基于FX2N-1PG定位模块的可编程逻辑控制器位置控制
日期:2008-1-9 18:58:59 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
对单片机、工控机进行位置控制来说,采用可靠性高,程序编辑、修改和调试便捷的可编程逻辑控制器(PLC)以及定位模块集成进行位置控制,无须花太多的精力放在硬件处理上,采用积木式结构便可很快形成控制系统。
定位模块FX2N-1PG是三菱PLC功能模块之一 ,可单轴控制,脉冲输出最大可达100 KB/s。针对定位控制的特点,该模块具有完善的控制参数设定,如定位目标跟踪、运行速度、爬行速度、加减速时间等。这些参数都可通过PLC的FROM/TO指令设定。除高速响应输出外,还有常用的输入控制,如正反限位开关、STOP、DOG(回参考点开关信号)、PG0(参考点信号)等。此外,还内置了许多软控制位,如返回原点、向前、向后等。对这些特定的功能,只要通过设置特定的缓冲单元已定义的位就可实现。
1、系统组成
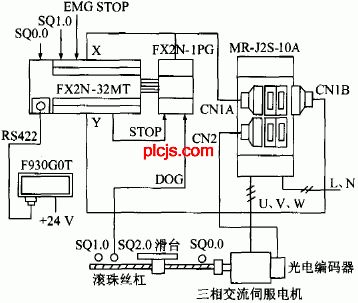
图1是采用FX2N-1PG定位模块的位置控制系统组成。其中:滑台的定位控制由交流伺服电机通过滚珠丝杠来带动,滑台的正反向运动由电机的正反转控制,滑台移动的速度由电机的转速决定。伺服电机由MR-J2S伺服装置驱动,MRJ2S接受FX2N-1PG定位模块发出的正向或反向位置脉冲信号;FX2N-1 PG和FX2N-32MT通过数据线连接,进行数据通信。位置和速度数据由触摸屏F930GOT通过RS422输入。
伺服电机末端的光电编码器将丝杠的角位移和电机转速以脉冲的形式反馈至MR-J2S的CN2口,在MR-J2S中完成位置控制和速度控制。整个位置控制系统实际上是位置半闭环的伺服系统。
图1 控制系统组成
2、系统接口
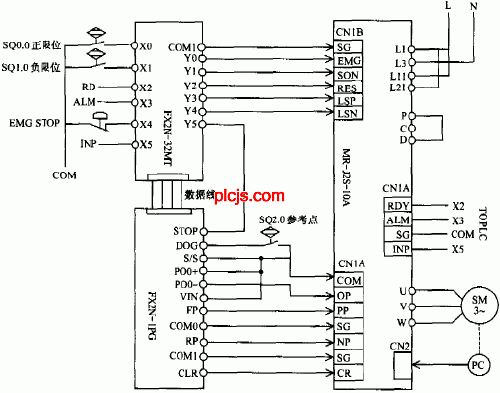
图2是位置控制系统的接口示意图。
端口定义如下:
x0——正限位,接近开关SQO.0输入;
x1——负限位,接近开关SQ1.0输入;
x2——伺服准备好输入信号,来自MR-J2S伺服驱动SV RDY输出;
x3——伺服报警输入,来自MR-J2S伺服报警ALM输出;
x4——紧停开关输入;
X5——伺服结束信号输入,来自MR-J2S伺服驱动INP输出;
Y0——紧停输出;
Yl——伺服ON;
Y2——复位输出;
Y3——伺服正限位输出;
Y4——伺服负限位输出;
Y5——伺服停止输出。
回参考点接近开关SQ2.0与定位模块FX2N-1PG的DOG相接,FX2N.1PG的正向FP和反向RP脉冲输出口分别与MR J2S的PP和NP口相接,其余连线按标准连接。
3、程序编制
位置控制PLC程序由FX-PCS/WIN-C编程软件实现。程序由定位模块初始设定、参数计算、位置编辑及执行、伺服状态指示和报警等部分组成。
3.1 定位模块初始化设定
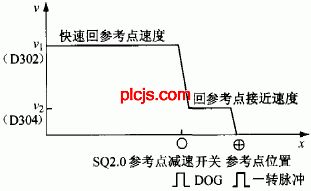
在全行程位移x上,定位模块初始化设定完成手动速度最高值设定、回参考点速度和接近速度设定、加减速时间设定、标志和状态显示设定等。其中,回参考点如图3所示。
图3 回参考点示意图
回参考点功能启动后,滑块先以v1速度快速向参考点方向运动,碰到减速开关SQ2.0产生DOG信号,伺服电机转速迅速降低,滑块以v2接近速度慢速移动。当增量式光电编码器产生一转脉冲(零标志)时,电机停止,滑块所停位置即为参考点位置。回参考点PLC梯形图如图4所示。
0、引 言
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
对单片机、工控机进行位置控制来说,采用可靠性高,程序编辑、修改和调试便捷的可编程逻辑控制器(PLC)以及定位模块集成进行位置控制,无须花太多的精力放在硬件处理上,采用积木式结构便可很快形成控制系统。
WWW_P※LCJS_COM-PLC-)技.术_网
定位模块FX2N-1PG是三菱PLC功能模块之一 ,可单轴控制,脉冲输出最大可达100 KB/s。针对定位控制的特点,该模块具有完善的控制参数设定,如定位目标跟踪、运行速度、爬行速度、加减速时间等。这些参数都可通过PLC的FROM/TO指令设定。除高速响应输出外,还有常用的输入控制,如正反限位开关、STOP、DOG(回参考点开关信号)、PG0(参考点信号)等。此外,还内置了许多软控制位,如返回原点、向前、向后等。对这些特定的功能,只要通过设置特定的缓冲单元已定义的位就可实现。
WWW_PL※CJS_COM-PLC-技.术_网
1、系统组成
WWW_P※LCJS_CO※M-PLC-技-.术_网
图1是采用FX2N-1PG定位模块的位置控制系统组成。其中:滑台的定位控制由交流伺服电机通过滚珠丝杠来带动,滑台的正反向运动由电机的正反转控制,滑台移动的速度由电机的转速决定。伺服电机由MR-J2S伺服装置驱动,MRJ2S接受FX2N-1PG定位模块发出的正向或反向位置脉冲信号;FX2N-1 PG和FX2N-32MT通过数据线连接,进行数据通信。位置和速度数据由触摸屏F930GOT通过RS422输入。
WWW_P※LCJS_COM-PLC-)技.术_网
伺服电机末端的光电编码器将丝杠的角位移和电机转速以脉冲的形式反馈至MR-J2S的CN2口,在MR-J2S中完成位置控制和速度控制。整个位置控制系统实际上是位置半闭环的伺服系统。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
图1 控制系统组成
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLCJS@_COM%-PLC-技.术_网
2、系统接口
WWW_PLCJS@_COM%-PLC-技.术_网
图2是位置控制系统的接口示意图。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
图2 系统接口
WWW_PLCJS@_COM%-PLC-技.术_网
P.L.C.技.术.网——可编程控制器技术门户
端口定义如下:
WW.W_PLCJS_COM-PLC-技.术_网
x0——正限位,接近开关SQO.0输入;
W1WW_P4LCJS_COM-PLC-技.术_网
x1——负限位,接近开关SQ1.0输入;
——可——编——程——控-制-器-技——术——门——户
x2——伺服准备好输入信号,来自MR-J2S伺服驱动SV RDY输出;
W1WW_P4LCJS_COM-PLC-技.术_网
x3——伺服报警输入,来自MR-J2S伺服报警ALM输出;
WWW.PLCJS.COM——可编程控制器技术门户
x4——紧停开关输入;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
X5——伺服结束信号输入,来自MR-J2S伺服驱动INP输出;
WWW_P※LCJS_CO※M-PLC-技-.术_网
Y0——紧停输出;
WWW_PLCJS@_COM%-PLC-技.术_网
Yl——伺服ON;
W1WW_P4LCJS_COM-PLC-技.术_网
Y2——复位输出;
WWW_PL※CJS_COM-PLC-技.术_网
Y3——伺服正限位输出;
WWW_PLCJS_COM-PLC-技.术_网
Y4——伺服负限位输出;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
Y5——伺服停止输出。
——可——编——程——控-制-器-技——术——门——户
回参考点接近开关SQ2.0与定位模块FX2N-1PG的DOG相接,FX2N.1PG的正向FP和反向RP脉冲输出口分别与MR J2S的PP和NP口相接,其余连线按标准连接。
WWW_PLCJS@_COM%-PLC-技.术_网
3、程序编制
P.L.C.技.术.网——可编程控制器技术门户
位置控制PLC程序由FX-PCS/WIN-C编程软件实现。程序由定位模块初始设定、参数计算、位置编辑及执行、伺服状态指示和报警等部分组成。
——可——编——程——控-制-器-技——术——门——户
3.1 定位模块初始化设定
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
在全行程位移x上,定位模块初始化设定完成手动速度最高值设定、回参考点速度和接近速度设定、加减速时间设定、标志和状态显示设定等。其中,回参考点如图3所示。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图3 回参考点示意图
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
回参考点功能启动后,滑块先以v1速度快速向参考点方向运动,碰到减速开关SQ2.0产生DOG信号,伺服电机转速迅速降低,滑块以v2接近速度慢速移动。当增量式光电编码器产生一转脉冲(零标志)时,电机停止,滑块所停位置即为参考点位置。回参考点PLC梯形图如图4所示。
本新闻共2页,当前在第1页1 2
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
上一篇: 三菱可程序设计控制器系列软件介绍下一篇: 三菱变频器故障报警信号及处理方法
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行