力控在炼油厂制蜡氨压机控制中的应用
日期:2006-8-15 23:38:51 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
力控在炼油厂制蜡氨压机控制中的应用
炼油厂制蜡装置是利用炼油分解所剩下的蜡油原料来制造成品蜡的。氨压机在制蜡车间的作用是把氨气加压使其液化,利用氨气气化时吸收的热量,使液态蜡凝固成型,完成制蜡的全部过程。在制蜡装置中,氨压机的平稳操作对保证全装置正常生产有着举足轻重的作用。
下面以大庆油田化工总厂炼油厂制蜡装置氨压机的控制系统为例,来说明氨压机的控制方案和力控组态软件的应用方法。
工艺过程与控制方案设计
1 工艺过程
氨压机使用的是蜗杆式压缩机,它由一个电动机通过一个挠性连轴器来驱动。冷却剂(氨)经压缩机压缩后进入分离器内,油位于分离器的较低部分,冷却剂通过过滤器进入到蒸汽凝结器中。凝结后的冷却剂经过压力调节器流到收集器中。循环器中的液位控制器启动电磁阀,使冷却剂从收集器内进入位于循环器内的冷却剂驱动泵,将冷却剂送入制蜡设备中,然后返回循环器。液态冷却剂(收集器中)连续流进压缩机的液体注入口,以确保压缩机泄流温度为54.4℃(130F)。分离器中的油由分离器中的压力驱动流过过滤器,进入滑阀及压缩机。如果油分离器内的压力不够高(低于207Kpa(30lb/in2)的油与气间压力),润滑油泵将启动,以补充所需的压力差。
2 系统构成
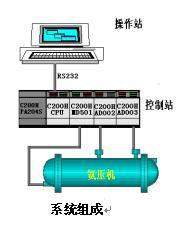
本控制系统主要是由操作站和控制站两个部分所组成,各部分分别由不同的硬件和软件组成。
操作站
操作站主要由计算机主机、薄膜式操作键盘、液晶显示屏等组成。采用力控作为平台软件。
控制站
控制站采用日本OMRON公司的可编程控制器。可编程控制器完成实时数据的采集、逻辑运算和控制输出、与操作站通讯等任务。
操作站通过RS232电缆与PLC进行通讯。
现场执行器的动作可以通过RS232通讯电缆由PLC传递给操作站,操作员可在操作站上监视和控制现场的压缩机,并能对每天的运行情况进行自动汇总,形成报表,对运行中出现的报警给予及时的处理。
控制站PLC由CPU底板C200H-BC051-V2、电源C200H-P204S、CPU模块C200H-42-E、数字量输入/输出模块C200H-MD501、模拟量输入模块C200-AD002、C200H-AD003等组成。
控制过程
自动运行时压缩机按照预先设置的程序,根据对外部条件的判断,顺序启动压缩机。首先,油加热器根据油池温度的高低决定对油池加温或不加温。主油泵启动(系统默认1#泵为主油泵),如果此时油压在报警值以下5秒,副油泵也将启动,待油压升高到报警上限时,副油泵停止。如果油压在1分钟内达不到正常值,将导致在低油压下启动失败。在油压正常,滑阀位置在最小设定值以内,进口压力升到报警值以上,无报警无故障输出的情况下,启动压缩机(系统默认已切除 斜坡控制脉冲),同时油加热器将停止加热。现场故障或手动停车可使压缩机立即停机。自动运行、手动运行状态、氨循环系统是独立的,通过“主操作画面”的“氨循环”、“氨循环停”操作。
系统停机时按顺序停机

特殊控制
根据压缩机自身性能特点和生产工艺要求,在对其进行控制时,需要采取一些特殊的控制方法。
斜坡控制
加载或卸载时,特别是加载时,压缩机马达电流波动幅度较大,影响其寿命,为此在加载时控制加载量引入斜坡控制的概念。对加载而言,带斜坡加载时的情况如图,图中虚线就是载荷上升的曲线。
增大脉冲间隔时间,可使载荷变化趋势变缓;减小脉冲长度系数,也使载荷变化趋势变缓。相反,减小脉冲间隔时间,可使载荷变化趋势变陡;增大脉冲长度系数,也使载荷变化趋势变陡。生产中,可以根据实际情况确定一组较理想的参数。
WWW_P※LCJS_CO※M-PLC-技-.术_网
炼油厂制蜡装置是利用炼油分解所剩下的蜡油原料来制造成品蜡的。氨压机在制蜡车间的作用是把氨气加压使其液化,利用氨气气化时吸收的热量,使液态蜡凝固成型,完成制蜡的全部过程。在制蜡装置中,氨压机的平稳操作对保证全装置正常生产有着举足轻重的作用。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
下面以大庆油田化工总厂炼油厂制蜡装置氨压机的控制系统为例,来说明氨压机的控制方案和力控组态软件的应用方法。
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
WWW_PLCJS@_COM%-PLC-技.术_网
WWW_P※LCJS_CO※M-PLC-技-.术_网
工艺过程与控制方案设计
P.L.C.技.术.网——可编程控制器技术门户
1 工艺过程
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
氨压机使用的是蜗杆式压缩机,它由一个电动机通过一个挠性连轴器来驱动。冷却剂(氨)经压缩机压缩后进入分离器内,油位于分离器的较低部分,冷却剂通过过滤器进入到蒸汽凝结器中。凝结后的冷却剂经过压力调节器流到收集器中。循环器中的液位控制器启动电磁阀,使冷却剂从收集器内进入位于循环器内的冷却剂驱动泵,将冷却剂送入制蜡设备中,然后返回循环器。液态冷却剂(收集器中)连续流进压缩机的液体注入口,以确保压缩机泄流温度为54.4℃(130F)。分离器中的油由分离器中的压力驱动流过过滤器,进入滑阀及压缩机。如果油分离器内的压力不够高(低于207Kpa(30lb/in2)的油与气间压力),润滑油泵将启动,以补充所需的压力差。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW_PL※CJS_COM-PLC-技.术_网
2 系统构成
——可——编——程——控-制-器-技——术——门——户
本控制系统主要是由操作站和控制站两个部分所组成,各部分分别由不同的硬件和软件组成。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
操作站
plcjs.技.术_网
操作站主要由计算机主机、薄膜式操作键盘、液晶显示屏等组成。采用力控作为平台软件。
WWW_PLC※JS_COM-PmLC-技.术_网
控制站
WWW_P※LCJS_COM-PLC-)技.术_网
控制站采用日本OMRON公司的可编程控制器。可编程控制器完成实时数据的采集、逻辑运算和控制输出、与操作站通讯等任务。
WW.W_PLCJS_COM-PLC-技.术_网
操作站通过RS232电缆与PLC进行通讯。
WWW_P※LCJS_COM-PLC-)技.术_网
现场执行器的动作可以通过RS232通讯电缆由PLC传递给操作站,操作员可在操作站上监视和控制现场的压缩机,并能对每天的运行情况进行自动汇总,形成报表,对运行中出现的报警给予及时的处理。
WWW_PLC※JS_COM-PmLC-技.术_网
控制站PLC由CPU底板C200H-BC051-V2、电源C200H-P204S、CPU模块C200H-42-E、数字量输入/输出模块C200H-MD501、模拟量输入模块C200-AD002、C200H-AD003等组成。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
控制过程
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
自动运行时压缩机按照预先设置的程序,根据对外部条件的判断,顺序启动压缩机。首先,油加热器根据油池温度的高低决定对油池加温或不加温。主油泵启动(系统默认1#泵为主油泵),如果此时油压在报警值以下5秒,副油泵也将启动,待油压升高到报警上限时,副油泵停止。如果油压在1分钟内达不到正常值,将导致在低油压下启动失败。在油压正常,滑阀位置在最小设定值以内,进口压力升到报警值以上,无报警无故障输出的情况下,启动压缩机(系统默认已切除 斜坡控制脉冲),同时油加热器将停止加热。现场故障或手动停车可使压缩机立即停机。自动运行、手动运行状态、氨循环系统是独立的,通过“主操作画面”的“氨循环”、“氨循环停”操作。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
W1WW_P4LCJS_COM-PLC-技.术_网
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_P※LCJS_CO※M-PLC-技-.术_网
WW.W_PLCJS_COM-PLC-技.术_网
系统停机时按顺序停机
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
——可——编——程——控-制-器-技——术——门——户
WW.W_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PL※CJS_COM-PLC-技.术_网
特殊控制
WWcW_PLCJS_COM-PLC-技.术_网
根据压缩机自身性能特点和生产工艺要求,在对其进行控制时,需要采取一些特殊的控制方法。
WWW_PLCJS_COM-PLC-技.术_网
——可——编——程——控-制-器-技——术——门——户
斜坡控制
WWW.PLCJS.COM——可编程控制器技术门户
加载或卸载时,特别是加载时,压缩机马达电流波动幅度较大,影响其寿命,为此在加载时控制加载量引入斜坡控制的概念。对加载而言,带斜坡加载时的情况如图,图中虚线就是载荷上升的曲线。
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLCJS@_COM%-PLC-技.术_网
WWcW_PLCJS_COM-PLC-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WWW_PLC※JS_COM-PmLC-技.术_网
增大脉冲间隔时间,可使载荷变化趋势变缓;减小脉冲长度系数,也使载荷变化趋势变缓。相反,减小脉冲间隔时间,可使载荷变化趋势变陡;增大脉冲长度系数,也使载荷变化趋势变陡。生产中,可以根据实际情况确定一组较理想的参数。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
上一篇: 轻松制作安装盘下一篇: 力控实时数据库系统的功能
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行