欧陆590驱动器的维修与应用
日期:2007-3-18 23:24:18 来源:本站整理
点击: 作者:未知
点击: 作者:未知
点击【 大 中 小 】放大字体.
校准板的设置电压直、测速电机的最高转速/最高电压和主电机的最高转速,三者之间是有一固定的计算公式的。用此公式就可以计算出主电机在额定转速下,所要校准板的设置电压值。设用此公式计算出主电机额定转速下校准板的电压值为V,V1大于V,V2小于V,那么:
当把V1作为校准板的设置电压值时,在最高速度时主电机会运转在额定转速之上,那是不允许的;
当把V2作为校准板的设置电压值时,主电机就会运转在小于额定转速之内;
就是说如果把V作为校准板的设置值时,主电机就会运转在额定转速以内,这是我们需要的。
此公式是:V校准=(V测÷R测)×R主
V校准:校准板的设置电压值;
V测:测速电机的额定电压值;
R测:测速电机的额定转速;
R主:主电机的额定转速。
例:一直流电机额定转速为540—1200R/mian,测速电机额定转速为2000R/mian,额定电压为110V,请设置校准板的对应电压值。
V校准=(V测÷R测)×R主
=110÷2000×1200
=66(V)
即:校准板的设置电压为66V。
在使用电机时,很多时候发现电机的加减速时间不理想,对生产造成一定的影响。为此就要把电机的加减速时间作些调整。
下面就针对欧陆590驱动器说一下调整方法。
欧陆590驱动器要调整加减速时间主要是通过内部组态修改参数及通过人机接口修改设置参数。完成设置在内部组态中有三个模块实现,一是斜坡(RAMPS),二是上升/下降(RAISE / LOWER),三是停机速率(STOP RATES)。其中停机速率只能停机时有效(包括急停、程序停机、复位等),斜坡模块在多数应用中是必需要用到的,而上升/下降模块是可以选择的,只有适合的控制方法才用到它。
斜坡模块:改变加减速率有两个项,1)斜坡加速时间(RAMP ACCEL TIME)、2)斜坡减速时间(RAMP DECEL TIME),其数都是十进制数值、妙为单位,只要增加或减少其中的数就可以达到要求的效果。
上升/下降模块:也有两个项可以改变加减速率,1)增加速率(INCREASE RATE)、减少速成率(DECREASE RATE),其数都是十进制数值、妙为单位,只要增加或减少其中的数就可以达到要求的效果。
停机速率模块:此模块一般情况下到不用进行修改保留原出厂设置可以了,但必需要改的话,改以下两项的数值就行了:1)停机时间(STOP TIME)、2)程序停机时间(PROG STOP TIME)。程序停机时间建议不要修改,改变会对电机有很大的损坏。
3:电流控制与电压控制的关系及应用
电流控制与电压控制都是驱动器对电机进行驱动的不同的方式。所谓的电压控制指的是驱动器使用端电压作为反馈源的一种闭环控制方式,电压作为反馈源对电机转速、力矩控制得都不是很好;电流控制指的是驱动器使用电流作为反馈源的一种闭环控制方式,电流反馈方式能很好地控制电机的转矩,配上精确的速度反馈能将电机控制得很稳定。多数应用都是使用电流控制方式,电压控制方式不推荐使用。欧陆590驱动器应用很方便,两者的转换不用改变外部的任何线路,只需改内部参数就可以。在欧陆590的反馈控制中只有励磁控制可以转换。励磁控制中选择了电压控制弱磁启动自动禁止,只有选择了电流控制方式,并选择弱磁启动,电机高速时才能启动弱磁。欧陆590反馈源转换设置如下:参数设置(SETUP PARAMETERS)----励磁控制(FIELD ENABLE)----励磁控制方式(FLD CTRLMODEIS)/有两种方式可供选择:电压控制方式(VOLTAGE CONTROL)、电流控制方式(CURRENT CNTROL)。
4:A2和A3的区别是什么?A8和A7的区别是什么?具体有什么用途?辅助电流钳位是什么意思?
速度设定值(或说成主速度设定值)指的是在电机在闭环控制电路中,对电机的转速作一个指定输入值,使电机转速运转在某一指定值。辅助速度设定值指的是对速度设定值进行修整的值,它与速度设定叠加起来(负号或正或负)成为总的速度设定值。在590的五个模拟输入中,模拟输入2(A3)是不可组态的,其他四个模拟输入是可以组态成各种不同的功能,说明书所介绍的是系统默认的功能,比如可以把模拟输入1(A2)组态成斜坡速度设定值,或将模拟输入3(A4)组态成速度设定值,又或将模拟输入1(A2)组态成张力设定值等功能。
模拟输入2(A3)的功用是辅助速度设定值或电流,指的是同一输入端的输入值通过系统的不同设置可作为速度设定值输入,又可作为电流设定值输入,系统默认是通过C8数字输入端来转换其功能,也可以通过内部组态来改变为其他的数字输入口,比如C6、C7等。
电流箝位指的是将电流限制在一固定值内,比如把电流箝位设定为80%,那么驱动器输出的电流就不会高于总电流的80%。这样辅助电流箝位就不难理解,如果将辅电流箝位设定为60%,那么,就算电流给定为100%,驱动器输入电流也只能达到总电流的60%。
A7是模拟输出1,其系统默认功能是速度反馈输出,在A1与A7之间接一个±10V的电压表,则能直接看到速度反馈的大小。A8是模拟输出2,其系统默认功能是总速度设定值,在A1与A8之间接一个±10V的电压表,则能直接显示总速度设定值的大小。A7、A8都是可以组态成其他的输出值。
5:在励磁控制中反馈的控制方法?
一是电压反馈控制;二是电流反馈控制。
电压反馈是通过测量励磁端电压作为控制励磁端电压的反馈量,通过它能恒压励磁端电压,但不能恒电流,因此不能恒定励磁磁场,对电机的控制不是很理想。在590中励磁控制方式选择了“电压控制”,励磁弱磁启动会被系统自动锁定,不会启动。
电流反馈是通过测量励磁电流作为控制励磁电流的反馈量,通过它能恒流励磁电流,此方式可以很好的恒定励磁磁场。在590中励磁控制方式选择了“电流控制”,励磁弱磁启动选择“启动”,电机就可以运转在弱磁街段。
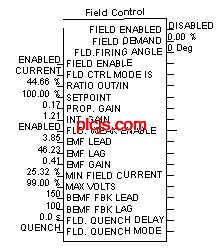
-----励磁启动(FIELD ENABLE)选择启动(ENABLED)
----励磁控制方式(FID CTRLMODE IS)/选择启动(ENABLED);励磁控制(FIELD CONTROL)----磁场弱磁变量(FLD.WEAK VARS)----磁场削弱启动(FLD.WEAK ENABLE)/选择启动(ENABLED)。
或者可以用电脑软件修改参数(见下图):
把测速仪反馈改成电压反馈。设置如下:
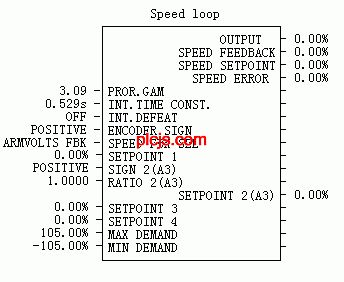
方法一:参数设置(SETUP PARAMETERS)----速度环(SPEED LOOP)----速度反馈选择(SPEED FBK SELEC)/选择电压反馈(ARMVOLTS FBK)。
方法二通过电脑软件修改(见下图):
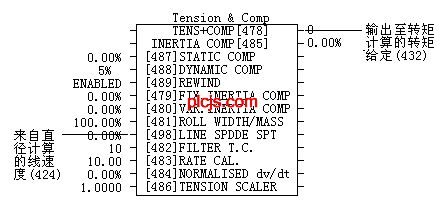
TENS+COMP(张力+补偿):目的标记号,张力+补偿计算输出;
INERTIA COMP(惯性补偿输出):整个惯性补偿监控点;
STATIC COMP(静态补偿):静态摩擦补偿设置参数;
DYNAMIC COMP(动态补偿变):变化摩擦补偿设置参数;
REWIND(卷绕):当电机改变方向时,转换摩擦补偿信号。这个在线路反转时进行。0--禁止,1--使能;
FIX.INERTIA COMP(固定的惯性补偿):固定惯性设置参数;
VAR.INERTIA COMP(变化的惯性补偿):变化的惯性设置参数;
ROLL WIDTH/MASS(卷轴宽度/重量):依据卷轴宽度换算惯性补偿。100%是最大卷轴宽度;
LINE SPEED SPT(线速设定值):用来对惯性补偿计算线速加速度的速率;
FILTER T.C(滤波器时间常数):从线速输入计算线速加速度的速率,这个值可能有干扰电机转距的大的纹波成分。因此这个信号要被滤掉,根据这个参数滤波器有一个时间常数;
RATE CAL(速率计算):对应最大的线性斜坡速率,换算惯性补偿加速度速成率值到100%。这个参数应该在很短的时间内(几秒钟)设置到最大的线性满速斜玻速率。最终的速率值在NORMASISED dv/dt里可以才看到;
注:线性斜率在100秒以上,惯性补偿将不工作。因此这个参数被限制到100.00。
NORMALISED dv/dt(正常的dv/dt):
1、速率计算值=0.00:允许一个外部生成的速率信号使用取代上面描述的计算值。这个速率信号对于最大线路斜坡速率必须正常化为100%。对于大的线性斜坡速率(大于100秒)是非常有用的。
2、速率计算值不为零:允许内部计算的速率值被监控。
TENSIONS CALER(张力换算):换算直接从锥度计算器连接的张力要求。
一般在冷轧机中的张力控制中都会用到此功能模块,使用方法见下图:
一、电机及线路有损坏。比如碰壳、换向片有损环等,会造成大电流而烧掉可控硅;
二、可控硅的触发线路。要检查线路有没有插错及松动,线路出问题极容易烧可控硅;
三、驱动器的电源板的触发电路有问题。此时必需要更换及修理;
四、可控硅的质量问题。建议在选用可控硅的时候要注意一点,就是选用同一型号同一品牌的可控硅
1:速度仪校准板与电机转速的关系WW.W_PLC※JS_C,OM-PL,C-技.术_网
用直流测速电机作反馈源,对应的就是测速仪校准板了。此板支援校准范围为10—199V的交流和直流模拟测速电机。测速仪校准电压,用两个10路直排开关为个位和十位。用一个1路开关为百位。
WW.W_PLCJS_COM-PLC-技.术_网
校准板的设置电压直、测速电机的最高转速/最高电压和主电机的最高转速,三者之间是有一固定的计算公式的。用此公式就可以计算出主电机在额定转速下,所要校准板的设置电压值。设用此公式计算出主电机额定转速下校准板的电压值为V,V1大于V,V2小于V,那么:
P.L.C.技.术.网——可编程控制器技术门户
当把V1作为校准板的设置电压值时,在最高速度时主电机会运转在额定转速之上,那是不允许的;
WWW_PL※CJS_COM-PLC-技.术_网
当把V2作为校准板的设置电压值时,主电机就会运转在小于额定转速之内;
WW.W_PLCJS_COM-PLC-技.术_网
就是说如果把V作为校准板的设置值时,主电机就会运转在额定转速以内,这是我们需要的。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
此公式是:V校准=(V测÷R测)×R主
WW.W_PLC※JS_C,OM-PL,C-技.术_网
V校准:校准板的设置电压值;
W1WW_P4LCJS_COM-PLC-技.术_网
V测:测速电机的额定电压值;
WWW.PLCJS.COM——可编程控制器技术门户
R测:测速电机的额定转速;
WWW.PLCJS.COM——可编程控制器技术门户
R主:主电机的额定转速。
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
例:一直流电机额定转速为540—1200R/mian,测速电机额定转速为2000R/mian,额定电压为110V,请设置校准板的对应电压值。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
V校准=(V测÷R测)×R主
WWW.PLCJS.COM——可编程控制器技术门户
=110÷2000×1200
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
=66(V)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
即:校准板的设置电压为66V。
——可——编——程——控-制-器-技——术——门——户
WWW_P※LCJS_CO※M-PLC-技-.术_网
plcjs.技.术_网
在使用电机时,很多时候发现电机的加减速时间不理想,对生产造成一定的影响。为此就要把电机的加减速时间作些调整。
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
2:如何调整电机的加减速时间?
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
下面就针对欧陆590驱动器说一下调整方法。
WWcW_PLCJS_COM-PLC-技.术_网
欧陆590驱动器要调整加减速时间主要是通过内部组态修改参数及通过人机接口修改设置参数。完成设置在内部组态中有三个模块实现,一是斜坡(RAMPS),二是上升/下降(RAISE / LOWER),三是停机速率(STOP RATES)。其中停机速率只能停机时有效(包括急停、程序停机、复位等),斜坡模块在多数应用中是必需要用到的,而上升/下降模块是可以选择的,只有适合的控制方法才用到它。
WWW.PLCJS.COM——可编程控制器技术门户
斜坡模块:改变加减速率有两个项,1)斜坡加速时间(RAMP ACCEL TIME)、2)斜坡减速时间(RAMP DECEL TIME),其数都是十进制数值、妙为单位,只要增加或减少其中的数就可以达到要求的效果。
——可——编——程——控-制-器-技——术——门——户
上升/下降模块:也有两个项可以改变加减速率,1)增加速率(INCREASE RATE)、减少速成率(DECREASE RATE),其数都是十进制数值、妙为单位,只要增加或减少其中的数就可以达到要求的效果。
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
停机速率模块:此模块一般情况下到不用进行修改保留原出厂设置可以了,但必需要改的话,改以下两项的数值就行了:1)停机时间(STOP TIME)、2)程序停机时间(PROG STOP TIME)。程序停机时间建议不要修改,改变会对电机有很大的损坏。
WWW_PL※CJS_COM-PLC-技.术_网
WWW_PLC※JS_COM-PmLC-技.术_网
3:电流控制与电压控制的关系及应用
WWW_PLCJS_COM-PLC-技.术_网
电流控制与电压控制都是驱动器对电机进行驱动的不同的方式。所谓的电压控制指的是驱动器使用端电压作为反馈源的一种闭环控制方式,电压作为反馈源对电机转速、力矩控制得都不是很好;电流控制指的是驱动器使用电流作为反馈源的一种闭环控制方式,电流反馈方式能很好地控制电机的转矩,配上精确的速度反馈能将电机控制得很稳定。多数应用都是使用电流控制方式,电压控制方式不推荐使用。欧陆590驱动器应用很方便,两者的转换不用改变外部的任何线路,只需改内部参数就可以。在欧陆590的反馈控制中只有励磁控制可以转换。励磁控制中选择了电压控制弱磁启动自动禁止,只有选择了电流控制方式,并选择弱磁启动,电机高速时才能启动弱磁。欧陆590反馈源转换设置如下:参数设置(SETUP PARAMETERS)----励磁控制(FIELD ENABLE)----励磁控制方式(FLD CTRLMODEIS)/有两种方式可供选择:电压控制方式(VOLTAGE CONTROL)、电流控制方式(CURRENT CNTROL)。
WWW.PLCJS.COM——可编程控制器技术门户
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
4:A2和A3的区别是什么?A8和A7的区别是什么?具体有什么用途?辅助电流钳位是什么意思?
WWW_PLCJS_COM-PLC-技.术_网
速度设定值(或说成主速度设定值)指的是在电机在闭环控制电路中,对电机的转速作一个指定输入值,使电机转速运转在某一指定值。辅助速度设定值指的是对速度设定值进行修整的值,它与速度设定叠加起来(负号或正或负)成为总的速度设定值。在590的五个模拟输入中,模拟输入2(A3)是不可组态的,其他四个模拟输入是可以组态成各种不同的功能,说明书所介绍的是系统默认的功能,比如可以把模拟输入1(A2)组态成斜坡速度设定值,或将模拟输入3(A4)组态成速度设定值,又或将模拟输入1(A2)组态成张力设定值等功能。
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
模拟输入2(A3)的功用是辅助速度设定值或电流,指的是同一输入端的输入值通过系统的不同设置可作为速度设定值输入,又可作为电流设定值输入,系统默认是通过C8数字输入端来转换其功能,也可以通过内部组态来改变为其他的数字输入口,比如C6、C7等。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
电流箝位指的是将电流限制在一固定值内,比如把电流箝位设定为80%,那么驱动器输出的电流就不会高于总电流的80%。这样辅助电流箝位就不难理解,如果将辅电流箝位设定为60%,那么,就算电流给定为100%,驱动器输入电流也只能达到总电流的60%。
P.L.C.技.术.网——可编程控制器技术门户
A7是模拟输出1,其系统默认功能是速度反馈输出,在A1与A7之间接一个±10V的电压表,则能直接看到速度反馈的大小。A8是模拟输出2,其系统默认功能是总速度设定值,在A1与A8之间接一个±10V的电压表,则能直接显示总速度设定值的大小。A7、A8都是可以组态成其他的输出值。
WW.W_PLCJS_COM-PLC-技.术_网
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
5:在励磁控制中反馈的控制方法?
WWW_PLCJ-S_COM-PLC-技.术_网(可-编程控-制器技术-门户)
一是电压反馈控制;二是电流反馈控制。
WWW_PLCJS※COM-PLC-技.术_网(可※编程控※制器技术门户)
电压反馈是通过测量励磁端电压作为控制励磁端电压的反馈量,通过它能恒压励磁端电压,但不能恒电流,因此不能恒定励磁磁场,对电机的控制不是很理想。在590中励磁控制方式选择了“电压控制”,励磁弱磁启动会被系统自动锁定,不会启动。
plcjs.技.术_网
电流反馈是通过测量励磁电流作为控制励磁电流的反馈量,通过它能恒流励磁电流,此方式可以很好的恒定励磁磁场。在590中励磁控制方式选择了“电流控制”,励磁弱磁启动选择“启动”,电机就可以运转在弱磁街段。
P.L.C.技.术.网——可编程控制器技术门户
6: 弱磁启动的设置?WWW_PLCJS@_COM%-PLC-技.术_网
设置参数(SETUP PARAMETERS)----励磁控制(FIELD CONTROL)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
-----励磁启动(FIELD ENABLE)选择启动(ENABLED)
WWW.PLCJS.COM——可编程控制器技术门户
----励磁控制方式(FID CTRLMODE IS)/选择启动(ENABLED);励磁控制(FIELD CONTROL)----磁场弱磁变量(FLD.WEAK VARS)----磁场削弱启动(FLD.WEAK ENABLE)/选择启动(ENABLED)。
WWW_P※LCJS_COM-PLC-)技.术_网
或者可以用电脑软件修改参数(见下图):
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
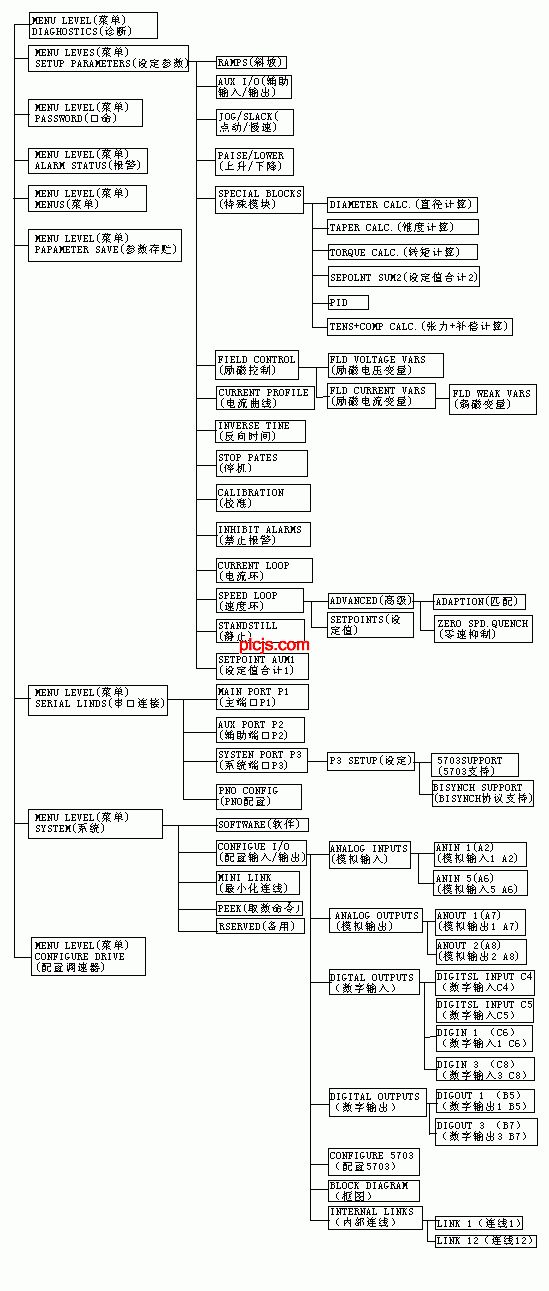
7: 欧陆590人机接口菜单系统目录中英文对照:
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
8:不用直流测速电机反馈,驱动器控制的参数如何设定,要求此时也能手动控制电机转速。
WW.W_PLCJS_COM-PLC-技.术_网
不使用测速电机,只要改变一下反馈源就可以了。
WWcW_PLCJS_COM-PLC-技.术_网
把测速仪反馈改成电压反馈。设置如下:
WWcW_PLCJS_COM-PLC-技.术_网
方法一:参数设置(SETUP PARAMETERS)----速度环(SPEED LOOP)----速度反馈选择(SPEED FBK SELEC)/选择电压反馈(ARMVOLTS FBK)。
WWW_PL※CJS_COM-PLC-技.术_网
方法二通过电脑软件修改(见下图):
W1WW_P4LCJS_COM-PLC-技.术_网
9:590控制器补偿算法的应用
WWW.PLCJS.COM——可编程控制器技术门户
张力+补偿计算器,用于补偿静态和动态的摩擦以及负载惯量。通过把电机转距要求作为速度和加速度的函数来获得补偿。
plcjs.技.术_网
TENS+COMP(张力+补偿):目的标记号,张力+补偿计算输出;
WWW.PLCJS.COM——可编程控制器技术门户
INERTIA COMP(惯性补偿输出):整个惯性补偿监控点;
WWW_P※LCJS_CO※M-PLC-技-.术_网
STATIC COMP(静态补偿):静态摩擦补偿设置参数;
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
DYNAMIC COMP(动态补偿变):变化摩擦补偿设置参数;
P_L_C_技_术_网——可——编——程——控-制-器-技——术——门——户
REWIND(卷绕):当电机改变方向时,转换摩擦补偿信号。这个在线路反转时进行。0--禁止,1--使能;
WWW_PLC※JS_COM-PmLC-技.术_网
FIX.INERTIA COMP(固定的惯性补偿):固定惯性设置参数;
WWW_PL※CJS_COM-PLC-技.术_网
VAR.INERTIA COMP(变化的惯性补偿):变化的惯性设置参数;
W1WW_P4LCJS_COM-PLC-技.术_网
ROLL WIDTH/MASS(卷轴宽度/重量):依据卷轴宽度换算惯性补偿。100%是最大卷轴宽度;
WW.W_PLC※JS_C,OM-PL,C-技.术_网
LINE SPEED SPT(线速设定值):用来对惯性补偿计算线速加速度的速率;
WWW_P※LCJS_CO※M-PLC-技-.术_网
FILTER T.C(滤波器时间常数):从线速输入计算线速加速度的速率,这个值可能有干扰电机转距的大的纹波成分。因此这个信号要被滤掉,根据这个参数滤波器有一个时间常数;
plcjs.技.术_网
RATE CAL(速率计算):对应最大的线性斜坡速率,换算惯性补偿加速度速成率值到100%。这个参数应该在很短的时间内(几秒钟)设置到最大的线性满速斜玻速率。最终的速率值在NORMASISED dv/dt里可以才看到;
WWW_PLCJS※COM-PLC-技×术_网(可编程控※制器技术门户)
注:线性斜率在100秒以上,惯性补偿将不工作。因此这个参数被限制到100.00。
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
NORMALISED dv/dt(正常的dv/dt):
WW.W_PLC※JS_C,OM-PL,C-技.术_网
1、速率计算值=0.00:允许一个外部生成的速率信号使用取代上面描述的计算值。这个速率信号对于最大线路斜坡速率必须正常化为100%。对于大的线性斜坡速率(大于100秒)是非常有用的。
WWW_PLC※JS_COM-PmLC-技.术_网
2、速率计算值不为零:允许内部计算的速率值被监控。
WWW_PLCJS_COM-PLC-技.术_网
TENSIONS CALER(张力换算):换算直接从锥度计算器连接的张力要求。
WW.W_PLC※JS_C,OM-PL,C-技.术_网
一般在冷轧机中的张力控制中都会用到此功能模块,使用方法见下图:
WWW_PLC※JS_COM-PmLC-技.术_网
WWW_PLC※JS_COM-PLC-技.术_网(可编程控※制器技术门户)
WWW※PLCJS_COM-PL#C-技.术_网(可编※程控※制器技术门户)
一、电机及线路有损坏。比如碰壳、换向片有损环等,会造成大电流而烧掉可控硅;
WW.W_PLCJS_COM-PLC-技.术_网
二、可控硅的触发线路。要检查线路有没有插错及松动,线路出问题极容易烧可控硅;
W1WW_P4LCJS_COM-PLC-技.术_网
三、驱动器的电源板的触发电路有问题。此时必需要更换及修理;
WW.W_PLCJS_COM-PLC-技.术_网
四、可控硅的质量问题。建议在选用可控硅的时候要注意一点,就是选用同一型号同一品牌的可控硅
上一篇: 关于安川(YASKAWA)变频器的维护要点下一篇: 变频器维修与应用
评论内容
载入中...
载入中...
P
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
L
C
技
术
网
|
可
编
程
控
制
器
技
术
门
户
|
十
万
P
L
C
工
程
师
的
共
同
选
择
!
·最新招聘信息
·最新求职信息
·推荐产品
·推荐厂商
·栏目热门排行
·站内热门排行