高,可靠性差和维修不方便等问题。并且,等离子喷焊工艺过程复杂,任何一个参数稍有变化都会影响喷焊层质量。针对上述问题而研制的控制系统,适用于轴类工件的柱面或端面自动喷焊。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
一、喷焊过程控制要求
WWW_P※LCJS_CO※M-PLC-技-.术_网
根据等离子喷焊工艺的要求,从送气开始到焊完,每步动作必须按照一定的先后顺序和时间间隔衔接起来,其动作时序如图1所示。
WWW_P※LCJS_COM-PLC-)技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图1 等离子喷焊过程动作时序关系
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLCJS_COM-PLC-技.术_网
喷焊开始t1时,按“启动”按扭,立即送氩气至焊枪和送粉器中。送气3s后,t2时高频引弧,非转移弧引燃后高频自动切除,同时焊枪摆动。t3时送粉器开始供粉。考虑到粉末由送粉器到焊枪有一段距离,故延时至t4时启动转移弧,转移弧引燃后,非转移弧可以保留也可以切除,此处选择保留方式。t5时工件开始转动或焊枪行走。工件延时1~2s转动,预热工件,保证起始部位的质量,喷焊原环面(如阀门密封面)时,工件转动而焊枪不行走,仅靠焊枪摆动幅度来获得一定的喷焊层宽度,喷焊圆柱面时,工件转动,焊枪沿轴线方向左右摆动,同时沿轴线方向行走,行走范围由左右行程开关限制。
WWW_PLCJS_COM-PLC-技.术_网
到设定位置后,喷焊进入停止过程。首先,t6时送粉器停止供粉。然后,t7时转移弧和非转移弧开始衰减,t8时电弧熄灭,焊枪停止摆动和行走,工件停止转动,滞后3~5s,停止送气,以保护钨极和收弧熔池,t9时整个喷焊过程结束。
W1WW_P4LCJS_COM-PLC-技.术_网
二、控制系统的程序设计
WWW.PLCJS.COM——可编程控制器技术门户
1、地址的分配
WWW_PLCJS_COM-PLC-技.术_网
选用的LOGO!型号24RCLB11,按照控制系统要求,需要10个输入点和8个输出点,而此型号LOGO!最多可提供12个输入和8个输出,因此可满足需要。其I/O分配如图2所示。
——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
图2 I/O端子分配
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLC※JS_COM-PmLC-技.术_网
输入接口以开关量(常开)输入控制信号。输出接口控制电磁阀和继电器。“1层/2层”和“圆柱/圆环”接口接钮子开关,当钮子开关闭合时,分别选择工作方式的后者。Q1~Q8实现的是送气到工件转动和焊枪行走的输出控制开关,根据设计要求,利用LOGO!内部模块对其进行控制。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2、设计思路和模块的使用
WWW_PL※CJS_COM-PLC-技.术_网
LOGO!的编程规则,是从输出到输入来设计控制线路的。按照此规则,对喷焊过程中的各个输出量以及输入量之间的关系进行分析,将各种工作模式中的动作归纳成对各灯具的控制,继而找出各输出量和输入量及中间状态的对应关系,利用LOGO!实现控制。
W1WW_P4LCJS_COM-PLC-技.术_网
在系统中,通过对接通延时模块的运用,实现对各个输出的时间以及时间间隔的控制;利用RS触发器实现状态锁存;利用保持延时触发器实现对输出接通时间的控制;利用对称时钟、脉冲触发器和计数器记数实现对转移弧和非转移弧衰减时间的标记。由于系统中要控制的量较多,故在编程的过程中采用了分块编写的方法,编写完毕后再将各块连接起来,实现总的控制要求。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
当启动后,氩气立即送到焊枪和送粉器中,高频引弧后断开,但RS将状态保存,使程序继续下去。I6和I7相与;I8和I9相与,它们相或后再和I10相与,实现Q8范围的控制,B20、B21和B24三者共用实现闪动次数的控制,以闪动动作作为Q4和Q5开始衰减时刻的标志。B25的输出端与RS的R端相接,通过B28与I2相与实现对Q2的控制,当喷焊完成时使RS复位,Q2停止摆动。时间到达后,通过B27、B26与I1相与,使Q1断开,整个喷焊过程完成。
WWW_PLCJS_COM-PLC-技.术_网
3、利用计算机实现编程和仿真
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
在使用LOGO!时,较小的程序可以直接利用LOGO!上的小键盘和显示器完成,在编制较为复杂的程序时,可以利用相应的编程软件来编制程序,然后利用电缆下载到LOGO!中,还可直接在计算机上进行仿真。
WWW_P※LCJS_COM-PLC-)技.术_网
由于系统的程序较长,直接在计算机上编写程序,并验证程序是否正确。程序如图3所示。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
图3 系统设计程序
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
三、结束语
WWW.PLCJS.COM——可编程控制器技术门户
由于LOGO!使用方便、功能丰富、性能可靠、价格低廉,还可以缩短系统开发周期,降低产品成本。但由于要实现的功能较多,实现一项功能往往要几个模块的综合使用。与PLC相比,其在小点数开关量控制中性能相同,但造价比PLC低很多。所以有较高的推广价值
WW.W_PLC※JS_C,OM-PL,C-技.术_网
上一篇: PLC在送料机上的应用下一篇: 以PLC为控制核心的木工带锯机
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行