SIMATIC S7 过程控制系统在巴基斯坦LUCKY水泥厂的应用
日期:2008-3-12 12:19:17 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
摘要: 本文通过对SIEMENS S7过程控制系统的结构和功能特点的介绍,并结合它在水泥生产控制中的应用,将其中的系统配置及控制功能做了详细的描述分析。这对于今后SIMATIC S7过程控制系统系统在水泥应用具有一定的参考价值。
关键词:水泥厂 Profibus现场总线 过程控制站 组态
1 前言:
巴基斯坦LUCKY水泥厂C线建设工程是合肥水泥研究设计院在巴基斯坦一次性承建的四条日产3000吨水泥熟料生产线工程项目中的一个,也是巴基斯坦水泥工业发展规划的重点项目。该项工程由巴基斯坦LUCKY集团投资兴建。整个工程从2003年开始分步实施,由合肥水泥研究设计院提供从设计、供货到生产调试达产达标的一揽子服务。全部工程预计2006年6月竣工,届时将使得巴基斯坦LUCKY集团的水泥熟料生产能力达到日产17000吨,并将使得LUCKY集团成为巴基斯坦水泥制造业的龙头。该工程的四条水泥熟料生产线全部采用SIEMENS S7过程控制系统,本文将以C线项目为重点,从技术角度介绍SIEMENS S7过程控制系统在巴基斯坦LUCKY水泥厂的成功应用。
2 控制系统配置:
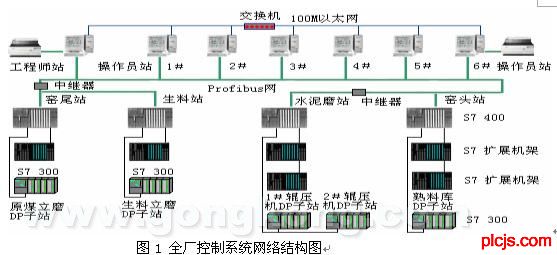
根据水泥生产的工艺要求及现场情况,我们采用 SIEMENS公司最先进的 SIMATIC S7 过程控制系统作为全厂的自动化系统硬件平台。整个系统由4个S7-400过程控制站,5个S7-300过程控制子站,6个操作员站和1个工程师站组成。全厂控制系统的主干网络采用Profibus网络,设生料、窑尾、窑头和水泥磨4个Profibus DP主站,以及生料立磨、原煤立磨、熟料库下料阀和两个辊压机共5个Profibus DP从站,从站是分布于全厂的各个大型设备自带的S7-300 PLC专用控制柜,整个控制系统的网络结构如图1所示。各从站与主站之间通过专用的屏蔽双绞线连接, 利用西门子公司Profibus现场总线中的DP技术进行数据通讯,并把现场将要采集的各传感器的控制信号就近接入Profibus DP主从站,这样不但可以最大限度的减少现场接线工作,而且因为走线距离短,可以减少信号衰减和各种干扰对信号的影响。
作为控制系统的主要组成部分的操作员站和工程师站,它们在物理上也挂接到Profibus网络上,但它们与作为网络主站的过程控制站之间的通讯不再是DP协议,而是S7协议。其中由于水泥磨现场控制站、窑尾现场控制站与中控室操作员站及工程师站之间的距离比较远,为保证通讯速率及可靠性,我们在它们之间增加了两个中继器以确保设计传输速率达1.5M。另在各操作员站和工程师站之间设100M以太网进行通讯,采用工业标准的TCP/IP通讯协议及接口,通过交换机可提供与全厂管理系统的局域网或广域网的安全通讯。
3 控制系统描述:
3.1过程控制站
S7-400过程控制站是SIMATIC S7 过程控制系统的基本部件,主机选用CPU412,集成高速的逻辑控制,综合的顺序控制和精确的连续控制,处理速率高达0.1ms/k,单台主机的模拟量处理能力可达2048点;使用国际标准的现场总线技术,支持远程I/O站的应用。它完成的主要控制功能是:顺序控制、模拟控制、逻辑控制、I/O监视。全厂4个S7-400过程控制站分布在生料磨、窑尾、窑头和水泥磨控制室内,接受来自现场的各种测量温度、压力、流量、阀位等过程变量传感器的4~20mA的模拟量以及马达开关量信号,所有过程站及Profibus DP从站的过程控制信息由Profibus网送往中控室,在中控室实现对生产过程的模拟控制和逻辑控制。
1)模拟控制,主要是指用来控制各种不同的连续和非连续生产过程,通过过程控制站从现场获取模拟、数字等输入信号,按照给定的算式和控制顺序来完成各种计算和控制,并向现场提供模拟和数字输出信号,同时也可以人为地输入控制策略来监视或改变过程操作。
2)逻辑控制,包括接点、锁存器、顺序器、计时器和计数器等元件。逻辑控制主要完成的功能为:①按一定顺序分组控制设备的启动和停机;②向工作站提供所有数字量信息,使其显示出所有设备的运行状态;③提供设备故障分析及报警。分布在全厂的4个S7-400过程控制站分别完成4个马达控制中心(MCC)的设备开停机和联锁顺序控制。4个MCC分别控制以下区域:①生料配料库、生料磨及生料均化库顶;②生料均化库底、窑尾预热器及废气处理系统;③回转窑、冷却机及熟料库;○4水泥配料、水泥磨及水泥库。
3.2操作员站及工程师站
设在中控室的操作员站及工程师站用来监视和操作整个生产过程,为控制系统提供通讯、显示及报表管理等功能,控制系统中所有的点都可以在工作站上进行显示和控制。作为控制系统的核心,我们选用7台P4 2.6GHz主频、256M内存、80G硬盘以及52倍速光盘驱动器的 DELL计算机并配以21DELL高性能的液晶显示器作为6个操作员站和1个工程师站,在计算机上除运行Windows 2000操作系统外,还运行西门子公司的Windows Control Center组态软件作为人机界面。
l)操作员站的主要功能是:①生产总貌显示;②动态控制流程图;③动态趋势图;④设备起停及控制回路操作、参数修改;⑤动态画面彩色拷贝;⑥实时报警及打印;⑦报表、历史数据记录、显示和打印;○8系统通讯自诊断及报告。它通过计算机屏幕将组态的信息以文本、画面、报警等多种形式呈现给管理人员。操作员可通过键盘和鼠标器作为输入端完成生产线的控制,进行各种组态以及控制参数的设定、画面的调用、设备的启动和停机;
2)根据生产维护的实际需要,整个系统配置一台工程师工作站(兼作操作员站)并配置系统组态及调试诊断软件WinCC和STEP 7。它不但可以与其他6套操作员站互为备用,在线全程监控生产过程,而且还可以在线、离线组态以及调试。通过工程师站完成:①对整个系统进行组态、调试、诊断;②实时监视系统运行;③在线修改程序;④现场诊断及维护。
4 控制系统的软件编程及组态设计:
SIMATIC S7 过程控制系统作为SIEMENS公司最先进的自动化系统硬件平台,与其他控制系统相比较,它具有控制功能强大、系统配置灵活、分散控制, 集中监视等主要特点和优势。我们在实际的使用过程中为了实现对生产及设备进行更好的管理,充分利用它的这些特点功能对其软件进行了二次组态开发,具体表现在以下几个方面:
1)在历史数据归档及查询组态设计中,我们运用WinCC的数据归档功能将与生产有关的参数的值做为期半年的存档,并通过连续曲线图的形式,表现于历史查询画面中。为了便于查询,我们还在每个画面中均设计有一个或几个曲线图窗口,窗口包括过程值的数值坐标,时间坐标,在当前时间坐标内的变化曲线,并有趋势图设置菜单条,包括模板调整、时间范围设定、局部放大等功能。这样用户可以随时查阅过去半年与生产有关的参数的值及其变化曲线。
2)在系统故障报警的组态设计中,我们按照生产工艺过程和要求、故障的主次程度,把报警共分为三个等级,把与生产关系最紧密的设备故障或最重要的过程值超过设定值被列为一级报警。二级、三级报警依次类推。对于一级报警,系统除在报警画面中作出相应提示外,还以警铃与警灯提醒用户报警的严重性。如果发生第二级报警,系统除在报警画面中作出相应提示外,还以警灯提醒用户这是次一级的报警。对于第三级报警,系统只在报警画面中作出相应提示。 在除报警画面以外的所有画面中的上部均有一个报警条,随时刷新出现的报警,报警条中包含报警级别,报警时间,报警设备等信息。操作人员在发现有报警出现后即可对报警设备作出及时的处理。为了便于操作人员区分观察,我们把报警条的显示分为三种型式: ①报警出现:此时报警条的颜色为红色.;②报警消失:此时报警条的颜色为绿色; ③报警确认:此时报警条的颜色为黄色。
WWW_P※LCJS_COM-PLC-)技.术_网
关键词:水泥厂 Profibus现场总线 过程控制站 组态
WWW_PLCJS@_COM%-PLC-技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
1 前言:
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
巴基斯坦LUCKY水泥厂C线建设工程是合肥水泥研究设计院在巴基斯坦一次性承建的四条日产3000吨水泥熟料生产线工程项目中的一个,也是巴基斯坦水泥工业发展规划的重点项目。该项工程由巴基斯坦LUCKY集团投资兴建。整个工程从2003年开始分步实施,由合肥水泥研究设计院提供从设计、供货到生产调试达产达标的一揽子服务。全部工程预计2006年6月竣工,届时将使得巴基斯坦LUCKY集团的水泥熟料生产能力达到日产17000吨,并将使得LUCKY集团成为巴基斯坦水泥制造业的龙头。该工程的四条水泥熟料生产线全部采用SIEMENS S7过程控制系统,本文将以C线项目为重点,从技术角度介绍SIEMENS S7过程控制系统在巴基斯坦LUCKY水泥厂的成功应用。
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
2 控制系统配置:
WWW_P※LCJS_COM-PLC-)技.术_网
根据水泥生产的工艺要求及现场情况,我们采用 SIEMENS公司最先进的 SIMATIC S7 过程控制系统作为全厂的自动化系统硬件平台。整个系统由4个S7-400过程控制站,5个S7-300过程控制子站,6个操作员站和1个工程师站组成。全厂控制系统的主干网络采用Profibus网络,设生料、窑尾、窑头和水泥磨4个Profibus DP主站,以及生料立磨、原煤立磨、熟料库下料阀和两个辊压机共5个Profibus DP从站,从站是分布于全厂的各个大型设备自带的S7-300 PLC专用控制柜,整个控制系统的网络结构如图1所示。各从站与主站之间通过专用的屏蔽双绞线连接, 利用西门子公司Profibus现场总线中的DP技术进行数据通讯,并把现场将要采集的各传感器的控制信号就近接入Profibus DP主从站,这样不但可以最大限度的减少现场接线工作,而且因为走线距离短,可以减少信号衰减和各种干扰对信号的影响。
WWW_P※LCJS_CO※M-PLC-技-.术_网
WWcW_PLCJS_COM-PLC-技.术_网
作为控制系统的主要组成部分的操作员站和工程师站,它们在物理上也挂接到Profibus网络上,但它们与作为网络主站的过程控制站之间的通讯不再是DP协议,而是S7协议。其中由于水泥磨现场控制站、窑尾现场控制站与中控室操作员站及工程师站之间的距离比较远,为保证通讯速率及可靠性,我们在它们之间增加了两个中继器以确保设计传输速率达1.5M。另在各操作员站和工程师站之间设100M以太网进行通讯,采用工业标准的TCP/IP通讯协议及接口,通过交换机可提供与全厂管理系统的局域网或广域网的安全通讯。
WWcW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
3 控制系统描述:
W1WW_P4LCJS_COM-PLC-技.术_网
3.1过程控制站
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
S7-400过程控制站是SIMATIC S7 过程控制系统的基本部件,主机选用CPU412,集成高速的逻辑控制,综合的顺序控制和精确的连续控制,处理速率高达0.1ms/k,单台主机的模拟量处理能力可达2048点;使用国际标准的现场总线技术,支持远程I/O站的应用。它完成的主要控制功能是:顺序控制、模拟控制、逻辑控制、I/O监视。全厂4个S7-400过程控制站分布在生料磨、窑尾、窑头和水泥磨控制室内,接受来自现场的各种测量温度、压力、流量、阀位等过程变量传感器的4~20mA的模拟量以及马达开关量信号,所有过程站及Profibus DP从站的过程控制信息由Profibus网送往中控室,在中控室实现对生产过程的模拟控制和逻辑控制。
——可——编——程——控-制-器-技——术——门——户
1)模拟控制,主要是指用来控制各种不同的连续和非连续生产过程,通过过程控制站从现场获取模拟、数字等输入信号,按照给定的算式和控制顺序来完成各种计算和控制,并向现场提供模拟和数字输出信号,同时也可以人为地输入控制策略来监视或改变过程操作。
WWcW_PLCJS_COM-PLC-技.术_网
2)逻辑控制,包括接点、锁存器、顺序器、计时器和计数器等元件。逻辑控制主要完成的功能为:①按一定顺序分组控制设备的启动和停机;②向工作站提供所有数字量信息,使其显示出所有设备的运行状态;③提供设备故障分析及报警。分布在全厂的4个S7-400过程控制站分别完成4个马达控制中心(MCC)的设备开停机和联锁顺序控制。4个MCC分别控制以下区域:①生料配料库、生料磨及生料均化库顶;②生料均化库底、窑尾预热器及废气处理系统;③回转窑、冷却机及熟料库;○4水泥配料、水泥磨及水泥库。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PL※CJS_COM-PLC-技.术_网
3.2操作员站及工程师站
——可——编——程——控-制-器-技——术——门——户
设在中控室的操作员站及工程师站用来监视和操作整个生产过程,为控制系统提供通讯、显示及报表管理等功能,控制系统中所有的点都可以在工作站上进行显示和控制。作为控制系统的核心,我们选用7台P4 2.6GHz主频、256M内存、80G硬盘以及52倍速光盘驱动器的 DELL计算机并配以21DELL高性能的液晶显示器作为6个操作员站和1个工程师站,在计算机上除运行Windows 2000操作系统外,还运行西门子公司的Windows Control Center组态软件作为人机界面。
WWW.PLCJS.COM——可编程控制器技术门户
l)操作员站的主要功能是:①生产总貌显示;②动态控制流程图;③动态趋势图;④设备起停及控制回路操作、参数修改;⑤动态画面彩色拷贝;⑥实时报警及打印;⑦报表、历史数据记录、显示和打印;○8系统通讯自诊断及报告。它通过计算机屏幕将组态的信息以文本、画面、报警等多种形式呈现给管理人员。操作员可通过键盘和鼠标器作为输入端完成生产线的控制,进行各种组态以及控制参数的设定、画面的调用、设备的启动和停机;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
2)根据生产维护的实际需要,整个系统配置一台工程师工作站(兼作操作员站)并配置系统组态及调试诊断软件WinCC和STEP 7。它不但可以与其他6套操作员站互为备用,在线全程监控生产过程,而且还可以在线、离线组态以及调试。通过工程师站完成:①对整个系统进行组态、调试、诊断;②实时监视系统运行;③在线修改程序;④现场诊断及维护。
W1WW_P4LCJS_COM-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
4 控制系统的软件编程及组态设计:
WW.W_PLC※JS_C,OM-PL,C-技.术_网
SIMATIC S7 过程控制系统作为SIEMENS公司最先进的自动化系统硬件平台,与其他控制系统相比较,它具有控制功能强大、系统配置灵活、分散控制, 集中监视等主要特点和优势。我们在实际的使用过程中为了实现对生产及设备进行更好的管理,充分利用它的这些特点功能对其软件进行了二次组态开发,具体表现在以下几个方面:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
1)在历史数据归档及查询组态设计中,我们运用WinCC的数据归档功能将与生产有关的参数的值做为期半年的存档,并通过连续曲线图的形式,表现于历史查询画面中。为了便于查询,我们还在每个画面中均设计有一个或几个曲线图窗口,窗口包括过程值的数值坐标,时间坐标,在当前时间坐标内的变化曲线,并有趋势图设置菜单条,包括模板调整、时间范围设定、局部放大等功能。这样用户可以随时查阅过去半年与生产有关的参数的值及其变化曲线。
WWW_P※LCJS_COM-PLC-)技.术_网
2)在系统故障报警的组态设计中,我们按照生产工艺过程和要求、故障的主次程度,把报警共分为三个等级,把与生产关系最紧密的设备故障或最重要的过程值超过设定值被列为一级报警。二级、三级报警依次类推。对于一级报警,系统除在报警画面中作出相应提示外,还以警铃与警灯提醒用户报警的严重性。如果发生第二级报警,系统除在报警画面中作出相应提示外,还以警灯提醒用户这是次一级的报警。对于第三级报警,系统只在报警画面中作出相应提示。 在除报警画面以外的所有画面中的上部均有一个报警条,随时刷新出现的报警,报警条中包含报警级别,报警时间,报警设备等信息。操作人员在发现有报警出现后即可对报警设备作出及时的处理。为了便于操作人员区分观察,我们把报警条的显示分为三种型式: ①报警出现:此时报警条的颜色为红色.;②报警消失:此时报警条的颜色为绿色; ③报警确认:此时报警条的颜色为黄色。
本新闻共2页,当前在第1页1 2
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
上一篇: 重庆皇冠假日酒店楼宇控制系统设计方案下一篇: 紫金桥组态软件在摩擦焊领域的应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行