多伺服电机的同步控制
日期:2009-7-30 22:19:43 来源:中国工控网
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.
1 引言
随着现代科学技术的发展,机电一体化水平的提高,伺服电机已越来越成为现代工业自动化系统中的一个重要执行元件。由于其具有结构紧凑、控制容易、运行稳定、响应快等优异特性,在自动化程度高、需精确控制速度、位置、力矩等的场合,如印刷机械、造纸机械、纺织机械、工业机器人、高速电梯、数控机床等重要行业中,得到了普遍的应用。在许多工业自动化系统中,经常需要同时使用多个伺服电机,当各伺服电机之间存在速度、位置等约束时,就需要采取适当的控制策略对各电机的运转进行协调控制,以满足实际的需要。本文以一种粗纱机传动控制系统为例,来讨论多伺服电机的同步控制问题。
2 粗纱机传动控制系统的同步要求
粗纱机是将精并后的熟棉条加工成不同支数和不同捻度的粗纱的设备,在棉纺织工业设备中,粗纱机的速度控制一直是被认为比较复杂的。粗纱机的主传动系统分为四部分:(1)锭翼部分;(2)罗拉牵伸部分;(3)筒管的卷绕部分;(4)龙筋的升降部分。
四个传动部分中,罗拉的牵伸速度与锭翼的转动速度成一定的比例关系。而根据粗纱机的卷绕运动规律,要求筒管的卷绕转速与龙筋的升降速度应随筒管卷绕直径的增大而减小,而且为了保证纺纱张力的稳定,在纺纱的不同阶段采用不同的张力系数进行调节。但在同一卷绕层上,筒管的卷绕转速与龙筋的升降速度又与锭翼的转速保持了一定的比例关系。所以这四个传动部分之间存在一种较复杂的速度同步要求。
在粗纱的纺制过程中,能否很好地实现四个传动部分之间这种复杂的速度同步关系,直接关系到粗纱机的生产效率与粗纱的质量。为此,在该系统中采用了四个高精度的德国伦茨9300系列三相异步伺服电机,来作为四个传动部分的驱动。
四个伺服电机的速度关系如图1所示。其中:nl—n4,分别为锭翼电机、罗拉电机机、筒管电机的转速;
龙筋电
a、b为比例常数;
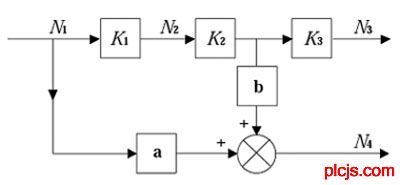
图1 四个伺服电机的速度关系示意图
k1、k2、k3为变比例系数。
棉条的捻度确定,k1就确定。棉条的轴向密度确定,k3就确定。系数k2比较复杂,不仅与卷绕直径有关,还与张力系数有关,但在某一确定的卷绕层k2亦可确定。
3 伦茨伺服电机的系统特性
伦茨伺服电机由一台电机与一个伺服控制器配套组成,采用高精度的旋转变压器建立速度和位置反馈,构成精确的伺服控制系统。
伺服控制器提供了CAN的总线接口X4。CAN总线是一种有效支持分布式控制和实时控制的串行通信网络,由于其高性能、高可靠性、实时性好、设计独特、配置灵活等特性,已广泛应用于控制系统中的各检测和执行机构之间的数据通信。通过CAN总线,多台伺服电机可以组成灵活高效的通讯测控网络,在CAN网上,伺服电机不仅可以与上位主机进行通讯,进行控制和参数设定,而且伺服电机之间亦可以进行快速的数据交换,速度给定值、速度实际值以及各种控制信息和状态信息都可以通过总线在伺服电机之间进行传递,为实现多伺服电机的速度同步控制提供了重要条件。
同时,伦茨伺服控制器还提供数字频率输入口X9与数字频率输出口X10,使各伺服电机之间可以使用数频线相连接,构成数频级联,通过数频线进行速度设定值等信号的精确可靠的传输。
在本系统中,就是要利用伺服电机的这些特性来实现多伺服电机的速度同步控制。
4 多伺服电机的速度同步控制系统
为了实现锭翼、罗拉、筒管、龙筋四个伺服电机的复杂的速度同步关系,将四个伺服电机的伺服控制器与工控机都挂接到CAN总线上,构成以工控机为主控中心的CAN网络。而四个伺服控制器之间则采用数频线依次将各伺服控制器的数频输出口X10与下一伺服控制器的数频输人口X9相连,形成数频级联。系统控制框图如图2所示。
通过接插在扩展槽上的CAN通讯适配卡,工控机可以方便实时地与各伺服电机进行通讯,获取各伺服电机的速度相位信息及各种状态信息,向各伺服电机发送速度控制等信号,并按照控制的需要对伺服控制器的各种参数进行实时的修改。而在各伺服电机之间则通过CAN的过程数据通道进行快速的数据交换。
数频级联是纯粹的数字信号传输,在每个伺服控制器内部,对于所给定的设定值进行处理计算,产生
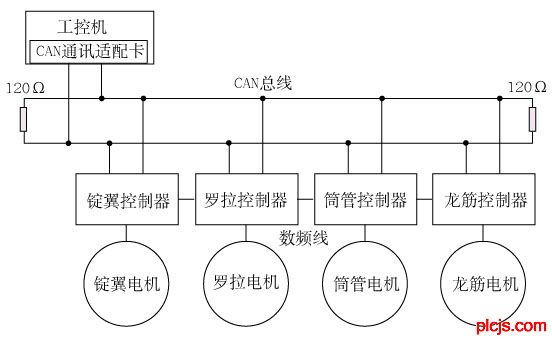
图2 粗纱机多伺服电机的控制框图
数字频率信号,由数频输出口X10输出,作为下一级伺服控制器的给定信号,从下一级伺服控制器的数频输入口X9输入。采用这种数频级联方式进行信号传输非常精确,具有很强的可靠性,能很方便的实现多台伺服电机的同步运行。伺服控制器内部提供了一个级联系数,可任意调节上下级伺服电机之间的转速比率。级联系数调节范围为:-32767~+32767,调节范围很大,调节精度也足够。当然,除了调节级联系数,还可以通过调节伺服控制器内设的齿轮箱变速比或利用伺服控制器内部丰富的功能模块按照实际需要进行灵活配置等方法获取我们所需的上下级伺服电机之间的转速比率。
在本系统中,由工控机通过CAN总线向锭翼伺服控制器直接发送速度控制指令,去驱动锭翼电机的运转,并产生相应的数频输出信号,经数频线传给罗拉伺服控制器。在罗拉控制器内,数频输入信号与配置在该控制器内的参数k1进行运算,作为罗拉电机的控制信号,控制罗拉电机的速度。系数k2、k3,均配置在龙筋电机的伺服控制器内,从龙筋控制器数频输人口输入的与罗拉电机速度相对应的数频信号,与k1作运算后,一方面继续与系数k3作运算,去控制龙筋电机的运转,另一方面产生数频输出信号,提供给筒管伺服控制器。由于筒管电机的速度控制相对比较复杂,若直接由数频输入信号进行控制,则需要在筒管控制器中配置一个与k2,相关的变系数,会增加系统配置的难度,给系数的实时修改增加不便。所以在筒管伺服控制器的给定信号上,分两部分引入,一部分来自龙筋伺服控制器提供的数频输出信号,另一部分则是通过CAN的过程数据通道直接传输的来自锭翼伺服控制器的锭翼电机的转速给定信号。这两部分输入分别与配置在筒管伺服控制器中的常系数a、b作乘法运算后求和,就得到了筒管电机的速度控制信号,对筒管电机的运转进行控制。
在纺纱过程中,由工控机通过CAN总线对罗拉和简管伺服控制器中所配置的系数k1、k2、k3进行实时修改。由于棉条的捻度、轴向密度一确定,k1、k3即可确定,所以k1、k3一般只要在纺纱开始前一次设定即可,只在必要时,才会在纺纱过程中对k1、k3进行实时修改。系数k2则在纺纱的不同卷绕层均不同,可在层与层之间切换时,由工控机发送修改系数k2的指令,依据粗纱机卷绕规律和数学模型,对k2进行修改。
5 结束语
本文以粗纱机传动控制系统为例,详细介绍了一种多伺服电机同步控制系统的构成与具体实现,在本系统的试验运行中取得了很好的速度同步效果。
这种方法实现同步控制的特点在于充分利用伺服电机本身的功能特性,即可以得到很好的同步性能,使用户在实际的工业应用中能很容易地实现灵活、可靠的同步控制。
WWW_PLCJS_COM-PLC-技.术_网
1 引言
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWcW_PLCJS_COM-PLC-技.术_网
随着现代科学技术的发展,机电一体化水平的提高,伺服电机已越来越成为现代工业自动化系统中的一个重要执行元件。由于其具有结构紧凑、控制容易、运行稳定、响应快等优异特性,在自动化程度高、需精确控制速度、位置、力矩等的场合,如印刷机械、造纸机械、纺织机械、工业机器人、高速电梯、数控机床等重要行业中,得到了普遍的应用。在许多工业自动化系统中,经常需要同时使用多个伺服电机,当各伺服电机之间存在速度、位置等约束时,就需要采取适当的控制策略对各电机的运转进行协调控制,以满足实际的需要。本文以一种粗纱机传动控制系统为例,来讨论多伺服电机的同步控制问题。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
2 粗纱机传动控制系统的同步要求
WWcW_PLCJS_COM-PLC-技.术_网
WWW_PLCJS_COM-PLC-技.术_网
粗纱机是将精并后的熟棉条加工成不同支数和不同捻度的粗纱的设备,在棉纺织工业设备中,粗纱机的速度控制一直是被认为比较复杂的。粗纱机的主传动系统分为四部分:(1)锭翼部分;(2)罗拉牵伸部分;(3)筒管的卷绕部分;(4)龙筋的升降部分。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
四个传动部分中,罗拉的牵伸速度与锭翼的转动速度成一定的比例关系。而根据粗纱机的卷绕运动规律,要求筒管的卷绕转速与龙筋的升降速度应随筒管卷绕直径的增大而减小,而且为了保证纺纱张力的稳定,在纺纱的不同阶段采用不同的张力系数进行调节。但在同一卷绕层上,筒管的卷绕转速与龙筋的升降速度又与锭翼的转速保持了一定的比例关系。所以这四个传动部分之间存在一种较复杂的速度同步要求。
WWW_P※LCJS_COM-PLC-)技.术_网
在粗纱的纺制过程中,能否很好地实现四个传动部分之间这种复杂的速度同步关系,直接关系到粗纱机的生产效率与粗纱的质量。为此,在该系统中采用了四个高精度的德国伦茨9300系列三相异步伺服电机,来作为四个传动部分的驱动。
WWW_P※LCJS_COM-PLC-)技.术_网
四个伺服电机的速度关系如图1所示。其中:nl—n4,分别为锭翼电机、罗拉电机机、筒管电机的转速;
WWW_PLC※JS_COM-PmLC-技.术_网
龙筋电
plcjs.技.术_网
a、b为比例常数;
WWW_P※LCJS_COM-PLC-)技.术_网
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
WW.W_PLC※JS_C,OM-PL,C-技.术_网
图1 四个伺服电机的速度关系示意图
WWW_PLCJS@_COM%-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
k1、k2、k3为变比例系数。
WWW_PLCJS@_COM%-PLC-技.术_网
棉条的捻度确定,k1就确定。棉条的轴向密度确定,k3就确定。系数k2比较复杂,不仅与卷绕直径有关,还与张力系数有关,但在某一确定的卷绕层k2亦可确定。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
3 伦茨伺服电机的系统特性
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
WWW_P※LCJS_COM-PLC-)技.术_网
伦茨伺服电机由一台电机与一个伺服控制器配套组成,采用高精度的旋转变压器建立速度和位置反馈,构成精确的伺服控制系统。
WWW_PLCJS@_COM%-PLC-技.术_网
伺服控制器提供了CAN的总线接口X4。CAN总线是一种有效支持分布式控制和实时控制的串行通信网络,由于其高性能、高可靠性、实时性好、设计独特、配置灵活等特性,已广泛应用于控制系统中的各检测和执行机构之间的数据通信。通过CAN总线,多台伺服电机可以组成灵活高效的通讯测控网络,在CAN网上,伺服电机不仅可以与上位主机进行通讯,进行控制和参数设定,而且伺服电机之间亦可以进行快速的数据交换,速度给定值、速度实际值以及各种控制信息和状态信息都可以通过总线在伺服电机之间进行传递,为实现多伺服电机的速度同步控制提供了重要条件。
WWcW_PLCJS_COM-PLC-技.术_网
同时,伦茨伺服控制器还提供数字频率输入口X9与数字频率输出口X10,使各伺服电机之间可以使用数频线相连接,构成数频级联,通过数频线进行速度设定值等信号的精确可靠的传输。
WWW_P※LCJS_CO※M-PLC-技-.术_网
在本系统中,就是要利用伺服电机的这些特性来实现多伺服电机的速度同步控制。
WWW_PLCJS_COM-PLC-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
4 多伺服电机的速度同步控制系统
WWW_P※LCJS_COM-PLC-)技.术_网
为了实现锭翼、罗拉、筒管、龙筋四个伺服电机的复杂的速度同步关系,将四个伺服电机的伺服控制器与工控机都挂接到CAN总线上,构成以工控机为主控中心的CAN网络。而四个伺服控制器之间则采用数频线依次将各伺服控制器的数频输出口X10与下一伺服控制器的数频输人口X9相连,形成数频级联。系统控制框图如图2所示。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
通过接插在扩展槽上的CAN通讯适配卡,工控机可以方便实时地与各伺服电机进行通讯,获取各伺服电机的速度相位信息及各种状态信息,向各伺服电机发送速度控制等信号,并按照控制的需要对伺服控制器的各种参数进行实时的修改。而在各伺服电机之间则通过CAN的过程数据通道进行快速的数据交换。
WWW.PLCJS.COM——可编程控制器技术门户
数频级联是纯粹的数字信号传输,在每个伺服控制器内部,对于所给定的设定值进行处理计算,产生
plcjs.技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
图2 粗纱机多伺服电机的控制框图
WWW_PL※CJS_COM-PLC-技.术_网
数字频率信号,由数频输出口X10输出,作为下一级伺服控制器的给定信号,从下一级伺服控制器的数频输入口X9输入。采用这种数频级联方式进行信号传输非常精确,具有很强的可靠性,能很方便的实现多台伺服电机的同步运行。伺服控制器内部提供了一个级联系数,可任意调节上下级伺服电机之间的转速比率。级联系数调节范围为:-32767~+32767,调节范围很大,调节精度也足够。当然,除了调节级联系数,还可以通过调节伺服控制器内设的齿轮箱变速比或利用伺服控制器内部丰富的功能模块按照实际需要进行灵活配置等方法获取我们所需的上下级伺服电机之间的转速比率。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
在本系统中,由工控机通过CAN总线向锭翼伺服控制器直接发送速度控制指令,去驱动锭翼电机的运转,并产生相应的数频输出信号,经数频线传给罗拉伺服控制器。在罗拉控制器内,数频输入信号与配置在该控制器内的参数k1进行运算,作为罗拉电机的控制信号,控制罗拉电机的速度。系数k2、k3,均配置在龙筋电机的伺服控制器内,从龙筋控制器数频输人口输入的与罗拉电机速度相对应的数频信号,与k1作运算后,一方面继续与系数k3作运算,去控制龙筋电机的运转,另一方面产生数频输出信号,提供给筒管伺服控制器。由于筒管电机的速度控制相对比较复杂,若直接由数频输入信号进行控制,则需要在筒管控制器中配置一个与k2,相关的变系数,会增加系统配置的难度,给系数的实时修改增加不便。所以在筒管伺服控制器的给定信号上,分两部分引入,一部分来自龙筋伺服控制器提供的数频输出信号,另一部分则是通过CAN的过程数据通道直接传输的来自锭翼伺服控制器的锭翼电机的转速给定信号。这两部分输入分别与配置在筒管伺服控制器中的常系数a、b作乘法运算后求和,就得到了筒管电机的速度控制信号,对筒管电机的运转进行控制。
plcjs.技.术_网
在纺纱过程中,由工控机通过CAN总线对罗拉和简管伺服控制器中所配置的系数k1、k2、k3进行实时修改。由于棉条的捻度、轴向密度一确定,k1、k3即可确定,所以k1、k3一般只要在纺纱开始前一次设定即可,只在必要时,才会在纺纱过程中对k1、k3进行实时修改。系数k2则在纺纱的不同卷绕层均不同,可在层与层之间切换时,由工控机发送修改系数k2的指令,依据粗纱机卷绕规律和数学模型,对k2进行修改。
plcjs.技.术_网
WW.W_PLC※JS_C,OM-PL,C-技.术_网
5 结束语
W1WW_P4LCJS_COM-PLC-技.术_网
WWW_PL※CJS_COM-PLC-技.术_网
本文以粗纱机传动控制系统为例,详细介绍了一种多伺服电机同步控制系统的构成与具体实现,在本系统的试验运行中取得了很好的速度同步效果。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
这种方法实现同步控制的特点在于充分利用伺服电机本身的功能特性,即可以得到很好的同步性能,使用户在实际的工业应用中能很容易地实现灵活、可靠的同步控制。
WW.W_PLCJS_COM-PLC-技.术_网
上一篇: 变频调速电动机最佳启动频率探讨下一篇: 变频调速器与节约能源、环境保护
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行