谈编码器的功能使用
日期:2008-5-27 0:10:10 来源:本站整理
点击: 作者:wangbo
点击: 作者:wangbo
点击【 大 中 小 】放大字体.
现场安装的设备是步近式收集床,分为左右臂,为液压驱动形式。每侧臂上装有两个举升油缸和一个横移油缸来实现物体横移(一步一步的步进),举升油缸采用普通的电磁阀控制,左右臂横移油缸各采用一只德国产MOOG牌比例调节阀,同时在左右臂举升油缸的固定销上又分别装有一只德国产Pepperl+Fuchs(倍加福)绝对值编码器进行位置跟踪以实现两臂同步的闭环控制(当横移油缸进行伸缩,使举升油缸固定销随臂的摆动进行旋转,编码器也随之进行旋转,这样编码器也就读取到了臂的位移量),此编码器为SSI同步串行输出形式,编码器通过电缆与SIEMENS的SSI模块进行联接,下图是此接口的接线图:
看此接线图,应该讲电气设计上没有问题,程序动作顺序是:左右臂举升油缸得到输出指令后开始执行上升动作,当左右臂上升到位后,左右臂横移油缸的比例调节阀开始执行伸出指令,此时比例调节阀与绝对值编码器配合实现位移量的PID控制以保证左右臂位移的一致,油缸达到给定量后,比例调节阀停止输出,左右臂举升油缸执行下降指令,下降到位后,左右臂横移油缸开始执行收缩,收缩到给定量后,PLC输出一个DO信号给绝对值编码器进行清零,再进行下一循环,这样一次一次的循环,就能将货物移到指定位子。
设备的举升油缸是一对一对左右对称安装的,这样编码器只能根据设备的实际制造情况背对背的分别装在左右油缸的固定销上,于是问题出现了,因为左右臂是同时向一个方向移动,这样编码器一只是顺时针旋转,另一只就是逆时针旋转,送给PLC模块的数据一个是正值另一个是负值,尽管程序上做了很多工作,始终不能保证左右臂位移量相似,因为PLC读到正负值的数据始终存在很大的偏差(尽管采用PID控制进行修正)。我们知道增量型编码器通常采用A、B、Z三个通道,A、B通道在读取脉冲时只是位置相差1/4,这样就可以实现旋转方向的判断,如果此时现场安装的是增量型编码器,那么只要将其中的一只编码器A、B通道的对调一下,问题也就解决了。
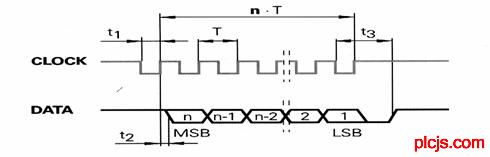
但现场安装的不是增量型编码器而是同步串行输出的绝对值编码器(SSI接口,以两根数据线、两根时钟线连接,由接收设备向编码器发出中断的时钟脉冲,绝对的位置值由编码器与时钟脉冲同步输出至接收设备。)
查阅Pepperl+Fuchs(倍加福)编码器资料,发现8#脚的功能是V/R(Input for selection of counting direction),本人的理解应该是换向触发,也就是置一个高或低的电平,读取的参数可以翻转过来,那么只要将其中一只编码器的这个功能脚置一个高或低的电平问题就可以解决了,思路有了,于是要考虑是置高电平还是低电平,编码器的工作电压为DC24V/0V,但我们知道数字电路中的TTL集成电路的电源电压一般都是+5V,根据TTL与非门电路的工作原理,如果输入级置高电平“1”那么输出级出“0”,所以判断不可能置高电平(24V),应该是输入级置低电平的“0”输出级出“1”即有0出1的逻辑功能。再次仔细阅读了编码器资料,发现上面提到的注意事项(Input;The selection of counting direction input V/R is activated with 0-level)的提示,应验了我的分析判断。于是将一只编码器8#脚与1#脚(0V)短接,开启设备读取PLC参数,发现二只编码器的值一致了(同为+或-),问题解决。
水平有限,写的不好,有兴趣的同仁一起探讨,提提见解。
这是本人最近在调试工作中遇到的问题供编程及现场施工人员参考和借鉴。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
WWW.PLCJS.COM——可编程控制器技术门户
现场安装的设备是步近式收集床,分为左右臂,为液压驱动形式。每侧臂上装有两个举升油缸和一个横移油缸来实现物体横移(一步一步的步进),举升油缸采用普通的电磁阀控制,左右臂横移油缸各采用一只德国产MOOG牌比例调节阀,同时在左右臂举升油缸的固定销上又分别装有一只德国产Pepperl+Fuchs(倍加福)绝对值编码器进行位置跟踪以实现两臂同步的闭环控制(当横移油缸进行伸缩,使举升油缸固定销随臂的摆动进行旋转,编码器也随之进行旋转,这样编码器也就读取到了臂的位移量),此编码器为SSI同步串行输出形式,编码器通过电缆与SIEMENS的SSI模块进行联接,下图是此接口的接线图:
P.L.C.技.术.网——可编程控制器技术门户
WWW_PL※CJS_COM-PLC-技.术_网
看此接线图,应该讲电气设计上没有问题,程序动作顺序是:左右臂举升油缸得到输出指令后开始执行上升动作,当左右臂上升到位后,左右臂横移油缸的比例调节阀开始执行伸出指令,此时比例调节阀与绝对值编码器配合实现位移量的PID控制以保证左右臂位移的一致,油缸达到给定量后,比例调节阀停止输出,左右臂举升油缸执行下降指令,下降到位后,左右臂横移油缸开始执行收缩,收缩到给定量后,PLC输出一个DO信号给绝对值编码器进行清零,再进行下一循环,这样一次一次的循环,就能将货物移到指定位子。
WWW.PLCJS.COM——可编程控制器技术门户
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
设备的举升油缸是一对一对左右对称安装的,这样编码器只能根据设备的实际制造情况背对背的分别装在左右油缸的固定销上,于是问题出现了,因为左右臂是同时向一个方向移动,这样编码器一只是顺时针旋转,另一只就是逆时针旋转,送给PLC模块的数据一个是正值另一个是负值,尽管程序上做了很多工作,始终不能保证左右臂位移量相似,因为PLC读到正负值的数据始终存在很大的偏差(尽管采用PID控制进行修正)。我们知道增量型编码器通常采用A、B、Z三个通道,A、B通道在读取脉冲时只是位置相差1/4,这样就可以实现旋转方向的判断,如果此时现场安装的是增量型编码器,那么只要将其中的一只编码器A、B通道的对调一下,问题也就解决了。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
W1WW_P4LCJS_COM-PLC-技.术_网
 |
——可——编——程——控-制-器-技——术——门——户
——可——编——程——控-制-器-技——术——门——户
但现场安装的不是增量型编码器而是同步串行输出的绝对值编码器(SSI接口,以两根数据线、两根时钟线连接,由接收设备向编码器发出中断的时钟脉冲,绝对的位置值由编码器与时钟脉冲同步输出至接收设备。)
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW.PLCJS.COM——可编程控制器技术门户
WWW_P※LCJS_COM-PLC-)技.术_网
查阅Pepperl+Fuchs(倍加福)编码器资料,发现8#脚的功能是V/R(Input for selection of counting direction),本人的理解应该是换向触发,也就是置一个高或低的电平,读取的参数可以翻转过来,那么只要将其中一只编码器的这个功能脚置一个高或低的电平问题就可以解决了,思路有了,于是要考虑是置高电平还是低电平,编码器的工作电压为DC24V/0V,但我们知道数字电路中的TTL集成电路的电源电压一般都是+5V,根据TTL与非门电路的工作原理,如果输入级置高电平“1”那么输出级出“0”,所以判断不可能置高电平(24V),应该是输入级置低电平的“0”输出级出“1”即有0出1的逻辑功能。再次仔细阅读了编码器资料,发现上面提到的注意事项(Input;The selection of counting direction input V/R is activated with 0-level)的提示,应验了我的分析判断。于是将一只编码器8#脚与1#脚(0V)短接,开启设备读取PLC参数,发现二只编码器的值一致了(同为+或-),问题解决。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
plcjs.技.术_网
水平有限,写的不好,有兴趣的同仁一起探讨,提提见解。
WWW_PLCJS_COM-PLC-技.术_网
plcjs.技.术_网
上一篇: 矢量控制和直接转矩控制比较下一篇: 没有了
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行