PLC控制步进电机往复运动小例!
日期:2009-2-9 23:23:26 来源:网络
点击: 作者:
点击: 作者:
点击【 大 中 小 】放大字体.

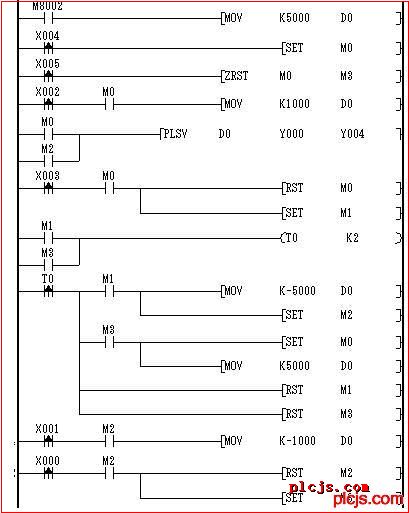
工作过程如上图所示:
1、步进电机带动加工台面在左限位开关X0和右限位开关X3之间进行往复运动;
2、加工台面向左移动时检测到X1信号或是加工台面向右移动时检测到X2信号的时候开始减速运行;
3、到达左限位或是右限位时停止,延时0.2秒后向相反的方向运动;
4、PLC输入信号X4为启动按钮,输入信号X5为停止按钮。
本例的PLC程序只是为给新学者起到一个引导作用,有如下缺陷:
1、假设PLC上电之初加工台面一定在中间位置,按下启动按钮后,步进电机即带动加工台面向右运行,并没有考虑加工台面的实际位置,会造成加工台面冲出右限位;
2、步进电机初始速度即为5000HZ,没有做加速时间控制,实际应用会造成步进电机无法启动;
3、步进电机在减速时同样是没有减速时间,立刻减速到1000HZ,如此方式并不适合实际应用;
4、操作停止按钮时,步进电机不减速停止,会造成机械损伤。
程序图如下:
注:
1、实际应用中可利用RAMP指令改变脉冲频率,达到缓冲开始/停止的目的;
2、PLSV与RAMP指令可在本网搜索相关说明。
WWW_P※LCJS_COM-PLC-)技.术_网
工作过程如上图所示:
W1WW_P4LCJS_COM-PLC-技.术_网
1、步进电机带动加工台面在左限位开关X0和右限位开关X3之间进行往复运动;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
2、加工台面向左移动时检测到X1信号或是加工台面向右移动时检测到X2信号的时候开始减速运行;
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
3、到达左限位或是右限位时停止,延时0.2秒后向相反的方向运动;
W1WW_P4LCJS_COM-PLC-技.术_网
4、PLC输入信号X4为启动按钮,输入信号X5为停止按钮。
WWW_PLC※JS_COM-PmLC-技.术_网
本例的PLC程序只是为给新学者起到一个引导作用,有如下缺陷:
WWW_P※LCJS_COM-PLC-)技.术_网
1、假设PLC上电之初加工台面一定在中间位置,按下启动按钮后,步进电机即带动加工台面向右运行,并没有考虑加工台面的实际位置,会造成加工台面冲出右限位;
WWW_P※LCJS_CO※M-PLC-技-.术_网
2、步进电机初始速度即为5000HZ,没有做加速时间控制,实际应用会造成步进电机无法启动;
WWcW_PLCJS_COM-PLC-技.术_网
3、步进电机在减速时同样是没有减速时间,立刻减速到1000HZ,如此方式并不适合实际应用;
WWcW_PLCJS_COM-PLC-技.术_网
4、操作停止按钮时,步进电机不减速停止,会造成机械损伤。
WWW.PLCJS.COM——可编程控制器技术门户
程序图如下:
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
{kind=link}
W1WW_P4LCJS_COM-PLC-技.术_网
注:
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
1、实际应用中可利用RAMP指令改变脉冲频率,达到缓冲开始/停止的目的;
——可——编——程——控-制-器-技——术——门——户
2、PLSV与RAMP指令可在本网搜索相关说明。
WWcW_PLCJS_COM-PLC-技.术_网
上一篇: 基于PLC1250离心机变频调速系统下一篇: PLC控制电机星三角启动
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行